Станок для производства плитки тротуарной своими руками
Как правильно собрать станок для производства тротуарной плитки своими руками?
Для производства средних и больших партий прессованной плитки используется станок для ее изготовления и устройство для резки.

Станок для производства тротуарной плитки
Изготовить мини-агрегат для производства такой продукции можно своими руками.
1 Устройство профессионального станка для производства плитки
То, как устроен стационарный агрегат для изготовления тротуарного покрытия, можно рассмотреть на примере станка «Тандем». Он представляет собой модернизированную модель, известную как РПБ 1500. Устройство «Тандем» ( РПБ 1500) помогает, несмотря на свои небольшие габариты организовать массовый выпуск продукции. Мини-станок РПБ 1500 «Тандем» для производства плитки состоит из:
- матрицы;
- платформы;
- емкости для раствора;
- виброустановки;
- пресса.
Принцип работы станка «Тандем» не отличается от особенностей работы агрегата, изготовленного своими руками. Для начала производства продукции, в специальную емкость засыпается подготовленный раствор.
Емкость станка «Тандем» передвигается к формам и через их дно обеспечивает подачу бетона к матрице. Далее поверх массы укладываются пластины, которые и прижимают ее к поверхности платформы. Для качественной утрамбовки полученного сырья и избавления от воздушных пустот используется метод вибропрессования.
В результате колебаний, раствор под давлением практически мгновенно подвергается уплотнению. Далее формы своими руками поднимаются, а на платформе агрегата «Тандем» размещается уже готовая тротуарная плитка. Подставку, с размещенной продукцией вынимают и оставляют высыхать.

Схема устройства вибростола для производства плитки
Станок, по аналогу агрегата «Тандем» можно изготовить своими руками, но показатели его мощности будут в разы ниже профессионального оборудования.
1.1 Самодельное оборудование для домашней эксплуатации
Для производства бетонных изделий своими руками в домашних условиях необходимо наличие:
- вибростола;
- прессовального станка;
- полиуретановых форм для заливки раствора.
В процессе сборки вибрационного стола своими руками его можно усовершенствовать и дополнительно укомплектовать пластиной для пресса. Для работы будет нужен:
- сварочный аппарат;
- болгарка;
- дрель;
- болты для крепежа.
Для изготовления вибростола необходимо сооружение металлического каркаса. Перед началом конструирования рекомендуется разработать чертеж, на основании которого двигатель будет в нужном положении располагаться под столешницей.

Вибростол сделанный своими руками
Каркас сваривается из уголков с размерами 50×50 мм и крепится стойках с пластинами. Они располагаются в нижнем торце детали и помогают надежно фиксировать агрегат для производства плитки на месте. На углах и посередине каркаса крепятся металлические пружины. К пружинам крепится столешница, оснащенная бортами.
Снизу прикручивается двигатель, его можно изъять их старой стиральной машины. Панель для производства изделий своими руками должна представлять собой плоскую крышку, на которую будет оказываться сильное давление.
Все элементы по своим размерам должны быть меньше форм для прессовки изделий.
Каркас сваривается из листового металла и профилей, а емкость для раствора нужно подобрать в форме трапеции, которая сужается к низу. Дно должно быть откидным, оно будет обеспечивать подачу смеси в матрицу.
Матрица выполняется в форме опалубки. Ее можно сконструировать из металла или деревянных реек. Сверху матрицы размещается передвижной пресс, состоящий из пластин, осуществляющих нажим на формы.
1.2 Как работает самодельный станок для производства тротуарной плитки? (видео)

к меню ↑
2 Делаем формы под плитку
Для изготовления фигурной тротуарной плитки своими руками лучше всего использовать оборудование, оснащенное вибрационным столом. Здесь одним из важных элементов является форма, в которую производится заливка раствора. Формы изготавливаются с применением полиуретана и силикона.
Ввиду того, что готовые изделия стоят достаточно дорого, есть возможность сэкономить, сделав их самостоятельно.
С этой целью подготавливается сырье – полиуретан и отвердитель. В начале делается матрица, обеспечивающая заливку раствора. В качестве матрицы можно использовать стандартную плитку-образец или отдельно изготовленный элемент со схожими формами и соотношениями размеров.
Для создания формы необходимо приобрести гипс. Он является самым лучшим вариантом для создания фигур и декоративных элементов с любой степенью сложности. Для того чтобы самостоятельно сделать форму, объемный элемент заливается жидким полиуретаном.

Полиуретановые формы для тротуарной плитки
Ввиду того, что полиуретан предварительно смешивается с отвердителем, спустя 4-6 часов он превращается мягкое монолитное изделие. После того как оно полностью высохнет, его можно отсоединить от заготовки. Так как полиуретан отпечатывает на себе мельчайшие детали изгибы и выступы матрицы рекомендуется использовать шаблон, выполненный по эталонному образцу.
Для налаживания достаточного объема производства тротуарной плитки необходимо будет сделать более 10 форм для заливки.
к меню ↑
2.1 Способы резки плитки
Наиболее важным и трудоемким процессом при производстве тротуарного покрытия является процесс резки изделий. Сам процесс резки выполняется строго по направлению заранее намеченной линии. Плитка перед началом проведения резки надежно фиксируется на ровной и твердой поверхности.
Процесс резки производится при помощи двух основных элементов гильотины или болгарки.
По возможности рекомендуется использовать специальный электрический инструмент для резки. Если объем продукции будет небольшим, то можно применить обычную ручную ножовку по металлу.
Самым распространенным методом резки плитки для тротуара является тот, в кромках которого применяется болгарка, оснащенная алмазным диском. Диаметр диска должен составлять более 240 мм. Рекомендуется использовать диски таких производителей, как «Bosch» или «Ди Стар».
В процессе резки актуально применение болгарки с показателем мощности в 2 кВт. Если в процессе возникают застревания режущей кромки, то сверху брусок нужно посыпать песком. Обрабатываются плиточные края шлифовальной машинкой. Если объем продукции будет большим, то для ее разрезки необходимо применить специальный нож-гильотину.

