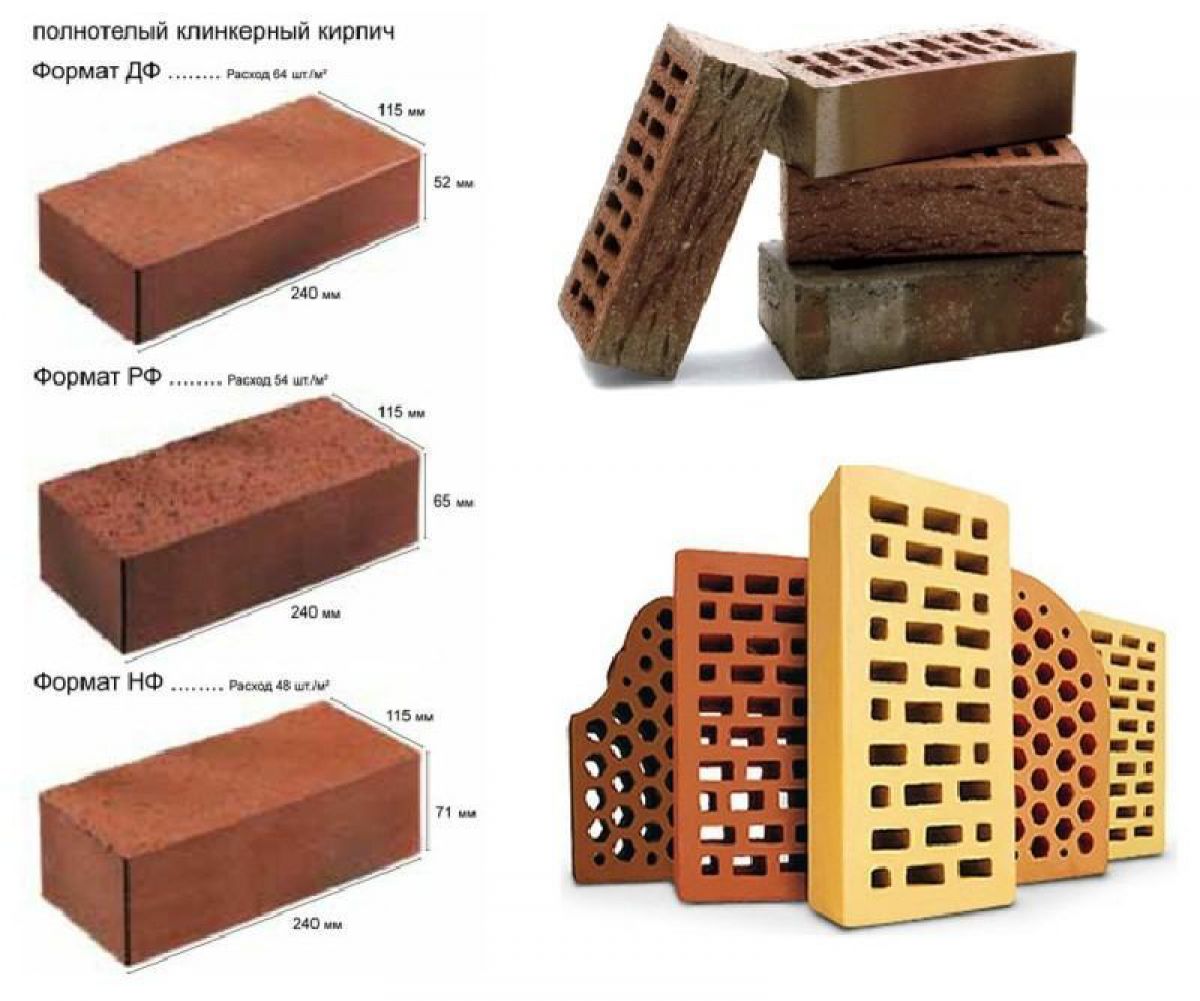
Технология производства клинкерного кирпича
Как организовать собственный бизнес по изготовлению кирпича
Впервые люди начали изготавливать строительный кирпич еще в глубокой древности, в 3-2 тысячелетии до н.э. Несмотря на многовековую историю, кирпич и на сегодняшний день является одним из самых востребованных строительных материалов, которому присущи отменные эксплуатационные и технические характеристики. С течением времени технологии изготовления строительного материала усовершенствовались, и расширился ассортимент товаров. Поэтому производство каждого вида кирпича необходимо рассматривать как отдельный уникальный технологический процесс.

