
Кирпич для вращающихся печей
1 Область применения
Настоящий стандарт распространяется на огнеупорные и высокоогнеупорные алюмосиликатные и магнезиальношпинелидные изделия, предназначенные для футеровки вращающихся печей, применяемых в цементной и других отраслях промышленности.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты и классификаторы:
ГОСТ 2409-95(ИСО 5017-88) Огнеупоры. Метод определения кажущейся плотности, открытой и общей пористости, водопоглощения
ГОСТ 2642.0-86 Огнеупоры и огнеупорное сырье. Общие требования к методам анализа
ГОСТ 2642.3-97 Огнеупоры и огнеупорное сырье. Методы определения оксида кремния ( IV )
ГОСТ 2642.4-97 Огнеупоры и огнеупорное сырье. Методы определения оксида алюминия
ГОСТ 2642.8-97 Огнеупоры и огнеупорное сырье. Методы определения оксида магния
ГОСТ 2642.9-97 Огнеупоры и огнеупорное сырье. Методы определения оксида хрома ( III )
ГОСТ 4069-69 Огнеупоры и огнеупорное сырье. Методы определения огнеупорности
ГОСТ 4070-2000 (ИСО 1893-89) Изделия огнеупорные. Метод определения температуры деформации под нагрузкой
ГОСТ 4071.1-94 (ИСО 10059-1-92) Изделия огнеупорные с общей пористостью менее 45 %. Метод определения предела прочности при сжатии при комнатной температуре
ГОСТ 4071.2-94 (ИСО 8895-86) Изделия огнеупорные теплоизоляционные. Метод определения предела прочности при сжатии при комнатной температуре
ГОСТ 5402.1-2000 (ИСО 2478-87) Изделия огнеупорные с общей пористостью менее 45 %. Метод определения остаточных изменений размеров при нагреве
ГОСТ 5402.2-2000 (ИСО 2477-87) Изделия огнеупорные теплоизоляционные. Метод определения остаточных изменений размеров при нагреве
ГОСТ 7875.0-94 Изделия огнеупорные. Общие требования к методам определения термической стойкости
ГОСТ 7875.1-94 Изделия огнеупорные. Метод определения термической стойкости на кирпичах
ГОСТ 8179-98 (ИСО 5022-79) Изделия огнеупорные. Отбор образцов и приемочные испытания
ГОСТ 12170-85 Огнеупоры. Стационарный метод измерения теплопроводности
ГОСТ 15136-78 Изделия огнеупорные. Метод измерения глубины отбитости углов и ребер
ГОСТ 24468-80 (ИСО 5016-86) Изделия огнеупорные. Метод определения кажущейся плотности и общей пористости теплоизоляционных изделий
ГОСТ 24717-2004 Огнеупоры и огнеупорное сырье. Маркировка, упаковка, хранение и транспортирование
ГОСТ 25714-83 Контроль неразрушающий. Акустический звуковой метод определения открытой пористости, кажущейся плотности, плотности и предела прочности при сжатии огнеупорных изделий
ГОСТ 28833-90 Дефекты огнеупорных изделий. Термины и определения
ГОСТ 30762-2001 Изделия огнеупорные. Методы измерений геометрических размеров, дефектов формы и поверхностей
МК (ИСО 3166) 004-97 Межгосударственный классификатор стран мира
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 28833, ГОСТ 28874, а также следующие термины с соответствующими определениями:
3.1 рабочая поверхность огнеупорного изделия: Поверхность, находящаяся в контакте с материалом обжига.
3.2 шовная поверхность: Поверхность, по которой огнеупорные изделия соединяются между собой.
4 Марки
4.1 Изделия подразделяют на марки, указанные в таблице 1.
Изделия огнеупорные шамотные для футеровки вращающихся печей марки ШЦУ, ШКУ
Изделия огнеупорные шамотные для футеровки вращающихся печей марки ШЦУ, ШКУ, ШЦП
Применение: для футеровки вращающихся печей, применяется в цементной и других отраслях промышленности.