Процесс выемки готовой плитки из формы
Инструмент представляет собой небольшой станок с укладочным столом, ножом и ручкой, которая обеспечивает необходимое усилие. Перед началом резки изделие располагается в пространстве между столом и лезвие. Далее при нажиме на ручку нож опускается и производит рубку материала. Резку (скалывание) нужно проводить по строго намеченной линии без сильного давления на изделие.
Сейчас на рынке представлен целый ряд аппаратов, помогающих в такой работе, наиболее востребованные механизмы – это «Максим» и «АL». Они обеспечивают высокое качество и ровность при разрезке. Особым преимуществом представленных гильотин является отсутствие цементной пыли при выполнении работ и высокая скорость процесса.
Разделение плитки для тротуара можно проводить специальным электрическим инструментом, который представлен в виде небольшой дисковой пилы. В работе хорошо зарекомендовала себя пила «Eibenstock» EST 350, она отличается высокой скоростью и качеством нарезки.
2.2 Общие рекомендации к работе
Для наладки полноценного и качественного производства представленных изделий необходимо учитывать ряд рекомендаций. Так, например, станок, оснащенный прессом должен оказывать равномерное давление на каждый с м² залитого раствора. Следует знать, что слишком интенсивная вибрация может нарушить монолитность массы и привести к деформации плитки.
Для того чтобы приготовить качественный бетон необходимо использовать щебень вместе с пластификатором – это увеличит эластичность раствора. Для изготовления плитки следует выбирать марку раствора с маркировкой не ниже М500. После изготовления продукции заготовки просушиваются в течение суток.

Виды тротуарной плитки, которую можно сделать своими руками
Для того чтобы ускорить этот процесс можно использовать специальную сушилку. В производственном помещении должны соблюдаться оптимальные условия для хранения полученных изделий – температура, влажность и отсутствие пыли. Оборудование, применяемое в домашних условиях для производства тротуарного покрытия необходимо периодически проверять на предмет исправности.
Также важно заранее позаботится о помещении, в котором будет складироваться готовая продукция. При производстве подобных изделий лучше приобретать уже готовое заводское оборудование, но для небольших объемов станок, собранный своими руками послужит хорошей альтернативой.
Изготовление станка для производства тротуарной плитки своими руками
Тротуарная плитка стала неотъемлемой частью экстерьеров дворов и придомовых территорий частных домов, подъездных и садовых дорожек загородных коттеджей и дач, стоянок фирм и производственных предприятий. Еще долго можно перечислять все возможные варианты применения этого вида декоративного покрытия. Существует большое количество видов и классов плитки, отличающихся габаритами и характеристикам. Один из способов ее производства – отливка из специальных форм.
Для отливки брусчатки используется станок для производства тротуарной плитки. Существует несколько разновидностей станков, отличающихся друг от друга уровнем механизации процесса и объемом выпуска готовых изделий. Самые простые из них – это вибростолы. Такой станок для изготовления тротуарной плитки можно сделать своими руками в домашних условиях.
Этапы сборки вибростола

Если Вы умеете обращаться с ручным инструментом, электроинструментом и электрической сваркой, имея в своем распоряжении необходимые материалы, изготовление вибростола для производства тротуарной плитки не составит для Вас особой проблемы.
Процесс сборки можно условно разделить на несколько этапов:
- Выбор способа установки;
- Монтаж каркаса;
- Изготовление столешницы вибростола;
- Сборка амортизирующего механизма;
- Установка электродвигателя.
Первое, на чем необходимо акцентировать внимание – это габариты. Давать Вам советы и рекомендации о размерах агрегата не уместно, так как эти характеристики зависят исключительно от того, какие объемы продукции должно производить оборудование для изготовления тротуарной плитки. На эту величину непосредственно влияет наличие форм для отливки плитки. К слову, на нашем сайте вы можете найти информацию по выпуску различных видов форм своими руками.
Выбор способа установки

Перед тем, как планировать работы и проектировать конструкцию агрегата, необходимо для себя определить, будет Ваше устройство переносным, или стационарно установлено на определенном месте. Разница этих вариантов в следующем.
Если оборудование для производства блоков и тротуарной плитки будет переносным, его ножки должны быть оборудованы устройствами, позволяющими устанавливать конструкцию на поверхности с разным покрытием.
Ножки стационарного станка будут на 20-30 см длиннее, потому, что их необходимо забетонировать в пол на месте установки. Можно в пол вмонтировать закладные конструкции, но тогда на ножках должны быть приспособления для крепления к закладным. Определившись с местом и способом установки, можно приступать к расчету количества материала, необходимого для изготовления каркаса.
Монтаж каркаса

Каркас можно выполнить из металла разного профиля. Но практический опыт показывает, что оптимальным вариантом будет металлический уголок со стороной 50-70 миллиметров. Высоту ножек каждый определяет исключительно из своих соображений и требований. Не стоит забывать об одном: при монтаже к высоте ножек прибавится высота столешницы с амортизирующим устройством.
Габариты каркасы зависят от того, какой будет столешница. В свою очередь ее размеры обусловлены объемом производства плитки и наличием форм для плитки. Небольшой вибростанок для производства тротуарной плитки может иметь размеры 50х40 сантиметров. Если этого недостаточно – 100х70 см. А может быть и так, что Вы смастерите агрегат по размерам имеющейся в наличии заготовки для столешницы. Размеры вещь очень условная и достаточно индивидуальная. Лучше Вас самих никто не может знать, что Вам надо.
Рекомендуем к прочтению:Станки для производства тротуарной плитки
Верхние концы ножек соединяем между собой по периметру при помощи того же уголка. Детали между собой соединяем при помощи сварки. Металлические уголки опоясывающего каркаса располагаем так, чтобы их боковые стороны смотрели внутрь периметра и вниз. Сверху должна получиться полочка, на которой будет устанавливаться столешница. Торцы верхних перемычек для удобства стыковки при помощи болгарки с отрезным диском срезаем под углом 45 градусов. С мест сварки оббиваем окалину.
При сборке при помощи угольника контролируем углы конструкции: они должны быть прямыми, ровно 90 градусов. В противном случае возникнут серьезные проблемы на последующих этапах сборки.
Чтобы конструкция была устойчивой, нижние части ножек по периметру фиксируем перемычками. Их можно выполнить из металлической полосы, трубы – любого подручного металла, толщина которого приблизительно равна толщине ножек. Если есть необходимость дополнительно укрепить каркас, между ножкой и опоясывающей планкой можно приварить распорку или откос в виде прямоугольного треугольника. Это сделает раму более жесткой и устойчивой.
Если вибростанок будет переносным, к нижним торцам ножек привариваем квадратные или круглые пластинки, которые будут выполнять функцию опор. Если стационарная установка будет крепиться к закладным конструкциям – необходимы монтажные отверстия или крепежные элементы.
Изготовление столешницы