Основные виды кирпича
Перед тем как начать организовывать собственный бизнес необходимо ознакомиться с основными видами кирпича.
По способу изготовлению кирпич принято классифицировать на два вида:
- Силикатный кирпич, основными компонентами которого являются: кварцевый песок, вода, воздушная известь.
- Керамический кирпич, изготовляемый из глины.
В зависимости от цвета материала выделяют виды кирпича:
Классификация кирпича в соответствии со сферой применения:
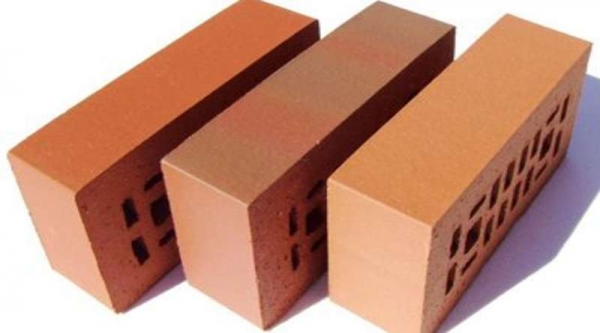
- Строительный кирпич – строительный материал, используемый при кладке стен и впоследствии обрабатываемый штукатуркой. Различают два вида строительного кирпича: полнотелый и пустотелый.
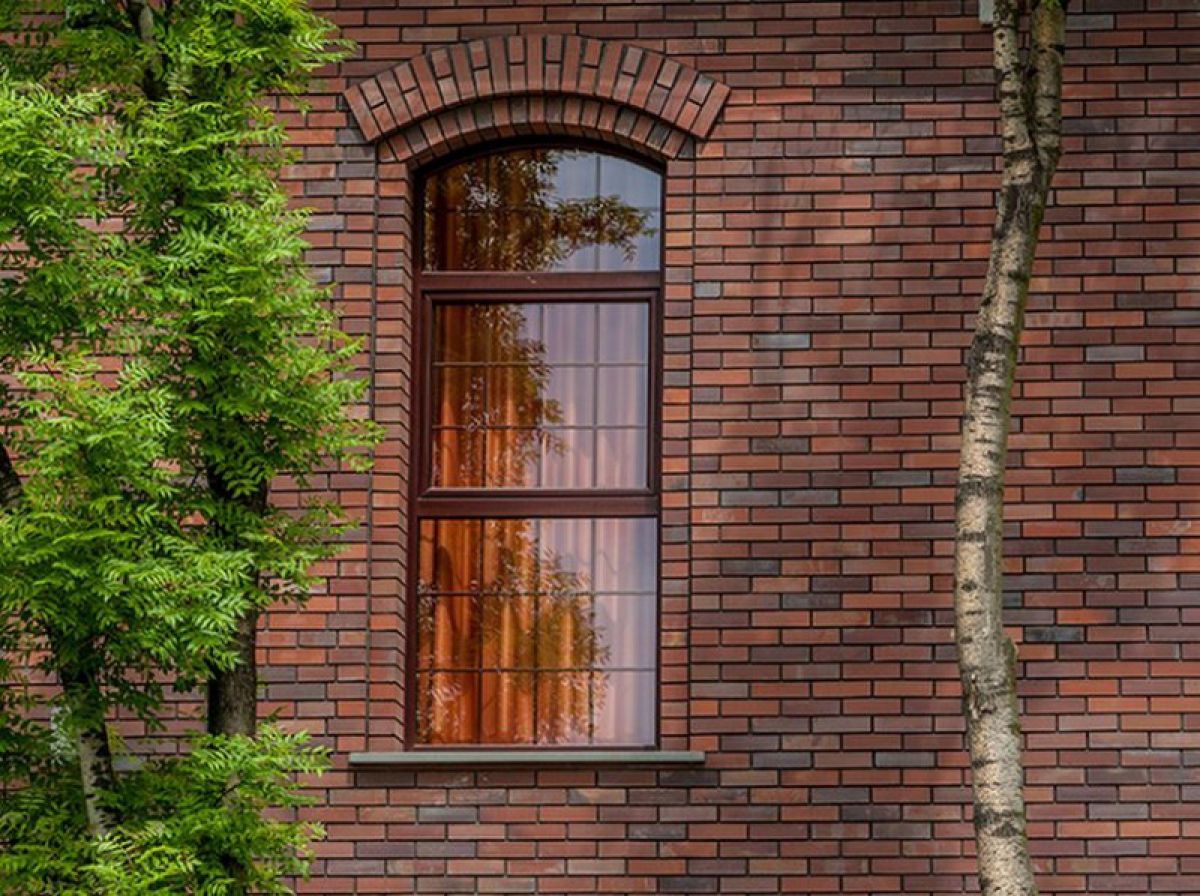
- Облицовочный кирпич – гладкий брусок, содержащий множество пустот в «теле». Используется для отделки и украшения зданий и сооружений.
- Клинкерный кирпич – строительный материал, используемый для покрытия дорог.
- Гиперпрессованый кирпич используется для внешней отделки зданий и строительных сооружений.
Производство силикатного кирпича

Технологический процесс изготовления силикатного кирпича включает основные этапы:
1. Подготовка и приготовление смеси начинается с дозировки основных компонентов

На каждом отдельном предприятии доля извести в составе смеси может варьироваться от 6 до 8 %. Перед формированием силикатной массы известь проходит контроль на активность, а на бункерных весах осуществляется отваживание необходимого количества песка. Для окончательной подготовки смеси используется вода, которая позволяет завершить реакцию гашения извести и сформировать силикатную массу, пластичную, легко подвергающуюся формированию готовых товаров.
Известково-песчаную смесь готовят двумя методами:
- барабанным способом;
- силосным способом.