Технические характеристики
Физико – химические показатели, форма и размеры изделий соответствуют ГОСТ 21436-2004
Изготовление изделий возможно по чертежам заказчика
| Наименование показателей | Норма |
| Массовая доля, %: | |
| Аl2О3 , не менее | 32 |
| Огнеупорность, °С, не ниже | 1710 |
| Остаточное изменение размеров при температуре 1400 °С, %, не более | 0,3 |
| Открытая пористость, %, не более | 20 |
| Предел прочности при сжатии, Н/мм², не менее | 25 |
| Температура начала размягчения, °С, не ниже | 1370 |
| Термическая стойкость, теплосмены, не менее | 4 |
Предельные отклонения размеров изделий в мм
| Размеры изделий | ШЦУ |
| до 100 включ. | ±1 |
| свыше 100 до 200 включ. | ±2 |
| свыше 200 до 300 включ. | ±3 |
| Номинальная разность размеров (a — a1) | +1, -2 |
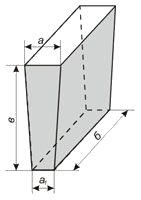
№ 1 — 7, 9, 13 — 15 Клин торцовый двусторонний

| Номер изделия | Размеры, мм | |||
| a | a1 | б | в | |
| 1 | 100 | 88 | 150 | 300 |
| 2 | 75 | 55 | 150 | 300 |
| 3 | 100 | 92 | 150 | 200 |
| 4 | 75 | 65 | 150 | 200 |
| 5 | 75 | 55 | 150 | 200 |
| 6 | 100 | 95 | 150 | 230 |
| 7 | 100 | 91 | 150 | 230 |
| 9 | 100 | 93 | 150 | 300 |
| 13 | 120 | 113 | 200 | 230 |
| 14 | 100 | 92 | 200 | 200 |
| 15 | 75 | 65 | 200 | 200 |
№ 16 — 20 Клин ребровый двусторонний

| Номер изделия | Размеры, мм | |||
| a | a1 | б | в | |
| 16 | 100 | 94 | 200 | 160 |
| 17 | 75 | 67 | 200 | 160 |
| 18 | 75 | 60 | 200 | 160 |
| 19 | 100 | 95 | 200 | 120 |
| 20 | 75 | 65 | 200 | 120 |
№ 22, 23, 28, 29 Клин торцовый двусторонний
| Номер изделия | Размеры, мм | |||
| a | a1 | б | в | |
| 22 | 120 | 113 | 200 | 230 |
| 23 | 65 | 55 | 200 | 230 |
| 28 | 28 | 65 | 150 | 230 |
| 29 | 80 | 73 | 150 | 230 |
Клин торцовый двусторонний
№ 22, 23, 28, 29 Клин торцовый двусторонний марки ШЦУ, ШКУ, ШЦП, предназначенный для внутренней облицовки печей, каминов, дымоходов и дымовых труб. Шамотный кирпич не только устойчив к высоким температурам (способен выдержать температуру 1400-1800?С), к воздействию химических веществ (щелочей, извести), но и прекрасно проводит тепло, быстро прогревая помещение. В зависимости от физико-химического состава и температуры применения и полукислые изделия подразделяют на марки ШАК, ША, ШБ.
Одним из основных направлений нашей деятельности является шамотный огнеупорный кирпич и смеси огнеупорные.
У нас есть всегда в наличии: Кирпич шамотный ША, ШБ, кирпич легковесный ШЛ, МЛЛ, МЛТ, кирпич ультралегковесный ШЛ, ШТЛ, МКРЛ, мертель МШ28, МШ32, МШ36, МШ39, глина огнеупорная ПГА, ПГБ, порошок шамота молотый ПШБМ Рулонные материалы МКРВ200, МКРР130, Асбест хризотиловый А6К30, Шнур асбестовый ШАОН, ШАК, картон асбестовый КАОН 1,КАОН 3, кирпич пенодиатомитовый КПД, крошка диатомитовая, ткань асбестовая АТ, жидкое стекло, кирпич муллитокорундовый МКС, мертель муллитовый ММЛ, мертель муллитокорундовый ММК, перлитовый песок.
Кирпич для вращающихся печей
Трубчатыми вращающимися печами принято называть технологические агрегаты непрерывного действия с рабочим пространством в виде полого цилиндра, котором вследствие небольшого наклона (
3°) печи и вращения перерабатываемые сыпучие материалы перемещаются вдоль печи, нагреваясь за счет тепла, выделившегося при сжигании топлива. В конструктивном отношении они отличаются друг от друга только размерами корпуса и устройством систем загрузки и выгрузки материала. В названии печи обычно отражено ее назначение. Так, например, различают вельц-печи, применяемые для вельцевания кеков цинкового производства, печи для спекания бокситов, кальцинации глинозема, обжига ртутьсодержащих материалов, а также печи для сушки различных промежуточных продуктов металлургического производства.