Следующим этапом построения вибростола для производства тротуарной плитки своими руками станет изготовление столешницы. Эта часть агрегата будет подвержена воздействию вибрации, поэтому должна быть прочной и надежной.
За основу берем лист металла толщиной не менее 5 миллиметров. Его размер должен быть таким же, как и размер каркаса. При необходимости может выступать за основание на 5-7 см. Из металлического уголка шириной 50 мм или больше свариваем рамку, в которую плотно войдет лист основания, после чего тщательно свариваем между собой все элементы конструкции. Сварные швы очищаем от окалины. Чтобы правильно состыковать нижние стороны уголков, образующих раму, аккуратно болгаркой срезаем торцы под углом 45 градусов. Столешница практически готова. Осталось закрепить двигатель или виброустройство. Но об этом несколько позже.
Амортизирующий механизм
Для уплотнения раствора в формах столешница должна создавать определенный уровень вибрации, в то время, как сделанный своими руками станок для производства тротуарной плитки должен оставаться неподвижным. Достичь этого можно при помощи амортизаторов. В нашем случае с этой ролью справятся пружины от передней вилки мотоцикла или мопеда. Может быть использована любая пружина, которая будет «работать» под весом столешницы, нагруженной формами с раствором для изготовления плитки.
Альтернативой пружинам могут стать резиновые подушки высотой 80-100 миллиметров, но все-таки лучше использовать металл.
Возьмем 4 одинаковых пружины высотой 5-10 см. Чтобы зафиксировать ее на основании аппарата и его столешнице, можно поступить следующим образом. Необходимо подобрать обрезок металлической трубы, которая относительно плотной войдет внутрь витков пружины. По углам станины вибростола привариваем эти трубки и надеваем на них шайбы. Длина трубки не должна превышать 1/3 – 1/2 длины пружины.
Чтобы сделать верхние крепления, можно использовать ту же технологию, что и для нижних. В этом случае длина трубок не должна превышать 1/3 длины пружин.
Более рациональный вариант – это подобрать обрезки труб такого диаметра, чтобы пружины достаточно плотно вошли внутрь. Из них сделаем «стаканы», приварив снизу к углам столешницы. Высота стаканов может примерно равняться 50 мм. Верхние и нижние крепления пружин должны располагаться максимально соосно, иначе механизм не будет правильно функционировать. Надеваем пружины на направляющие станины, и, направив их верхние концы в стаканы, устанавливаем столешницу. Осталось установить двигатель.
Установка двигателя

Рекомендуем к прочтению:Изготовление фасадной плитки своими руками
Для того, чтобы привести устройство в движение, нужен эксцентрик, вращаемый электродвигателем. Установить его можно двумя способами:
- Непосредственно на валу электродвигателя, установленного на нижней стороне столешницы;
- На отдельном валу, установленном на нижней стороне столешницы и приводимом в движение ременной передачей при помощи шкива.
Первый вариант более простой в исполнении. Минусом а этом случае будет повышенная нагрузка на подшипники или втулки вала, вызванные разбалансировкой при вращении эксцентрика. Если перед использованием в двигателе заменить родные втулки или подшипники на усиленные подшипники, при изготовлении небольшого количества плитки, то вибростол прослужит достаточно долго. Крепление для электромотора приваривается к столешнице. Эксцентрик делается из цельного куска металла и плотно надевается на вал, после чего двигатель надежно фиксируется при помощи болтов и гаек с гроверными шайбами.
Во втором варианте эксцентрик устанавливается на отдельном валу с усиленными подшипниками, который монтируется на тыльной стороне столешницы. Двигатель крепится на отдельной конструкции, которая:
- Монтируется на поверхности столешницы;
- Крепится на станине особым образом по принципу самонатяжения ремня. К основанию двигатель прикрепляется за одно (или одну пару) крепежное ухо таким образом, что остается подвижным. Второй точкой опоры станет шкив с надетым на него пасом.
Вращательное движение на вал подается ременной передачей через шкивы. В первом случае натяжения ремня стабильно, так как все части виброустановки находятся в одинаковом состоянии.
Во втором случае ремень, благодаря специальному креплению, натягивается под весом двигателя. Для соблюдения мер безопасности, во избежание несчастных случаев, эксцентрик надо закрыть защитным кожухом, сделанным из листового железа.
Стоит напомнить, что мощность электромотора должна соответствовать габаритам вибростола. Если он будет маломощным – раствор в формах не уплотнится до требуемой степени. Чрезмерная вибрация вредна не только для изделий, но и для самого приспособления. Как вариант, можно использовать двигатель от старой стиральной машины. Можно применить готовый вибратор типа ИВ98 или ИВ99, но сегодня мы говорим о самодельном агрегате.
Еще один нюанс – пусковое устройство. Подключать мотор в сеть напрямую, через штепсельную розетку небезопасно и неудобно. На станине для этого нужно установить пусковую кнопочную станцию. Как правило, они выпускаются в диэлектрическом корпусе. Для распайки проводов можно установить заводскую монтажную коробку, в которой можно, при необходимости, разместить и пусковой конденсатор электродвигателя.
Удаляем окалину со сварных швов, грунтуем металл составом, предотвращающим возникновение коррозии. Окрашиваем конструкцию.