2. Прессование кирпича-сырца – многоуровневый и сложный технологический процесс

В результате прессования происходит уплотнение смеси до однородной силикатной массы.
Полусухое прессование кирпича-сырца осуществляется в такой последовательности действий:
- наполнения прессовых коробок приготовленной смесью;
- прессования сырца;
- передвижения сырца на поверхность стола;
- снятия кирпича-сырца со стола;
- помещение сырца на запарочные вагонетки.
3. Автоклавная обработка кирпича – осуществляется посредством тепло-влажной обработки в автоклаве

Обработка кирпича в автоклаве осуществляется в результате повышения давления водяного пара 0,8+1,2 мПа и температуры до +190 °С. Общая длительность производственного процесса может составлять около 12 часов.
Производство керамического кирпича

Производство красного кирпича состоит из таких этапов:
1. Добычи сырья

Перед тем как начать добычу глину осуществляется съем внешних слоев чернозема. Для добычи сырья используется такое оборудование как бульдозер и экскаватор.
2. Формовки сырца

Глина, отощающие и выгорающие добавки транспортируется автосамосвалом в приемный бункер. Далее сырье перемещается транспортером на вальцы, осуществляющие грубый помол. Затем исходная смесь обрабатывается вальцами тонкого помола и после тщательного измельчения подается на пресс для производства кирпича.
3. Сушки кирпича в естественных условиях или в специальной сушильной камере
Условия производства кирпича из глины должны включать постепенный подъем температуры в сушильной камере и исключение движения воздуха. Благодаря соблюдению условий влага равномерно испаряется из кирпичной массы. Высушенное изделие определяется по цвету и типу поверхности. Сухой керамический кирпич имеет ровную и гладкую поверхность и светлого цвета.