По энергетическому признаку трубчатые вращающиеся печи относятся к печам-теплообменникам с переменным по длине режимом тепловой работы. На участке печи, где происходит горение топлива и температура продуктов сгорания достигает 1550— 1650 С С, осуществляется радиационный режим работы печи. По мере продвижения продуктов сгорания топлива по длине печи они охлаждаются до нескольких сот градусов и режим тепловой работы печи постепенно становится конвективным. Конкретное распределение по печи зон с конвективным и радиационным режимом работы зависит от вида и параметров технологического процесса.
За исключением получивших небольшое распространение печей для сушки сульфидного сырья, трубчатые печи работают в режиме противотока. Загружаемая в печь шихта может иметь различную степень влажности, вплоть до пульпы, содержащей до 40 % воды. Она подается в верхнюю (хвостовую) часть печи и медленно движется навстречу газам, образующимся в результате сгорания топлива в головной части агрегата. Из барабана перерабатываемые продукты в виде спека или раскаленного порошкообразного материала поступают в специальный холодильник, а газообразные продукты сгорания топлива вместе с технологическими газами направляются в систему пылегазоочистки. В зависимости от вида технологического процесса для отопления трубчатых вращающихся печей могут быть использованы: природный газ, мазут и твердое топливо и в виде коксовой мелочи или угольной ныли. В качестве сжигающих устройств и трубчатых печах обычно применяют газовые горелки типа «труба в трубе», форсунки для сжигания малосернистого мазута или специальные пылеугольные горелки.
Основными элементами вращающихся печей (рис. 32 1) являются корпус (барабан), приводной механизм, опорные бандажи с роликами, а также загрузочная и разгрузочная камеры.
Корпус мечи представляет собой сварную металлическую трубу диаметром до 5м и длиной до 185м, футерованную изнутри огнеупорным кирпичом. Он опирается на специальные ролики, ширина пролета между которыми составляет для больших печей 20 — 28 м. Для перемещения материала корпус наклонен к горизонту под углом в 2,5 — 3°. Привод печи, с помощью которого она вращается с частотой около 1 об/мин, состоит из электродвигателя, редуктора и зубчатой передачи.
Опорные бандажи кольцевой формы воспринимают на себя всю нагрузку от веса барабана, достигающую 70—80 т. Для больших печей применяют кованые бандажи прямоугольного сечения, которые надевают на корпус свободно, с небольшим зазором, учитывая последующее тепловое расширение барабана. Каждый бандаж опирается на два ролика, вращающиеся вместе с бандажом во время работы печи.
Верхний торец печи входит в загрузочную камеру. Сухую шихту загружают в печь с помощью шнекового питателя через патрубок, расположенный в загрузочной камере. Пульпа подается в печь через пульповую трубу ковшом-дозатором или с помощью специальной форсунки. Улавливаемая пыль возвращается в барабан печи так же, как сухая шихта.
Нижний торец печи входит в разгрузочную камеру. Между ней и барабаном ставится специальное кольцевое уплотнение. В передней стенке камеры имеются отверстия для установки горелочных устройств. К ней также примыкают устье канала, по которому готовый продукт пересыпается в холодильник.
Для предотвращения налипания влажной шихты на стенки барабана и настылеобразования в холодном конце печи устанавливают цепные завесы. Их прикрепляют к барабану одним концом по всему сечению печи, выбирая длину зоны таким образом, чтобы температура газов в ней не превышала 700°. При отсутствии завес может быть использовано отбойное устройство, представляющее собой связки рельсов длиной до 12 м, прикрепленные цепью к торцевой головке печи.
Футеровка вращающихся печей работает в весьма тяжелых условиях, что связано с периодическим колебанием температур на поверхности кладки, обусловленным вращением печи и перемещением находящегося в ней материала. Перепады температур на внутренней поверхности барабана при входе и выходе из-под слоя шихты составляют 150—200 °С. В зоне спекания па футеровку сильное химическое и абразивное воздействие оказывает материал. В зоне сушки кладка подвергается значительному истиранию цепями. Основным материалом для футеровки печей глиноземных заводов служит шамот. Высокотемпературные зоны печи выкладывают из хромомагнезитового, магнезитового и нериклазошпинелидного огнеупорного кирпича. Для сохранения футеровки при остановках печи барабан должен вращаться до ее полного охлаждения. Продолжительность работы печи обычно составляет 2—4 года.