Обзор вибропрессов для изготовления тротуарной плитки
Более производительным и механизированным устройством является вибропресс для производства тротуарной плитки. Рабочая смесь загружается в резервуар, из которого осуществляется заполнение форм. Формы установлены в специальном отсеке устройства и могут заменяться. Их разновидность может колебаться от нескольких видов до десятков и зависит от класса станка.
После наполнения форма закрывается и при помощи механического приспособления подвергается вибропрессованию. Цены на такое оборудование начинаются примерно с 340 у.е. и возрастают по мере увеличения функциональных возможностей аппаратов.
Станок Вибромастер-Универсал-480В оборудован электродвигателем с рабочим напряжением 220В и позволяет за рабочий день изготавливать 480 блоков. Одновременно заливка раствора осуществляется в 2 формы. Цена станка составляет примерно 460 у.е. Такой же станок на 4 формы Вибромастер-Универсал-740В может изготовить за день 740 единиц продукции. Его цена будет колебаться в районе 560 у.е.
Оборудование для производства тротуарной плитки методом вибропрессования, в комплекте с которым поставляется бетономешалка, линия автоматической подачи раствора, пресс, снабженные гидравлическими приводами имеют значительно более высокую производительность и позволяет прессовать очень широкий ассортимент блоков и тротуарной плитки. Вибропресс Мастек –Метеор имеет цену 6050 у.е.
К слову стоит отметить, что простейший вибростол со сменной формой заводского производства обойдется Вам как минимум в 136 у.е.
Как правильнее поступить: купить готовый станок или по чертежам и схемам собрать своими руками – решать только Вам. И если выбор падет на самодельное устройство, мы всегда придем Вам на помощь добрым словом и полезной информацией.
Станок для тротуарной плитки – особенности выбора

Тротуарная плитка пользуется отличным спросом в качестве красивого, долговечного и сравнительно недорогого материала для обустройства дорожек и тротуаров.
Одинаково успешно используется как в масштабах одного участка, так и в масштабах города.
При грамотном подходе к делу производство тротуарной плитки может стать весьма прибыльным видом бизнеса.
Такое производство не потребует больших вложений, а использование специального оборудования поможет обеспечить выпуск плитки самого высокого качества, ничуть не уступающей по своим эксплуатационным качествам продукции крупных промышленных предприятий.

Технологии производства плитки
Прежде чем окончательно определиться с выбором станка для производства плитки, стоит четко понимать, какие технологии ее производства существуют в настоящее время. Их две:
- Вибропрессование. Бетонный раствор с низким содержанием влаги при постоянной вибрации помещается между пуансоном (элемент, оказывающий давление на рабочую смесь) и матрицей, которая определяет форму будущего изделия.
- Вибролитье. Здесь используется более жидкая бетонная смесь, которая заливается в специальные формы и подвергается вибрации вплоть до равномерного их заполнения.
В зависимости от методики, конструкция станков для производства тротуарной плитки может несколько отличаться.
Станок для вибропрессования
Простейший станок для производства тротуарной плитки методом вибропрессования представляет собой прочную металлическую раму, на которой закрепляются загрузочное устройство, стол для выгружной плиты, пуансон, матрица и небольшой электромотор, который отвечает за вибрацию.

Профессиональный станок для изготовления тротуарной плитки
Наиболее популярными промышленными моделями считаются Тандем, Тандем-2, РПБ 1500. Эти станки компактны, не имеют сложных механизмов, и могут обслуживаться работниками средней квалификации.
Станок для вибролитья
Такой станок представляет собой ровный металлический стол, прочно закрепленный на металлической пружинной подвеске. Вибрацию обеспечивает электропривод, мощность которого должна быть прямо пропорциональна размеру стола и, как следствие, количеству одновременно обрабатываемых форм для бетонной смеси.

Вибростол для вибролитья
Небольшой компактный станок может вполне вольготно разместиться в обыкновенном гараже, и за один рабочий день выдать около 1000 штук готовых изделий, чего хватит, в среднем, на покрытие тротуара площадью 20 квадратных метров.
 Необязательно покупать тротуарную плитку, можно сделать ее самому. Изготовление плитки тротуарной – технологический процесс от начала до конца.
Необязательно покупать тротуарную плитку, можно сделать ее самому. Изготовление плитки тротуарной – технологический процесс от начала до конца.
Подробная инструкция укладки тротуарной плитки на песок описана тут.
Рецептура изготовления бетонной тротуарной плитки подробно описана в этой теме.
Какой станок лучше – заводской или самодельный
Можно найти множество аргументов в пользу выбора того или иного решения. Так, производство самодельного станка обойдется владельцу гораздо дешевле, нежели покупка заводской модели.
Однако, есть у самодельных устройств и некоторые недостатки, главным из которых является неравномерный прижим пуасона, что может отрицательно сказаться на эксплуатационных характеристиках производимой плитки. Работа с таким станком потребует от специалиста наличие определенных навыков.

Более доступен для самостоятельного изготовления станок для вибролитья. Достаточно сварить прочную раму, закрепить на пружинах стол с бортиками и приспособить электромотор для вибрации. Плитка, производимая на таком устройстве, практически не будет отличаться от промышленных изделий.
С вибропрессованием дело обстоит несколько сложнее. Устройство рамы производится точно так же, а вот матрица и пуасон потребуют значительной точности при изготовлении. Обязательно потребуется наличие точных чертежей, профессионального режущего и гибочного инструмента. Не будет лишним и серьезный опыт работы с металлом.
Как изготовить формы для тротуарной плитки
Как правило, формы для производства плитки производятся из полиуретана или силикона. Заводские станки поставляются с некоторым набором готовых форм. Впрочем, их можно приобрести отдельно, хотя обойдется такая покупка достаточно недешево.
Те, кто предпочитает все делать своими руками, вполне могут изготовить формы самостоятельно. Для этого понадобится:

Пластиковая форма для тротуарной плитки своими руками
Гипс может понадобиться в том случае, если стандартные формы плиток не подходят и хочется изготовить собственную конфигурацию плитки.
Несколько профессиональных советов
Чтобы производимая плитка отвечала всем стандартам качества, одного станка, каким бы хорошим он ни был, будет недостаточно. Важно в точности соблюдать технологию и учитывать многочисленные нюансы:
- Вибрация не должна быть слишком сильной. Это может нарушить целостность бетонной массы и существенно снизить прочность изделий.
- Пресс должен сообщать равномерное давление на каждый участок поверхности плитки.
- В бетонную смесь желательно добавлять щебень и специальные пластификаторы. Плитка получится более прочной.
- При выборе цемента стоит отдать предпочтение маркам не ниже М500.
- Помещение для производства плитки должно удовлетворять определенным нормам по температуре, влажности и т.п.
- После каждого цикла производства заготовки должны тщательно просушиваться. Допускается делать это в специальных сушилках.
- Если предполагается выпуск больших объемов плитки, стоит заранее обеспокоиться подготовкой помещения для складирования готовой продукции.
Таким образом, для организации полноценного бизнеса по производству тротуарной плитки стоит, пожалуй, отдать предпочтение покупке готового оборудования от одного из современных производителей. Для производства же небольших партий плитки вполне подойдет станок, изготовленный собственными руками.
 Создание формы для тротуарной плитки своими руками позволит сделать уникальный дизайн при оформлении зон отдыха и дорожек.
Создание формы для тротуарной плитки своими руками позволит сделать уникальный дизайн при оформлении зон отдыха и дорожек.
Какой размер профлиста для забора подобрать, расскажем в этой рубрике.
Видео на тему

Вибропресс для производства тротуарной плитки
Эстетичность дорожек и площадок, мощенных тротуарной плиткой, бесспорна. Но цена такого покрытия, когда речь идёт о десятках квадратных метров, довольно высока. Поэтому одним из способов снизить стоимость этих работ является изготовление брусчатки своими руками. При этом качество изготовленной плитки должно обеспечивать долговечность и долгосрочную эстетичность покрытия, поэтому для изготовления этого отделочного материала применяют вибростанки и вибропрессы, уплотняющие смесь в формах и этим повышающие плотность готовых изделий.

Методы производства плитки: гиперпрессование, вибропрессование, вибролитьё
Продукция, изготовленная этими двумя методами, существенных отличий по качеству не имеет, но производство брусчатки вибропрессованием имеет более высокую производительность, так как при этом способе изделие извлекается из матрицы сразу же, не дожидаясь отверждения смеси, и форма снова готова для заполнения. Поэтому, имея потребность в нескольких сотнях квадратных метров брусчатки, целесообразнее использовать станок для производства тротуарной плитки методом вибропрессования.
Стоимость такого станка, изготовленного в промышленных условиях, в зависимости от его назначения и производительности составляет от 25 (мини-станок) до нескольких миллионов рублей, поэтому, обладая навыками производства слесарных и сварочных работ, в целях экономии вполне реально изготовить его самостоятельно.
Для сборки самодельного вибропресса рассмотрим его составные части, технологию их изготовления своими руками, а также требования, предъявляемые к готовому станку для эффективной и безопасной эксплуатации.

Составные части вибропресса
Рассмотрим конструкцию и составные части вибропрессовального мини-станка, который возможно изготовить в бытовых условиях.
В конструкцию вибропресса входят:
- Стол.
- Столешница.
- Устройство для вибрирования.
- Устройство для прессования.
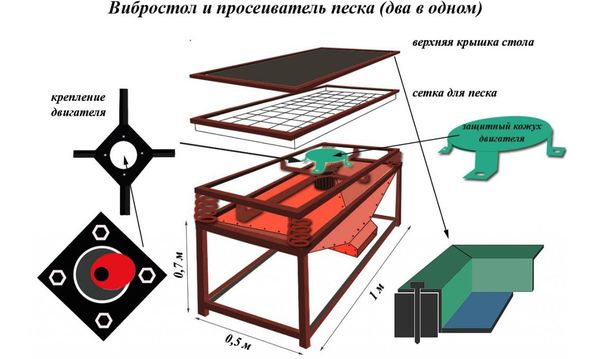
Схема вибростола и просеивателя песка
Каждая из этих частей состоит из нескольких узлов и связана с остальными деталями конструктивно и технологически. Прежде чем приступать к работе, необходимо выполнить рабочие чертежи устройства, что позволит определиться с конструкцией самодельного пресса, перечнем материалов и потребностью в них.
Рассмотрим возможность изготовления составных частей своими руками, а также целесообразность применения в ответственных местах готовых агрегатов, изготовленных в промышленных условиях. В силу нагрузок, испытываемых вибропрессом при работе, самодельный пресс-станок изготавливается из стальных заготовок, скреплённых между собой электросваркой, обеспечивающей жёсткое соединение деталей пресса и почти не реагирующей на вибрацию.
Изготовление стола вибропресса
Конструкция стола самодельного станка состоит из ножек, приваренных к раме прямоугольного формата размером 50х70 или 70х100 см. Размер рамы зависит от размера столешницы, которая, в свою очередь, зависит от размера изготавливаемой брусчатки и количества форм, одновременно подвергающихся прессованию. Высота стола (длина ножек) подбирается под исполнителя работ и может составлять от 80 до 110 см.