4. Обжиг кирпича-сырца — завершающий этап производственного процесса

Процесс обжига изделий осуществляется в специальных печах, на конвейерных линиях которых существует подготовительная зона, нагревающая кирпич, зона обжига и зона охлаждения. Этот этап производства наиболее ответственный, ведь от него зависят технические характеристики готового изделия, которые должны соответствовать требованиям ГОСТа 530-2007.

Производство клинкерного кирпича
Технология производства строительного клинкерного кирпича аналогична производственному процессу получения керамического кирпича. Основное отличие – состав смеси и температура обжига. Поскольку при изготовлении клинкерного кирпича используют тугоплавкую сланцевую глину, то и обжиг продукции осуществляется при температуре свыше 1500 ° С.
Документы и разрешения, необходимые для производства кирпича
Кирпич – строительный материал, который должен сертифицироваться в соответствии с государственными стандартами по таким показателям:
- Отклонению от установленных стандартов, ГОСТ – 530-2007;
- Отклонению от перпендикулярности граней, ГОСТ – 530-2007;
- Предел прочности во время сжатия должен соответствовать МПа ГОСТ – 8462-85;
- Предел прочности при изгибе — МПа ГОСТ – 8462-85;
- Водопоглощение кирпича, ГОСТ – 530-2007;
- Наличие известковых включений контролируется ГОСТ – 530-2007;
- Морозостойкость, ГОСТ – 7025-91;
- Внешний вид кирпича, ребра, поверхность граней, ГОСТ – 530-2007;
- Коэффициент теплопроводности, ГОСТ – 7076-99;
- Удельная активность, ГОСТ–30108-94.
Для того чтобы открыть собственное мини производство по изготовлению строительных товаров необходимо получить разрешение с соответствующими нормами ПДВ (предельно допустимых выбросов).
Технология производства кирпича
Способы изготовления и технологии производства строительного материала усовершенствовались на протяжении длительного времени.
На сегодняшний день выделяют две технологии изготовления кирпича:
1. Технология обжига, которая применяется при производстве керамического кирпича. Технология подробно рассмотрена в технологическом процессе изготовления керамических изделий. В результате применения технологии на заводах, осуществляется и производство строительного кирпича;
2. Технология безобжигового кирпича. При этой технологии используется трибо- и гипер-прессование. В соответствии с технологией осуществляется производство гиперпрессованого кирпича. Основное отличие данной технологии от предыдущей – завершающий этап производства, в течение которого кирпич помещается в пропарочные камеры, выдерживается при температуре около 70 °С на протяжении 10 часов. В течение производственного процесса этап обжига отсутствует и гиперпрессованный кирпич выдерживается естественным путем.
Создание бизнес-плана для строительства завода по производству облицовочного кирпича способом полусухого прессования
Осуществлять производство кирпича можно в домашних условиях, однако, в ограниченном объеме готовой продукции. Для изготовления кирпича на дому необходим станок, работающий от электросети.

Особенности домашнего производства строительного материала включают наличие источника сырья и необходимого оборудования, тогда вид деятельности будет выгодным и рентабельным. Данный вид производства не требует огромных капиталовложений денежных средств, однако он не способен удовлетворить потребности современного рынка.
Именно поэтому целесообразно составить бизнес-план и организовать работу мини-завода, мощность которого будет составлять 20 млн. единиц продукции.
Создавая бизнес-план необходимо определить объем инвестиций, который состоит из таких статей расходов:
1. Строительства мини-завода – 114133 000 рублей, а именно:
- научно-исследовательских работ – 2713 000 рублей;
- возведения зданий и сооружений – 7 230 000 рублей;
- покупки технологического оборудования – 47419 000 рублей;
- дополнительного технологического, вспомогательного оборудования – 8007 000 рублей;
- туннельной печи и обжиговых вагонеток – 21 040 000 рублей;
- строительно-монтажных работ – 25126000 рублей;
- прочих работ – 2448000 рублей;
- приобретения оргтехники – 150000 рублей.