Переработка мелкого сыпучего материала без его расплавления с успехом производится также в трубчатых вращающихся печах. В длинной футерованной трубе чаще всего противотоком движутся нагреваемый материал и продукты горения топлива. Движение материала происходит благодаря небольшому наклону трубы в сторону выгрузки и вращению печи. При вращении материал поднимается на некоторую высоту и пересыпается вниз. При этом происходит хороший теплообмен с горячими газами все время обновляющейся поверхности материала. Теплообмену способствует также то, что материал, пересыпаясь, попадает на нагретую поверхность кладки за тот период, когда она свободна от слоя материала.
Все это определило высокую интенсивность теплообмена в рабочем пространстве печи.
Трубчатые вращающиеся печи используются также для сушки различных материалов, удаления химически связанной влаги при высоких температурах обжига и для спекания материала с образованием новых соединений. Это определило их применение при производстве глинозема в алюминиевой промышленности (спекание и кальцинация). Они нашли применение и при переработки материалов, содержащих свинец и цинк. При этом цинк отгоняется и виде окисла и улавливается из отходящих газов. Барабанные печи используются для обжига сульфидных материалов.
Основной элемент печи — железный барабан 3 длиной до 150 м и диаметром 2,0—3,8 м. Барабан футеруется высокоглиноземистым или шамотным кирпичом. Печь работает по принципу противотока. Шихта сухая или мокрая в виде пульпы с содержанием влаги 40 — 42% поступает в барабан через торец 6 (холодным конец) и медленно перемещается к головной части 2 (горячий конец) навстречу газам. Из барабана продукт спекания – спек — ссыпается в холодильник, расположенный под печью и представляющий собой также барабан длиной до 30 м и диаметром до 2,5 м. В барабане спек охлаждается движущимся навстречу воздухом или водой, орошающей холодильник сверху. При охлаждении спека воздухом последний просасывается через холодильник вентилятором (на рисунке не показан) и используется при сжигании топлива. Для нагрева печи применяют мазут, газ или угольную пыль. Форсунки или горелки располагают в головной части барабана. Дымовые газы, содержащие значительное количество пыли, через дымоход 8направляются на очистку в пылевые камеры, в электрофильтры и даже иногда в скрубберы. Только после этого дымовые газы с помощью дымососа отводятся в дымовую трубу. Футерованный и загруженный шихтой барабан имеет большую массу (масса печи длиной 70 м около 400 т). С помощью специальных бандажей 4, закрепленных снаружи кожуха, печь опирается на вращающиеся ролики 11 с бронзовыми подшипниками. Вращение производится от мотора 10 через редуктор и венцовую шестерню 5, укрепленную с помощью пружин на кожухе печи. Барабан вращается обычно с частотой 0,0—2 оборота в минуту. Частоту вращения можно изменять, регулируя контроллером число оборотов мотора.
Печь монтируют с уклоном в 3—6%. Во избежание схода барабана с опор используются упорные ролики 12,расположенные горизонтально, в которые сбоку упирается бандаж.
Горячий конец печи входит в топливную (разгрузочную) головку 1, устраиваемую обычно откатной. Между концом барабана и топливной головкой ставится лабиринтное уплотнение и виде диска 13, укрепленного на барабане и вращающегося в коробке, укрепленной на топливной головке. В передней стенке топливной головки имеются отверстия для горелок или форсунок. К головке примыкает устье капала, но которому спек пересыпается в холодильник.
Холодный конец печи входит в загрузочную коробку 7, Загружают сухую шихту посредством патрубка, проходящего через загрузочную коробку печи (на рисунке не показан). Пульпу в печь либо наливают, либо распыливают форсунками. Во избежание образования настылей на внутренней поверхности холодного конца барабана имеется отбойное приспособление 9, состоящее из стальной болванки, прикрепленной цепью к загрузочной головке. При вращении барабана болванка разбивает настыли.
Производительность печи при мокрой бокситовой шихте 12 т/ч спека и выше. Главные факторы, влияющие на производительность: толщина слоя материала в печи, частота вращения печи, влажность шихты и ее химический состав. Средний удельный расход тепла составляет 6300 — 7100 кДж на 1 кг спека.