Вибропресс может создавать плитку от двух до десяти сантиметров толщиной
Ножки вибростанка
Для изготовления стоек самодельного пресс-станка пригодны швеллер №10, труба диаметром 80-100 мм или уголковая сталь 100х100 мм. Четыре заготовки нужной длины своими руками отрезаются болгаркой, и их срезы аккуратно торцуются.
Если вибропресс будет устанавливаться стационарно, то при разметке реза к проектной длине ножек нужно прибавить 20-25 см – глубину, на которую опоры будут забетонированы в основание. Можно не добавлять этих 20-25 см, и приварить ножки к закладным деталям, предварительно своими руками забетонированным в пол.
Если станок делают переносным, то на нижние торцы ножек наваривают прямоугольные опорные пластины из стали толщиной 3-4 мм для равномерного распределения веса агрегата на основании.
Рама вибропресса
Верхняя рамная часть стола изготавливается из двутавра №10-12, швеллера №10-12 или уголковой стали размером 100х100 мм. Заготовки своими руками нарезаются по размерам, выкладываются на горизонтальной плоскости и соединяются электросваркой.
Все сварочные швы очищаются от шлака и шлифуются болгаркой для последующего покрытия антикоррозионной краской.
Рама стола после сварки не должна иметь плоскостные отклонения.
Сборка стола
Раму располагают на горизонтальной плоскости нижней частью вверх, и по углам строго вертикально приваривают к ней ножки. Для более жёсткого соединения этих деталей между рамой и ножками приваривают вставки-косынки из листовой стали толщиной 3-4 мм в форме прямоугольного треугольника. Между ножками на середине их высоты по периметру также сваркой крепят дополнительные связи для жёсткости.

Для изготовления стола вы можете выбрать исключительно качественные материалы и крепления
Изготовление столешницы вибропресса
Столешница мини-станка для изготовления брусчатки вибропрессованием должна быть жёсткой и прочной, поэтому её каркас состоит не только из деталей периметра, но и поперечных распорок. Каркас с распорками изготавливается из уголковой стали размером 70х70 мм или швеллера №8-10. Формат каркаса должен соответствовать формату рамы стола, а габариты столешницы могут равняться размерам рамы или превышать их на 5-7 см.
Нарезанные болгаркой и отторцованные заготовки укладываются на горизонтальную поверхность и соединяются электросваркой, сварочные швы шлифуются. Все детали каркаса должны располагаться в одной плоскости. Рабочее положение каркаса – горизонтальные полки уголка или швеллера должны располагаться сверху.
По размерам каркаса из листовой стали толщиной 8-10 мм вырезается прямоугольник, который укладывается на каркас сверху и приваривается к нему снизу электросваркой. Рабочее положение столешницы на станке – стальным листом кверху.

Устройство подвижного соединения стола со столешницей
Для обеспечения вибрирования столешницы её соединение со столом не должно быть жёстким, но амплитуда колебаний должна быть ограничена. Одним из возможных конструктивных решений в данном случае является установка столешницы на прикреплённые к столу пружины.
Этот этап работы начинают с подбора шести стальных пружин приемлемой жёсткости длиной 10-12 см и диаметром 5-6 см. Затем из трубы подходящего диаметра (внутрь свободно, но без значительного зазора должна вставляться пружина) своими руками нарезают 12 кусков — «стаканов» длиной 1/3 от длины пружин.
Шесть стаканов привариваются по четырём углам и двум серединам больших сторон стола сверху, а остальные шесть — в соответствующие места столешницы снизу. Для предварительной точной разметки столешница укладывается на стол в рабочее положение, между ними по проектным местам вставляются шесть стаканов, вокруг которых мелком очерчиваются места установки.
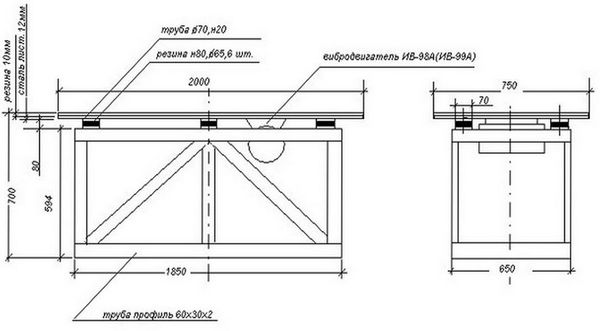
Чертеж простого вибростола для плитки
Выбор и установка электродвигателя или вибратора
Двигатель для вибрирования, учитывая одновременное воздействие на столешницу давления пресса, должен обладать достаточной мощностью. Изготовление самодельного вибропресса – процесс трудоёмкий, и выход его из строя из-за установки заведомо непригодного мотора малой мощности – эксцесс неоправданный. Поэтому при сборке самодельного мини-вибропресса целесообразно использовать имеющиеся в продаже надёжные двигатели-вибраторы промышленного производства с возможностью регулирования частоты и амплитуды колебаний, например, ВИ-99/Е.
С учётом того, что давление на форму будет оказываться в вертикальной плоскости, качественное уплотнение будет обеспечено вибрированием в горизонтальной плоскости. Для этого вибродвигатель должен быть установлен на столешнице вертикально, снизу, приблизительно в месте пересечения её диагоналей (центр тяжести). Для этого к столешнице снизу приваривается стальной кронштейн с отверстиями под крепление электромотора.
Двигатель монтируется на болтах с применением разрезных шайб (шайб Гровера), препятствующих отворачиванию гаек при вибрации.