2. Разработки месторождения – 19666 тыс. рублей, а именно:
- проектно-изыскательских работ – 408000 рублей;
- свода лесов – 2281000 рублей;
- строительства дорог – 2216000 рублей;
- приобретения строительных вагонов – 1350000 рублей;
- приобретения автотранспорта: автомобиля КамАЗ (10 шт.), экскаватора ЕТ-14, бульдозера Б-170 по 2 шт. – 8773000 рублей.
3. Оборотных средств – 1555000 рублей;
4. общая сумма инвестиций составляет – 135354000 рублей.
Линия по производству облицовочного кирпича должна состоять из такого основного технологического оборудования:
- Грохотка;
- Дробилка;
- Приемный бункер;
- Бетономешалка;
- Установок формирования;
- Двухрукавная течка;
- Подъемник;
- Компрессор;
- Выходной бункер.
Мощность мини-завода по изготовлению кирпича составляет 20 млн. штук изделий в год. Средняя стоимость 1000 шт. изделий составляет 5000 рублей с учетом НДС.
Годовые затраты на закупку сырья и материалов составляют 6,06 млн. рублей.
Затраты на электроэнергию в течение года будут равны 8,66 млн. рублей.
Затраты на тепловую энергию ( в год) – 4,04 млн. рублей.
Среднесписочная численность рабочих для данного предприятия должна составлять не менее 120 человек, тогда годовой фонд оплаты труда для персонала составит 10,2 млн. рублей.
Сумма отчислений на амортизацию основных фондов – 11197100 рублей.
В результате наличия вышеперечисленных показателей можно рассчитать себестоимость готового товара, которая равна 2755, 1 рублей.
Осуществив расчеты интегральных показателей, были установлены такие значения:
- Период окупаемости мини-завода – 68 месяцев;
- Дисконтированный период окупаемости предприятия – 91 месяц;
- Внутренняя норма рентабельности – 17,75 %;
- Чистый приведенный доход – 8951000 рублей.
В заключение необходимо отметить, что производство облицовочного кирпича выгодно и рентабельно. Данный вид бизнеса имеет серьезные перспективы в будущем, ведь спрос на продукцию не подвержен сезонности и спаду.

Информация
Керамические клинкерные материалы являются традиционными изделиями со спечённым черепком. В Украине подобные производства до недавнего времени отсутствовали. Однако, развитие строительства, приближение его к европейским стандартам, нуждалось в выпуске данной продукции. Керамический клинкер как строительно-отделочный материал, можно использовать как для облицовки фасадов, так и для мощения дорог.
Слово КЛИНКЕР происходит от немецкого слова Klinker, что связано с появлением при постукивании характерного звона «klink». История производства клинкера началась в Голландии. В начале XIX века отсутствие каменных материалов в достаточном количестве и как следствие их высокая цена, побуждало поиск альтернативных решений. Материал, который был получен путем спекания глины был назван КЛИНКЕРОМ. Клинкер, как высококачественное керамическое изделие, стал уникальным решением для строительства на много лет.
В начале 2002-2003 годов на рынке Украины начали появляться образцы клинкерных керамических материалов производителей Испании, Польши, Германии, Австрии, Финляндии и других европейских стран. Клинкерные керамические изделия европейских производителей характеризуются высоким качеством и высокой ценой. Высокая цена данных изделий связана со значительными технологическими и транспортными расходами.
Таким образом, была очевидная необходимость разработки и внедрения в Украине современной технологии производства клинкерных керамических изделий разного назначения, которые отвечали бы требованиям европейских стандартов.
Учитывая предыдущий опыт украинских научных работников и производителей, и опыт ведущих европейских производителей наша лаборатория совместно с командой ООО «Керамейя» разработала технологию производства керамического клинкера различного назначения.
ООО «Керамейя» (г. Сумы) создано в 2007 году при поддержке американского инвестиционного венчурного фонда Horizon Саріtal.