Огнеупоры для футеровки вращающихся печей ШЦУ







Огнеупоры для футеровки вращающихся печей ШЦУ с доставкой по Москве и области
Компания РосМастерСтрой предлагает купить кирпич для вращающихся печей. В наличии изделия марки ШЦУ, выполненные в форме клина. Доставка 1-3 дня по Москве, Московской области и центральной России.

Футеровка огнеупорами: применение кирпича ШЦУ
Вращающиеся печи представлены в виде цилиндров, которые внутри выложены огнеупорной кладкой. Для нее используются специальные кирпичи марки ШЦУ, изготовленные из шамота в форме клина. В этом случае футеровка выполняет функцию сокращения теплопотерь и защищает стальной корпус от воздействия высоких температур.
В нашем интернет-магазине Вы найдете разные виды кирпича для вращающихся печей. Среди них:
- торцовый двусторонний;
- ребровый двусторонний.
Изделия имеют высокий срок эксплуатации, обладают отличительной прочностью и устойчивостью к сильному нагреву.
Технические характеристики
Перед футеровкой вращающейся печи ознакомьтесь с техническими параметрами кирпича ШЦУ.
| Показатель | Значение |
| Содержание Al2O3, % | 32 |
| Огнеустойчивость, °С | 1710 |
| Открытая пористость, % | 20 |
| Прочность при сжатии, Н/мм2 | 25 |
| Температура размягчения, °С | 1370 |
| Термостойкость, теплосмен | 4 |
В нашем ассортименте есть различные варианты кирпича ШЦУ, который соответствует своим характеристикам:
Вся продукция сертифицирована и отвечает требованиям ГОСТа 21436-2004. Приобретая у нас материал, Вы обеспечиваете себе качественную футеровку вращающейся печи.
Почему стоит купить кирпич ШЦУ в компании РосМастерСтрой
Наш интернет-магазин представляет товары для футеровки огнеупорами. Мы являемся прямыми производителями кирпича ШЦУ, поэтому гарантируем низкую стоимость материала, его надежность и долговечность.
У нас есть свой транспорт и погрузочное оборудование. За 1-3 дня мы доставим Ваш заказ в любой уголок Москвы, МО или центральной России. Подробнее о доставке Вы можете узнать у менеджеров или на нашем сайте.
Также наши клиенты выделяют следующие преимущества работы с нами:
- работа интернет-магазина 24-7 — можно заказать кирпич ШЦУ в любое время;
- быстрая доставка — по Москве 1-3 дня;
- есть все виды оплат;
- собственное производство.
Если у Вас остались вопросы, позвоните по нашему номеру 8 (800) 505-54-92. Наши специалисты выберут нужный кирпич для футеровки вращающейся печи, проконсультируют по параметрам материала и помогут оформить заказ.
3. Футеровка вращающейся печи, назначение футеровки.
Футеровка вращающихся печей
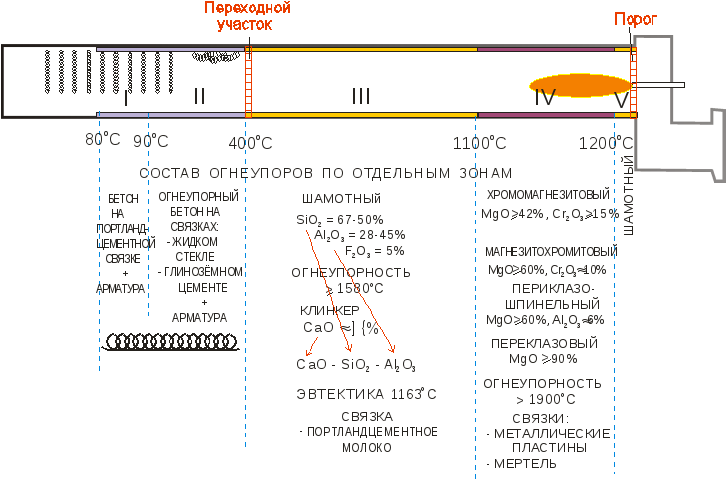 По футеровке вращающуюся печь мокрого способа целесообразно разделить на 5 участков, каждый из которых требует свой огнеупор. В тех случаях когда используется гирляндная цепная завеса и температура материала на выходе из цепей
По футеровке вращающуюся печь мокрого способа целесообразно разделить на 5 участков, каждый из которых требует свой огнеупор. В тех случаях когда используется гирляндная цепная завеса и температура материала на выходе из цепей
90ºС, то второй участок отсутствует. На первом участке целесообразно в качестве футеровки использовать высокопрочный бетон на основе п/ц, который армируется при помощи Ме спиралей, кот привариваются к корпусу. Для увеличения износостойкости бетона от воздействия цепей в качестве наполнителя используют гранитный щебень и Ме стружку. На втором участке в качестве наполнителя также можно использовать гранит, цементную крошку и Ме стружку. В качестве связки используют жидкое стекло, а лучше всего глиноземистый цемент. Для того, чтобы ускорить процесс твердения бетона, его рекомендуется посыпать сверху негашеной извести, которая выполняет 2 функции: 1) известь отсасывает воду, => увеличивается жесткость бетона и его прочность, и плотность; 2) при гашении извести выделяется большое количество тепла, которое разогревает бетон и => ускоряется его твердение.
На втором участке для предохранения кирпича от воздействия цепей рекомендуется футеровку покрывать жаропрочными плитами. На третьем участке используется огнеупорный кирпич из шамота, который в основном состоит из SiO2 и Al2O3. Этот кирпич обладает высокой огнеупорностью, прочностью и укладывается насухо или на жидкие цементоводные суспензии, которые служат только для выравнивания поверхности кирпича.
Шамотный огнеупор можно укладывать до t=1000…1100ºС, т.к. м-ал в основном состоит из CaO, который в смеси с SiO2 и Al2O3 огнеупора дает расплав при t=1163ºС. И если увеличить температуру выше, то получившийся расплав перейдет в клинкер и буквально за несколько часов можно полностью растворить шамотный огнеупор. В зоне спекания, где образуется клинкерный расплав, устанавливается основной огнеупор, содержащий в основном (MgO) периклаз, т.к. клинкер является тоже основным, модуль основности
2, то естественно он не будет вступать в реакцию с основным огнеупором и => разрушать его. Поэтому чем>MgO в огнеупоре, тем он более стоек по отношению к клинкеру.
Есть два участка печи, футеровка на которых достаточно часто разрушается. Это переходный участок после цепей и выходная или пороговая часть печи.
Разрушение футеровки переходного участка.
П ерегрев и расширение корпуса.
ерегрев и расширение корпуса.
Почему выпадает кирпич?
При разрушении футеровки цепями t корпуса может разогреться до 500 и выше ºС. Коэффициент расширения: стали ∆δст=1мм/1м·100; шамота ∆δш=0,3мм/1м·100ºС.
За счет расширения корпуса, кирпич расслабляется и выпадает.
Рекомендуется 2 мероприятия:

1) По окружности, через каждые 3-5 кирпичей на глубину до 3 кирпичей приваривается пластина к корпусу. Т.о. вся футеровка по длине печи на 600 мм заключаются в кассеты.
Разрушение футеровки в пороговой части печи:
В горячей части печи причина выпадения кирпича на пороге
Предотвращение выпада кирпича на пороге


Причина выпадения кирпича на пороге, заключается в том, что если кольцевая обечайка не охлаждается воздухом, то она может разогреться до t=700-800ºС. В результате этого, а также давления кирпича, кольцевая обечайка развальцовывается и расширяется, в результате этого расслабляется кирпич и он выпадает. Для того, чтобы предотвратить это необходимо установить ложную обечайку на поверхности основной, которая должна быть уплотнена с торца пороговыми плитами и между основной плотной обечайкой нагнетается воздух, количество которого должно быть 3000 м 3 /1м Ø печи (1000м 3 на 1 м окружности печи). Этот холодный воздух, выбрасывается в атмосферу не попадая, в печь. В этом случае основная обечайка защищена от воздействия высокой t-ры и футеровка не выпадает.
Пути повышения стойкости футеровки.
Стойкость футеровки зависит от вида огнеупора, качества кладки, свойств сырья и режима обжига. Стойкость футеровки обычно определяется по времени службы футеровки в зоне спекания.
Два способа укладки: с поворотом и без поворота печи.
С поворотом печи сначала укладывается чуть больше половины, затем закрепляется один конец кирпича и печь поворачивается на 60º.

Чтобы предотвратить выпадение кирпича, между ними забивают по 1-2 пластины, чтобы расширить всю футеровку. (В перевязку)

Ме пластины выполняют 2 функции: 1)они частично плавятся и образуют связку; 2) они являются термокомпенсаторами, потому что при нагреве кирпич расширяется, пластины расплавляются следовательно компенсация расширения.


Свойства сырья: 1) важнейшим показателем является содержание Al2O3 высокая стойкость футеровок обеспечивается за счет создания обмазки на поверхности кирпича Al2O3 обеспечивает получение вязкой жидкой фазы, которая легко прилипает к футеровке (Al2O3 = 3,6 — 3,9%); 2) Fe2O3 = 2.9 – 2.6 %
3) SiO2 – в виде кварца (песка). Если SiO2 в глине, то это не опасно, т. к. при t
500ºС происходит разложение глины с образованием аморфных оксидов и аморфный SiO2, легко вступает в реакцию. Если же имеется кварц (крупнокристаллический) тогда SiO2 плохо вступает в реакцию, поэтому требуется повышенная t-ра обжига и снижается стойкость футеровки.
0,91 (и выше плохо и ниже плохо). При увеличении КН спекание сырья затрудняется и требуется более высокая t-ра. При понижении КН образуется легкоспекаемая сырьевая смесь, поэтому уменьшается длина зоны спекания и возникает избыточная жидкая фаза, что требует более стабильного режима обжига. Перегрев приводит к тому, что расплавляется обмазка, а небольшое снижение t-ры может привести к выпуску брака. Поэтому в этих условиях часто возникает колебание t-ры футеровки, что приводит к сколу кирпича и его разрушению.
2,3 – характеризует количество жидкой фазы. Чем выше n, тем больше расплава.
6) Примеси Na2O, K2O=1%, MgO=2,5% Повышение стойкости футеровки.
Решающее значение – стойкость футеровки зависит от режима обжига.
Задача машиниста – обеспечить относительно удлиненный факел, который бы предотвращал перегрев корпуса печи.
Печи для обжига кирпича
Влажность свежеформированного кирпича даже после предварительной сушки может достигать 12%. Для полного избавления от влаги, органических примесей и укрепления его структуры производят обжиг с поэтапным поднятием температуры. В процессе нагрева изделий до 350 º С из них удаляется (выгорает) углерод. Последующий нагрев и выдержка до 600 – 800 º С делает их прочными, стойкими к воздействию воды, перепадам температур. Обжигают кирпич в печах различной конструкции.
О чем эта статья
Кольцевая печь
Это занимающая большую площадь, сложная конструкция непрерывного действия. Кольцевые печи со сводами наиболее распространены в масштабном промышленном производстве. Некоторые мелкие производители сооружают их заглубленными в землю и оставляют без свода, накрывая временным настилом.

Принцип обжига
Рабочее пространство кольцевой печи организовано в виде замкнутого, вытянутого эллипса с окнами на боковой поверхности, служащими приемными отверстиями для загрузки материала или его выгрузки. Промежуток между окнами называют камерой.
Главная особенность технологического процесса — стационарное положение кирпича при перемещающейся от камеры к камере зоны огня (взвара). Она непрерывно движется вперед , по кольцу обжигательного канала. Топливо забрасывают непосредственно на кирпичи, и оно воспламеняется от их накала. После прохождения огня через всю камеру процесс отжига считается завершенным , и огонь передвигается на следующий отсек.
На розжиг кольцевых печей требуется 3—4 дня. Топки для разведения огня устраивают во временных поперечных кирпичных стенках. В начале процесса разогрева топливо поступает через отверстия в своде. Когда ближайшие к топкам подсадки кирпича накаляются докрасна, начинается прямая подача. После продвижении разведенного огня на 4 – 5 камер вперед , разбирают стены с временными топками, и печь начинает функционировать в непрерывном режиме.
Огонь движется одновременно с садкой и выемкой. Количество новых подсадок сырца должно соответствовать количеству готовых, выгруженных кирпичей.
Другие особенности технологии:
- Процесс отжига длится до 4 суток .
- Тяга создается благодаря устройству центрального дымового канала, проходящего по периметру конструкции и подводящегося к каждой из зон обжига с помощью перекидного короба из металла.
- Воздух в дымовой канал поступает уже разогретым, так как засасывается в зоне выгрузки отожженных изделий.
- Предварительная досушка и подогрев сырца осуществляются под действием отходящих дымовых газов.
Достоинства и недостатки
Основные преимущества печей такой конструкции — высокая производительность, простота процессов обслуживания и эксплуатации, экономичность. Снижение себестоимости продукции возможно за счет :
- использования недорогих теплоносителей (низкосортный антрацитовый штыб, фрезерный торф и прочие топливные отходы) .
- небольшого расхода топлива (в 2 — 3 раза меньше, чем для туннельных печей) .
- возможности менять вид топлива без остановки печи .
- экономии теплоносителей (эффективного использования дымовых газов с высокой температурой , в том числе и для сушки сырца).
К недостаткам печей кольцевого типа относят:
- сравнительную дороговизна постройки .
- большую длительность технологического цикла, обусловленную существенной величиной камеры;
- неравномерность обжига (кирпичи в глубине садки не дожигаются) .
- низкий КПД .
- преобладание ручного труда над механизированными процессами .
- невозможность полной автоматизации.
Туннельная печь
Печами такого типа оборудовано большинство кирпичных заводов, выпускающих одинарный полнотелый кирпич и керамические камни. Они представляют собой тоннель, по которому передвигаются вагонетки или конвейерная лента с сырцом. Их рабочее пространство может иметь один или два канала, расположенных на прямой линии или имеющих замкнутую, кольцеобразную форму.

Принцип работы
В отличие от кольцевых установок, здесь все происходит наоборот : материал продвигается сквозь остающиеся неподвижными, четко разграниченные зоны подогрева, отжига и охлаждения. Материал последовательно передвигается из зоны в зону. В такой печи лишь один вход и одна зона выгрузки. Они размещаются в противоположных торцах туннеля и оснащены механизмами, герметически закрывающими внутреннее пространство печи во время загрузки и выгрузки материала. Герметизация происходит автоматически, что позволяет избежать перерасхода теплоносителя. Пространство над полом, под конвейером или дном вагонеток, также не прогревается, так как отгорожено песчаным затвором.
В качестве теплоносителя используется природный газ. Иногда их модифицируют для работы на мазуте, солярке, печном топливе, электрической энергии. Возможно совмещение вариантов.
Печь работает круглосуточно. Газовые горелки направляют факелы горящего газа на массив кирпича напрямую (в печах открытой конструкции) или через защитные экраны (в муфельных). Вдоль всего канала установлены вентиляторы и уловители дыма, направляющие необходимое количество разогретого воздуха и дымовые газы в нужные зоны печи по специальным циркуляционным каналам. Эти устройства работают независимо друг от друга и управляются оператором дистанционно. Загрузка печи осуществляется рабочими вручную, а выгрузка механизирована.

Технология обжига максимально автоматизирована. Специальные компьютерные программы с помощью многочисленных датчиков следят за технологическим процессом и дают команды по регулированию:
- температурного режима во всех зонах .
- давления воздуха .
- скорости движения вагонеток.
Выбор режима работы печи осуществляется автоматически и зависит от исходных параметров кирпича — сырца (вид, форма, размер, уровень влажности, вид садки). Контроллер хранит в памяти все возможные режимы и выбирает наиболее оптимальный . Контроль качества готовой продукции также автоматизирован. Длительность технологического цикла для полнотелых изделий от 36 до 40 часов, пустотелые камни готовы уже через сутки.
Достоинства и недостатки
Важнейшее преимущество туннельных установок — возможность минимизировать ручной труд и автоматизировать процесс управления. Все рабочие, загружающие печь и разгружающие продукцию находятся в удалении от максимально раскаленной зоны обжига. Они трудятся в хороших санитарно- гигиеничных условиях (приемлемая температура воздуха, хорошее освещение). Автоматизированная система управления позволяет отрегулировать установку под выпуск продукции максимально высокого качества.
Недостатки туннельных печей:
- работа преимущественно на дорогостоящих теплоносителях .
- большие различия температур в соседних зонах, грозящие появлением дефектов материала .
- загрязнение изделий золой при использовании угля в печах открытого типа .
- большая стоимость некоторого производственного оборудования (защитных муфт, излучающих панелей) и системы автоматизации .
- быстрый выход их строя подвижного состава.
Хороший кирпич можно получить в печи любого из этих типов. В кольцевых установках высокое качество продукции обеспечивается тяжелым трудом и мастерством обжигателей , вручную подающих топливо и регулирующих процесс по своему усмотрению. В более современных туннельных сооружениях часто даже совершенная автоматика не может уберечь товар от деформаций, трещин, несоответствия заданным параметрам. Выбирая кирпич, не стоит уделять много внимания способу его обжига. Просто внимательнее рассмотрите материал.