Вибростол с электродвигателем
Особенности вибропрессования
Отличительной особенностью изготовления брусчатки методом вибропрессования является использование неэластичных полиуретановых форм, как при вибролитье, а жёстких матриц. Форма-матрица заполняется смесью требуемой влажности и устанавливается на столешницу, после чего производят её кратковременное вибрирование и прессование узлом под названием пуансон. Затем изделие из формы извлекается, и матрица вновь готова к использованию.
Изготовление прессовочного узла
В домашних условиях оборудовать самодельный вибропресс системой гидравлики технически сложно осуществимо, поэтому рассмотрим изготовление механического пуансона, приводимого в действие физическим усилием человека.
Сбоку к середине короткой стороны рамы стола приваривается кронштейн с горизонтальной осью, на которую устанавливают рычаг, изготовленный своими руками из прямоугольного стального профиля сечением 30х50 мм с приваренной на конце втулкой с отверстием под ось. На другой конец рычага приваривается поперечная рукоятка длиной 20-25 см из того же профиля. Длина рычага должна превышать длину стола на 10-15 см. К середине рычага также посредством кронштейна с осью крепится стальной стержень, направленный в сторону столешницы и имеющий на своём конце стальную пластину (пуансон), точно повторяющую конфигурацию матрицы в плане. На поперечной рукоятке рычага располагают кнопку включения-выключения вибродвигателя.
Работа вибропропресса
Смазанная маслом матрица заполняется смесью и устанавливается на столешнице таким образом, чтобы пуансон на рычаге точно совпал с формой. С помощью рычага своими руками производится прессование пуансоном смеси в матрице при одновременном кратковременном включении вибродвигателя кнопкой, после чего рычаг откидывается, и изделие извлекается из матрицы для отверждения и просушки.
Как организовать производство тротуарной плитки с нуля
Организовать производство тротуарной плитки можно как в домашних условиях, так и в промышленном масштабе. Тут все дело в количестве средств и точек сбыта. А по сути это примитивный стройматериал, который делать проще, чем керамический кирпич. Дело выгодное, поэтому разберемся с необходимым оборудованием, промышленными циклами и иными важными моментами для начинающих.
В условиях частного сектора
Кустарные производители тротуарной плитки, они же простые частники. Чаще всего материал такого формата либо не годится в работу, либо устраивает любого покупателя. Ведь все на совести владельца импровизированного завода на заднем дворе. Разберемся, что нужно сделать, чтобы обзавестись таким производством.
Ничего сложного, по материалу не обойтись без:
- Цемента.
- Чистого песка.
- Щебня (мелкая фракция).
- Пластификаторов.
- Красителей.
- Воды.
Из этих компонентов делают тротуарную плитку для любого типа площади. Можно выполнить необходимый метраж для садовой дорожки, что при правильной сноровке и желании перерастет в выгодные масштабы.

Изготовление тротуарной плитки в домашних условиях подразумевает действие по такой технологии:
- Готовим необходимое оборудование для производства плитки и формы. Само оборудование лучше описать отдельно, а вот формы это просто. Существует всего два их вида или типа: заказные и самодельные. В основе всегда качественный пластик, но может быть и резина. Иногда допустим выбор трафаретной доски, но это на случай приготовления раствора на месте стройки, а не в цеху.
- Компоненты для бетонных смесей. Сразу скажем, что на мелкую партию (до 20 единиц) приобретать все для качественного раствора не выгодно. Хотя созданное своими руками всегда лучше, нежели неизвестный производитель или поставщик.
- Подбираем рецептуру для раствора.
- Приготовленный цементный состав погружают в каждую форму и добиваются того, чтобы вышел воздух из емкости. Вот для этого и нужны вибростолы. Их также заказывают или же ставят своими руками, подбирая нужный по мощности двигатель.
- Выдерживаем заготовки. В форме каждая плитка должна находиться не менее 48 часов. И только после этого идет окончательная просушка для улучшения прочностных показателей.
Про необходимое и не очень оборудование
Итак, самое необходимое оборудование для изготовления тротуарной плитки, начиная с главного:
- Бетономешалка. Обычная, почти бытовая конструкция подойдет. В каждом частном доме есть такой современный инструмент.
- Вибрирующая установка, она же вибростол. Уже специализированное оборудование, нужное, в первую очередь, для уплотнения, а также для выгонки пузырей. Если конкретно, то оборудование для производства тротуарной плитки вибропрессованием.
- Площадь и стеллаж для сушки. Без опыта кажется, что и без свободной площади можно обойтись. Однако это весь нужный элемент в цепочке, поскольку даже двадцати квадратных метров не всегда достаточно для просушки скромной партии.

Оборудование для производства тротуарной плитки, вернее для масштабного размаха можно и увеличить. Но тогда потребуется небольшой штат, чтобы поставить за каждую из установок человека. Обычно рабочий цикл в таком формате выполняют в последовательности:
- Бетоносмесители.
- Заливочные вибростолы.
- Распалубочные вибростолы, включающие набор рамок. Последние требуются для разбивки сырого материала.
- Коммерческие (не самодельные) формы под плитку.
Представленное оборудование для тротуарной плитки это, конечно, улучшенный темп производства. Но дольше всего сохнет результат производства, а для финишной готовности недостаточно природного сквозняка. Процесс можно ускорить, если поставить в цех те же тепловые пушки.
Подробнее про цены
Любая технология производства тротуарной плитки, точнее, производственная линия из четырех циклов обойдется в 300-500 тысяч рублей. Но допустимо и существенное вложение. Это когда вместо нескольких установок ставят универсальную. Называется она вибропрессом. Это станок стационарного формата, включающий всех рабочие циклы. Причем, можно отливать на таких устройствах не только плитку, но и другой, похожий по составу и технологии, стройматериал. Обойдется улучшенное оборудование в копеечку, а точнее в 1,6 млн. рублей. Остается докупить формы и можно выпускать качественную плитку, строительные блоки, бордюры и кирпичи.
Конечно, если говорить не про производство плитки в домашних условиях, а о бизнесе, то стационарные линии обязательно дополняют трансформатором, гидравлическими телегами, погрузчиками. Только в таком наборе исключают покупку лопат, мастерков, тачек и прочих мелочей.

Формируем плитку
Технология изготовления тротуарной плитки в домашних условиях основана на двух подходах именно к формовке:
- Вибропрессование. Очень дорогое, поскольку обязательно понадобится вибрационный пресс. Но и качество будет лучше. Обычно такое оборудование окупается за сезон при правильном сбыте, однако подойдет ли это именно для частного сектора? Скорее всего нет.
- Вибролитье. То, что нужно, если практиковать изготовление плитки во дворе своего дома. Да и окупиться подобное вложение за несколько недель. Еще плюс: не нужны устойчивые к нагрузке формы, достаточно емкостей из резины или мягкого пластика.
Подробнее про формы, а точнее про их разновидности. Любая технология производства тротуарной плитки в домашних условиях не полноценна, если нет различных форм для расширения ассортимента. Но что приятно, так это стоимость такого расходного материала. За штуку цена начинается от 20 рублей. По составу пластик, и рост цены обусловлен лишь увеличением формы и разнообразием рисунков.

Подробная технология
Технология тротуарной плитки начинается не с выбора цемента, а с рецептуры. Опять же два варианта развития:
- Фактура. Это лицевая видимая часть. Естественно, обязана поддерживать лучшие показатели по прочности и долговечности. А рецепт для фактурного слоя прост: цемента в два раза больше от нормы. На единицу песка потребуется две единицы щебня. Плюс пластифицирующая добавка и красители.
- Основа. Отвечает стойкость, поскольку она формирует запланированную толщину. Здесь уже меньше цемента. На один кубический метр состава понадобится 250 килограмм цемента. Щебень и песок 1 к 1. Нет красителей, пластификатор по стандартному расходу.
На обычном, бюджетном оборудовании начинают работу так:
- Задействуют две бетономешалки для основы и фактуры. На первой не используется краситель.
- В это же время необходимо обработать вибростол. Для этого достаточно выставить формы как можно плотнее друг к другу.
- Далее заливают фактуру. Достаточно всего 2-3 см от дна.
- После чего уже уплотняют небольшую массу в формах на вибростоле, он же станок для производства плитки тротуарной. И для этого можно включить установку на 5-10 секунд. Причем, на большинстве столов можно выставить колебания, и для этого процесса правильнее выбрать умеренный уровень.
- Заливаем основу. Выполняем загрузку емкости до самого края. Включаем умеренный режим на короткий период в 10 секунд.
- То, что необходимо выравнивать, обрабатывают шпателями. После чего можно формы перемещать на поддон или в стеллаж. Сверху обычно емкости с подсыхающим раствором закрывают пластиком.
- А уже на стеллаже или поддоне свежую партию закрывают полетной пленкой или плотным полиэтиленом. Совершать какие-либо действия с емкостями разрешается спустя двое суток.
- Специфическая распалубка. Для освобождения формы нужно на несколько минут распарить формы в теплой воде (60-70 градусов).
- Отпуск. Желательно высушить стройматериал полностью, и для этого ждут до 28 часов. Подразумевается естественная температура в летний период.

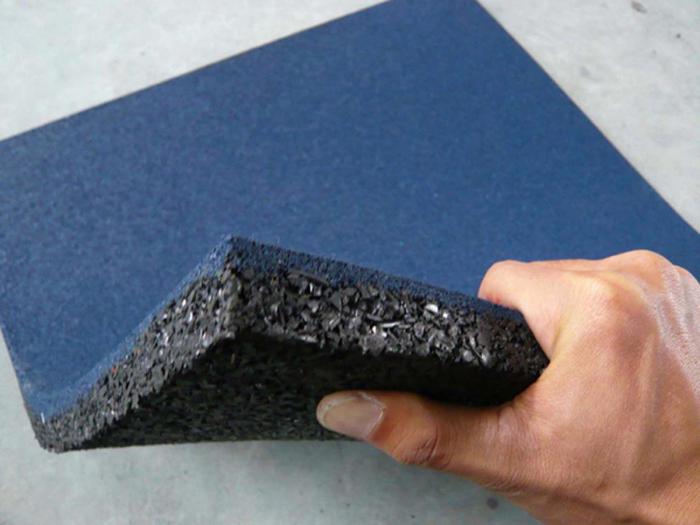
Выгодная плитка из вторсырья
Конечно, стройматериал для некоторых площадей должен быть обязательно на основе бетона, однако садовые дорожки, игровые площадки и многое другое все чаще мостят альтернативным материал. И выгоднее всего тротуарная плитка из резиновой крошки, своими руками, отлить которую не так и дорого. Для этого не понадобится щебень, песок и цемент. Производство резиновой плитки своими руками выполняется в таком составе:
- Резиновая крошка.
- Полимеры.
- Краситель.
- Модифицирующий наполнитель.
Тротуарная плитка из резины выйдет максимально бюджетной, если использовать дробленые покрышки. А переработкой займется недорогой станок. Здесь опять же два варианта развития событий:
Дробим механическим способом. На ленте покрышки подают под специальные резаки, и материал готов к новой жизни. Так выгоднее всего разбить старые и забытые колеса.
Обрабатываем в ударно-волновой камере. Дробление, причем необходима дорогостоящая установка.
Производство резиновой плитки своими руками основывается на холодной или горячей обработке вторичного материала. Оба варианта это что-то на подобии процессов плавления, только под разными температурами. Причем, горячая обработка выгоднее и быстрее.

Как происходит изготовление резиновой плитки своими руками?
Все очень просто:
- Подготовка. Измельчение вторичного сырья до состояния мелкой крошки.
- Смесь. В станок для производства плитки своими руками помещают нужные компоненты. А именно каучуковую крошку, клей, наполнитель и красители.
- Формы. Все замешено, и состав отправляют под пресс, где проистекает процесс уплотнения.
- Термическая обработка. Это и есть холодная или горячая обработка. Первый вариант – это температура в диапазоне 70-80 градусов Цельсия, второй 130-140.
Из вспомогательного оборудования нужны:
- Формовочные столы.
- Стенды под заготовки.
- Платформы для смесителей.
Но для начального, гаражного этапа подойдет станок для производства тротуарной плитки, своими руками собрать который не трудно. Конкретнее, дробилка резины.
Преимущество именно такого материала в том, что резину можно положить на любой вид или тип поверхности. И ни одна плитка не станет причиной для формирования лужи. Срок службы выше бетонного изделия, поскольку резина и клей в составе устойчивее к перепадам температуры. Плюс замечательный дренажный эффект, что уместно на любой пешеходной площади. Получается, что тротуарная плитка из резиновой крошки своими руками выгоднее, чем цементная.
Итоги
Начать производство плитки в условиях частного сектора можно даже и с 10 тысячами рублей в кармане. Ведь покупать для такой работы нужно все, что нельзя сделать своими силами. И станок для плитки тротуарной, своими руками, столь разрекламированный на сегодняшний день, собирается быстрее, чем сохнет первая партия у соседа. А заснять видео изготовления тротуарной плитки в домашних условиях – это уже уровень.
Начать производство плитки в условиях частного сектора можно даже и с 10 тысячами рублей в кармане.

Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.