Керамейя — новый бренд с уже известной командой, которая в свое время создала такую мощную компанию, как «Слобожанская строительная керамика». Команда «Керамейя» под руководством генерального директора канд. техн. наук Телющенко И.Ф. объединена общим делом — производством керамических стеновых материалов нового поколения.
Керамические клинкерные изделия получаются способом пластичной экструзии на ленточных или вакуум-прессах. В отдельных случаях, для получения более плотного изделия, сырец допресовуют на рычажных прессах. Допресованый сырец (после вакуум-пресса в допресовке не нуждается) сушат в периодических камерных или тоннельных сушилах. При полусухом способе, клинкер прессуют преимущественно на коленорычажных или ротационных прессах, сырец обжигают без сушки. В отдельных случаях, при необходимости его досушивают.
Обжиг керамических клинкерных изделий проводят в тоннельных, кольцевых и камерных печах. Температура обжига керамического клинкера достаточно высокая 1100-1300°С. Изделия при обжиге должны спекаться и не выявлять признаков деформации.
Преимуществом способа пластичной экструзии, сравнительно с полусухим формированием, есть получение керамических клинкерных изделий разнообразных форм и поверхностей. Кроме этого при полусухом формировании невозможно получить высокую морозоустойчивость и как следствие долговечность изделий.
В литературных данных отмечено, что основным сырьем, для получения высококачественных керамических клинкерных изделий, есть пластичные тугоплавкие глины с большим интервалом между температурой спекания и началом деформации. На Украине такие глины расположены только в донецком регионе. Использование сырья донецкого региона, в качестве основного сырья, для производства клинкера не является экономически целесообразным в других регионах Украины.
Широкое распространение полиминеральных легкоплавких (кирпичных) глин по территории Украины поставило задачу разработки технологий производства клинкерных изделий на основе данного сырья.
В качестве основного сырья для разработки клинкерных керамических масс использовалось полиминеральное сырье Сумской, Киевской, Ивано-Франковской, Житомирской и Хмельницкой областей.
В этом случае в состав керамической массы вводят отощители, которые могут играть роль и плавня. В связи с разнообразными свойствами глин, выбор отощителей — плавней должен проводиться в каждом частном случае, с учетом свойств данного материала и особенностей технологических процессов.
В качестве армирующих компонентов мы использовали пегматиты, полевые шпаты, гранитные отсевы, базальт, мариуполиты, шлаки ГРЕС и их комбинации.
За счет использования полевошпатных материалов, которые отличаются мозаичностью структуры и наличием перлитовых образований кристаллизация новообразований происходит преимущественно в твердой фазе, что обусловливает рост прочности на сжатие при отсутствии деформации изделий. Использование данных компонентов при оптимальном соотношении, обусловливает также появление некоторого количества жидкой фазы при обжиге, что способствует интенсификации спекания керамической массы, при снижении температуры и расширения интервала спекания на 50-100°С сравнительно с полиминеральными легкоплавкими глинами.
Необходимо отметить возможность получения разной фактуры лицевой поверхности изделий. При измельчении полевошпатовых материалов к тонкости помола не менее чем 1,25 мм шершавая структура может формироваться без дополнительного разоблачения текстуры при обжиге керамического клинкера. В этом случае имеет преимущество спекания в твердой фазе. В случае помола полевошпатовых материалов к тонне помолу меньше чем 0,8 мм, возможно, получить керамический клинкер с гладкой поверхностью. В этом случае имеет преимущество спекания в присутствии большего количества жидкой фазы, которая армируется кристаллизационными новообразованиями.
Путем математического планирования и оптимизации свойств на основе опытных систем полиминеральная глина — гидрослюдисто-каолинитовые глины (каолины) — армирующие добавки (пегматиты, полевые шпаты, базальт и другое) нами разработаны керамические массы и технологические параметры производства керамического клинкера разного назначения, широкой цветной гаммы и фактуры.
В мае 2008 года научно-исследовательские разработки наших специалистов воплощены в организацию и запуск современного предприятия по производству керамического клинкера на ООО «Керамейя» (г. Сумы), которое создано за счет использования украинского инжиниринга и оборудования ведущих европейских производителей.
Кроме этого, в августе 2008 года под руководством Председателя наблюдательного Совета ОАО «Стройматериалы» (г. Белая Церковь) Данилевича А.В на ведущем предприятии киевской области, компанией ООО «Техно-маш-сервис» (г. Ромны) построена новая печь по проекту фирмы «Серик» (Франция) для производства клинкерных изделий.
При разработке новой технологии производства керамического клинкера из полиминерального сырья Украины был учтён как позитивный, так и негативный опыт производства лицевого кирпича на Украине.
Так производство лицевого кирпича на Украине в последние годы показало целый ряд технологических дефектов (наличие высолов, дутика и разрыва лицевой поверхности), которые нужно было устранить при производстве клинкерных изделий. Одним из наиболее распространенных видов брака лицевого кирпича, что является очень опасным для строительства есть разрыв лицевой поверхности кирпича.
Анализ технологических особенностей производства кирпича, ее формы, расположение пустот показал, что одной из причин разрыва лицевой поверхности является наличие свилеобразования при формировании и расстояние между лицевой поверхностью и пустотами, что составляет 12 мм.
Таким образом, перед разработчиками стояла задача устранения технологических причин появления выше перечисленных видов брака, которые недопустимы при производстве керамического клинкера.
Технология производства клинкерного кирпича «Клинкерам» (ООО «Керамейя» г. Сумы)
Добыча сырья и складирования глины в бурт
Для накопления оперативного запаса, с целью достижения однородности партий и полного управления процессами производства, добыча глины заключаются в бурты в полном соблюдении производственной культуры. На участке массозаготовки задействована техника Volvo
Масопереработка
- 4 ящичные питателя с возможностью точного дозирования сырья;
- камневыделительные вальца;
- бегуны для перемешивания и мокрого измельчения с размерами ячейки 15х40;
- вальца грубого помола с зазором 3 мм;
- вальца тонкого помола с зазором 1,5-1,8 мм;
- вальца супертонкого помола с зазором 0,7 мм фирмы Handle;
- двухвальный глиномес;
- шихтозапасник с объёмом шихты 3500 куб. м
Эта линия дает возможность иметь шихту наивысшего качества для последующей ее переработки и дополнительно обеспечивает отсутствие разных включений
Формовка — садка
- многоковшовый экскаватор фирмы HANDLE, Германия;
- вертикальный глиномес-измельчитель;
- экструдер фирмы HANDLE, Германия.
Вакуумный экструдер фирмы Handle, который специально был спроектирован под потребности «Керамейи». Экструдер имеет наименьший зазор между шнеком и рубашкой цилиндра пресса, что предотвращает возникновение свили, которая может облущивать лицевую поверхность кирпича. Новый мундштук был разработан по специальному заказу «Керамейи» в соответствии с нормами DIN 105-3-1984 (Кирпич керамический клинкерный). Его технические характеристики позволяют получать кирпич с увеличенным расстоянием с 12 мм до 20 мм к первому ряду полостей. Такая пустотность кирпича предотвращает случайное оголение пустот при кладке с утопленными швами, исключает риск попадания в пустоты воды и снега и разрыва лицевой поверхности кирпича.
Таким образом, учтён негативный опыт выпуска лицевого кирпича на Украине. Теперь клинкерный кирпич от «Керамейя» отвечает лучшим образцам европейских производителей и гарантировано защищённый от разрыва лицевой поверхности.
Сушка сырца
После того, как сырец отформован, его транспортируют к тоннельно — проходным сушилам, спроектированных французской фирмой CERIC, в которых кирпич проходит достаточно длительный процесс сушки. Это является одним из самых более важных этапов, от которого зависит отсутствие трещин и правильность геометрии кирпича.
Обжиг сырца
Высушенный кирпич-сырец транспортируется в тоннельную кейзингову печь, спроектированную французской фирмой Ceric, где обжигается при температуре 1100-1200°С. «Керамейя» имеет уникальную современную печь — длиной 212 м, которая является одной из самых длинных печей в Европе.
Технические свойства печи:
- длинна: 212,1 м
- ширина канала: 6, 110 м
- максимальна высота садки: 0,966 м
- 12 боковых горелок JET
- 2 зоны по 10 горелок JET на своде
- 5 централей по 19 сводовых горелок полного огня
- 2 централи по 19 сводовых горелок с возможностью флэш-обжига.
Наличие такой печи позволяет получать керамический клинкер с высокими эксплуатационными свойствами. Кроме этого возможно использование технологии «флэшинга», что создает в процессе обжига окислительно-востановительную среду, благодаря которой предоставляется меланжевая колористика изделий.
Пакетирование, складирование и транспортировка готовой продукции
«Керамейя» имеет мощное складское хозяйство, оборудованное по последнему слову техники, в управлении которым задействованы современные системы учета и логистики. Составы готовой продукции оснащенные погрузчиками фирмы TCM. Транспортирование готовой продукции со склада «Керамейя» осуществляется тремя следующими вариантами: железнодорожным транспортом, авто доставкой заказчику на объект строительства или само вывозом.
Сегодня ООО «Керамейя» производит более 12 видов керамического клинкера для облицовки фасадов «Клинкерам». В перспективе планируется выпуск фасонных клинкерных изделий и последующего расширения ассортимента по колористке и разнообразие лицевых поверхностей для удовлетворения разных вкусов и требований архитекторов и потребителей.
Упаковка продукции Керамея
Стеновой кирпич производства «Керамейя», в зависимости от вида транспортировки, упаковывается на два вида поддонов:
Независимо от вида поддона, кирпич укладывается одинаковым способом — на деревянный поддон; каждый ряд с лицевой стороны перекладывается гофрокартоном; пакет перевязывается четырьмя ПЭТ-лентами и упаковывается в термоусадочную пленку с оставлением отверстия сверху поддона для вентиляции кирпича (предотвращение конденсирования влаги внутри пачки), кроме того, под каждую ленту подкладываются пластиковые уголки для предохранения кирпича и лент от повреждения.
Характеристики поддонов со стеновым кирпичом «Керамейя»:
|


 Фасонный – отличается разнообразием форм. Используется в качестве декорирования поверхностей и в ландшафтном дизайне.
Фасонный – отличается разнообразием форм. Используется в качестве декорирования поверхностей и в ландшафтном дизайне. Огнеупорный клинкерный кирпич разработан для строительства и отделки печей, дымоходов, каминов.
Огнеупорный клинкерный кирпич разработан для строительства и отделки печей, дымоходов, каминов. По структуре некоторые виды кирпичей делятся на пустотелые и полнотелые.
По структуре некоторые виды кирпичей делятся на пустотелые и полнотелые. Морозостойкость достигает показателя F 300, что позволяет применять клинкерные изделия в разных климатических зонах.
Морозостойкость достигает показателя F 300, что позволяет применять клинкерные изделия в разных климатических зонах.
 Кирпичи из разных партий значительно различаются по цвету. Поэтому заранее необходимо сделать точный расчёт и одновременно закупить нужное количество кирпичей из одной партии.
Кирпичи из разных партий значительно различаются по цвету. Поэтому заранее необходимо сделать точный расчёт и одновременно закупить нужное количество кирпичей из одной партии. в немногих странах, именно поэтому можно выделить ряд государств, на территории которых функционируют предприятия по выпуску высококачественного клинкера. К ним относятся Германия, Нидерланды, Польша, Испания и ряд других европейских стран.
в немногих странах, именно поэтому можно выделить ряд государств, на территории которых функционируют предприятия по выпуску высококачественного клинкера. К ним относятся Германия, Нидерланды, Польша, Испания и ряд других европейских стран. качества технологическая линия должна включать в себя:
качества технологическая линия должна включать в себя: