
Заземление сварочного аппарата правила
Заземление сварочного аппарата правила
От выбора оборудования сегодня мы перейдём непосредственно к основам сварочного дела. В первую очередь поговорим об электродах. Но сначала «золотое правило» ручной сварки:
«По металлу (толщина, вид) выбирают электрод, по электроду-ток».
Я думаю, многие обращали внимание, что подавляющее большинство отечественных «сварных» и «кулибиных» варят электродами марок МР-3 и АНО. Эти электроды были созданы для нашей суровой действительности — они способны гореть и на переменном токе, и на слабом аппарате, к тому же не боятся ни сырости, ни грязи. Но у этих расходных материалов есть одна неприятная особенность — они (чтобы при этом не писали на упаковке) не подходят для ответственных или находящихся под нагрузкой конструкций. Поэтому у «профи» вы никогда таких электродов не увидите. Настоящие мастера используют очень капризные электроды марки УОНИ, которые работают на постоянном токе и требуют хороший аппарат.

Электроды УОНИ не только проще купить, но они имеют неоспоримое преимущество — обеспечивают хорошее качество шва. То есть мы снова сталкиваемся с проблемой выбора. Если вам не нужно варить магистральный газопровод либо конструкции под давлением или сильной нагрузкой, то электроды для «профи», которые требуют довольно хороших навыков сварки, не нужны. Для забора, гаражных ворот и прочих конструкций без нагрузки электродов марки МР-3 и АНО вам хватит, что называется, «за глаза».
И помните — электроды не выносят сырости, а потому держать их нужно в сухом месте!
Итак, с марками электродов мы немного разобрались. Не менее важное после выбора электродов дело — выбор сварочного тока. Вот стандарты, установленные и проверенные многолетней практикой сварочных работ.
«Тройка» (электрод d=3,2 мм). Сварочный ток для этих электродов — 70. 80А. 90А — потолок для сварки «тройкой», а при токе около 110А этим электродом производят грубую резку металла толщиной 2-4 мм.
«Четвёрка» (электрод d=4,0). Сварочный ток для этих электродов — 110. 160А. «Четверка» — более сложный случай. Точный выбор тока для этого электрода зависит от конкретной работы. Но максимум для сварки — 160А.
Есть ещё и электроды d=2,0 и 2,5 мм, которые у нас не слишком прижились, хотя для них нашлось бы применение. Сварочный ток для этих электродов — 40. 80А. Для работы с «двойкой» требуется определённое мастерство, так как электрод быстро сгорает, а дуга держится хуже.
И ещё один момент, требующий пояснений. Это полярность подключения. Дело в том, что электрододержатель можно подключить как к плюсовому, так и к минусовому выходу аппарата. То есть бывает «прямая» (минус на электроде) и «обратная» (плюс на электроде) полярность. В подавляющем большинстве случаев используют обратную полярность — электрододержатель подключают к плюсовому выводу аппарата.
Базовые методы и принципы сварки конструкций
Прежде чем продолжать наш урок, остановимся на основах электробезопасности при сварке.
Электробезопасность — один из важнейших аспектов технологи электросварки.
Начну с главного. Сварочный аппарат, силовые кабели, зажим массы и электрододержатель должны быть исправными.
Важнейший фактор — заземление самого сварочного аппарата (хотя согласно требованиям электробезопасности заземлять надо и свариваемую конструкцию, что в быту не всегда можно реализовать). Проблема в том, что на открытом воздухе заземлять аппарат простым отводом провода в землю нельзя. Необходимо как минимум сварить из проволоки квадратный каркас и вбить его в землю. Работать без заземления допускается лишь в исключительных случаях и только в абсолютно сухой и специальной одежде.
При работе в помещении (например, в квартире), если в розетке нет третьего провода заземления, подключать заземление к батарее отопления НЕЛЬЗЯ. В подавляющем большинстве наших домов такое заземление будет проходить и через батарею, и через ванну, и через все трубы в доме. Поэтому подключение заземления к батареям может быть смертельно опасным не только для вас, но и для ваших соседей.
Работать следует в плотной и сухой одежде. На руках должны быть рукавицы или краги, так как руки наиболее подвержены ожогам при сварке.
Во всех пособиях по сварке вы непременно увидите такое предупреждение: «Менять электрод только при отключенном источнике питания». Вынужден признать, что придерживаться этого правила просто нереально. Поэтому, если уж приходится правило нарушать, то, как минимум, работая в резиновой обуви и в сухих рукавицах.
Следует заметить, что электрододержатель системы «трезубец из арматуры» (подобный вы наверняка видели в руках у любого сварщика нашей необъятной Родины) — «вне закона». Однако им пользуется 99% всех сварщиков в России.
Работать «трезубцем», на мой взгляд, можно, но при условии, что он хорошо изолирован и качественно сделан. А вообще, если вы купили новый сварочный аппарат, то в комплекте с ним обязательно должен быть заводской электрододержатель, как правило, пассатижного типа. Пользоваться, безусловно, нужно им.
И наконец, помните, что категорически запрещено работать в дождь.
Самое важное при сварочных работах — осторожность и свежая голова.
Последовательность действий перед началом сварки следующая:
Процесс сварки

Рис. 1. Способы зажигания сварочной дуги: а — касанием; б — чирканьем. Дугу зажигают коротким прикосновение электрода к изделию (впритык) или чирканьем концом электрода о поверхность металла («спичкой»). Способ «спичкой» предпочтительнее, но он неудобен в узких, труднодоступных местах.
Суть первого способа в следующем. Дугу вызывают короткими и резкими ударами электрода о деталь, после чего электрод быстро отводят на 1-2 мм. На самом деле это несложно, но чтобы приноровиться, потребуется время.
При зажигании вторым способом электродом чиркают по детали как спичкой. После появления дуги электрод так же отводят на 1 -2 мм. Освоить этот способ также можно довольно быстро, после чего вы сможете с лёгкостью зажигать дугу снова и снова. Если электрод прилип, то нужно его шевелить держателем вправо-влево и одновременно тянуть на себя.
Сварочные швы бывают следующих типов: «нижние», «вертикальные», «потолочные» и «горизонтальные» (рис. 2).

Однако прежде чем говорить о швах, отмечу очень важную особенность процесса в целом. При сварке довольно больших деталей и листов металл сильно коробится, поскольку сварной шов, в котором возникают большие напряжения, тянет металл в свою сторону. Чтобы этого избежать, сварку производят не одним длинным швом, а множеством коротких, с обязательным контролем геометрической формы изделия.
Проще всего производить сварку в нижнем положении. Дугу здесь держат как можно более короткой и медленно ведут электрод вдоль свариваемой кромки. Навык по поддержанию оптимальной скорости приходит с опытом.
Дело в том, что дугу надо вести максимально медленно, но не настолько, чтобы металл прогорал насквозь.
Для лучшего качества сварного соединения нужно совершать лёгкие покачивания электрода из стороны в сторону (с амплитудой около 2-3 мм). В конце шва электрод медленно отводят от металла до гашения.
Сварку вертикальных швов всегда ведут снизу вверх (рис. 3).

Рис. 3. Движение электрода при выполнении вертикального шва.
Это — более сложный вид шва и требует определённого опыта. Дуга здесь должна быть короткой. При этом производят либо простые поперечные колебания, либо продвигаются вверх по следующему алгоритму. Считают медленно — «раз-два-три». На «раз-два» — варят, на «три» — делают резкое и быстрое движение электродом на пару сантиметров в сторону или вверх (что даёт немного кристаллизоваться сварочной ванне) и сразу возвращаются на место сварки. Этот способ требует немалой сноровки, так как движения должны быть чёткими и быстрыми.
Для глубокого провара вместо отвода в сторону можно также использовать альтернативный обратно-поступательный метод. После прохода вверх на 1-2 см возвращаются вниз на уже наплавленный металл. При этом надо избегать наплывов и стараться обеспечивать одинаковую ширину шва.
Самый сложный шов — «потолочный» (рис. 4). Здесь варят совсем короткой дугой (чаще всего практически упирая электрод в изделие) или непрерывно средними швами (обратно-поступательно), либо резкими отводами дуги в сторону (на «раз-два-три»).

Рис. 4. Движение электрода при выполнении потолочного шва.
Очень важно найти оптимальную скорость сварки — иначе будет плохой провар и очень узкий шов. Чтобы обеспечить качество шва, также нужны колебания электрода.
Немаловажное замечание — при сварке потолка целесообразно одеть шапку на голову и шлем-каску, чтобы защитить грудь и шею. Одна маска может не защитить от обильного полива искрами и жидким металлом.
Горизонтальный шов — некий симбиоз потолочного и вертикального швов. Это довольно сложный шов, поскольку сила тяжести тянет жидкий металл вниз (рис 5).

Рис. 5. Движение электрода при выполнении горизонтального шва.
Для выполнения горизонтальных швов подготавливают кромки с односторонним скосом у верхнего листа. Дугу возбуждают на нижней кромке и затем переводят на поверхность скоса и обратно.
Ну вот, пожалуй, пока и всё. В дальнейшем мы, возможно, рассмотрим некоторые хитрости и секреты сварки на примере конкретных конструкций. А в заключение могу предложить единственно верный рецепт освоения сварочного дела. Практикуйтесь и внимательно изучайте результаты своего труда!

Рис. 6. Положения электрода при сварке
Техника безопасности при электросварочных работах
Здравствуйте, уважаемые посетители сайта компании ТД «ДОКА»!
Сегодня мы остановимся на освещении вопроса техники безопасности при выполнении электросварочных работ. Вопросам охраны труда на предприятиях с каждым годом уделяется все больше времени, но и в быту при сварочных работах тоже не стоит пренебрегать простыми мерами предосторожности и придерживаться общепринятых правил. Мы по традиции будем рассматривать сварочные работы на даче, загородном доме, в небольшой мастерской, не касаясь особенно промышленного производства.

Итак, при электросварочных работах потенциальной опасностью для сварщика являются следующие основные факторы:
— возможность поражения электрическим током
— высокая пожароопасность сварочных работ
— воздействие излучения сварочной дуги на глаза и кожные покровы
— ожоги от брызг расплавленного металла, неостывшего шлака
— вредные газы, образующиеся в результате процесса сварки
Данные факторы способны нанести значительный вред здоровью человека и привести к серьезным травмам.
Поэтому всегда перед началом сварочных работ до включения оборудования в сеть, в первую очередь необходимо убедиться в отсутствии повреждения изоляции питающего кабеля. Недопустимо начинать работу с поврежденной электрической розеткой и особенно удлинителем, в том случае, если сварочный аппарат будет подключаться через него, что в дачных условиях происходит повсеместно. Также крайне важно разматывать электрический удлинитель до конца катушки. Дело в том, что при прохождении электрического тока через смотанный удлинитель, кабель представляет собой катушку индуктивности, что приводит к сильному нагреву. Многие знают это, но из-за природной лени не разматывают кабель, что в лучшем случае может привести к выходу из строя удлинителя. В худшем — привести к возгораниям, короткому замыканию, поражению электрическим током.
 Далее важно, чтобы и сварочные кабеля (провода) были правильно подсоединены к аппарату, потому как, даже подключение через байонетные соединительные кабельные разъемы (СКР) не всегда выполняется правильно и безопасно с точки зрения техники безопасности. Вставки «папы» на концах сварочных кабелей должны плотно входить в гнезда «мамы» на сварочном аппарате и надежно фиксироваться при повороте до упора по часовой стрелке. Зачастую, этого тоже не происходит, соединение прослаблено, болтается, что приводит к чрезмерному нагреву кабелей со всеми вытекающими последствиями. По опыту, из-за этого может подгореть и расплавиться даже вилка питающего электрокабеля сварочного аппарата. Соединение через СКР не плотное? Необходимо обязательно заменить гнезда и (или) вставки.
Далее важно, чтобы и сварочные кабеля (провода) были правильно подсоединены к аппарату, потому как, даже подключение через байонетные соединительные кабельные разъемы (СКР) не всегда выполняется правильно и безопасно с точки зрения техники безопасности. Вставки «папы» на концах сварочных кабелей должны плотно входить в гнезда «мамы» на сварочном аппарате и надежно фиксироваться при повороте до упора по часовой стрелке. Зачастую, этого тоже не происходит, соединение прослаблено, болтается, что приводит к чрезмерному нагреву кабелей со всеми вытекающими последствиями. По опыту, из-за этого может подгореть и расплавиться даже вилка питающего электрокабеля сварочного аппарата. Соединение через СКР не плотное? Необходимо обязательно заменить гнезда и (или) вставки.
Также обратите внимание и на сечение сварочных кабелей . Используйте данную таблицу для подбора толщины кабеля. При использовании сварочных инверторов до 190А используйте сварочный кабель КГ 1х16 с сечением жилы не менее 16мм 2 . Для аппаратов до 250А с сечением жилы не менее 25мм 2 .
Сечение жилы, мм2
Допустимый сварочный ток, А
Скрутки кабелей при наращивании длины не допускаются. Удлинение производить посредством обжима или пайки с последующей изоляцией. Рекомендуется наращивать кабеля через СКР (соединительные кабельные разъемы). Общая длина кабеля не должна превышать 30 м, так как это вызывает значительное падение напряжения в сварочной цепи.

Необходимо использовать исправные электрододержатель и клемму заземления . Электрододержатель рекомендуется применять только в заводском исполнении. Самодельные «трезубцы» из арматуры использовать нежелательно. Клемма заземления должна обеспечивать надежный контакт с изделием, жилы сварочного кабеля не должны торчать из-под обжимного наконечника .
Сварочный аппарат необходимо заземлять. Для этого, как правило, на задней стенке корпуса снизу предусмотрен болт с символом или надписью GROUND («ЗЕМЛЯ»).
К болту одним концом присоединяется медный кабель через обжимной наконечник. Другим концом кабель соединяется со стальным штырем, который в свою очередь забивается в землю перед началом сварочных работ. Данное требование крайне редко выполняется даже опытными сварщиками, но имейте в виду, что отсутствие заземления сварочного оборудования может привести к очень тяжелым последствиям – поражению электрическим током, к гибели человека.

Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
И самое главное СИЗ – это, конечно же, сварочная маска ! Видимое и невидимое ультрафиолетовое и инфракрасное излучение, возникающее при электросварке, вызывают ожоги лица, рук и приводят к воспалению глаз. Ультрафиолетовые лучи воздействуют на сетчатую и сосудистую оболочку глаз, а инфракрасные — на хрусталик и роговицу глаза. Поэтому всегда используйте сварочную маску, всегда! Обычную или «хамелеон» — тут уж решать только Вам. Главное выставить необходимую степень затемнения в «хамелеоне» или использовать соответствующий светофильтр в обычной маске исходя из величины сварочного тока. Сделать это можно руководствуясь данной таблицей.

Обязательно используйте спецодежду : куртку, сварочные краги (перчатки) , брюки. Конечно, при определенных условиях, подойдет и плотная старая джинсовая одежда. Но при большом объеме работ, при потолочных положениях, когда брызги падают сверху, лучше использовать специализированный сварочный костюм из негорючей ткани – брезента, спилка или комбинированных материалов. На ногах должна быть закрытая обувь (никаких шлепок и т.д.), брюки надеты навыпуск. Случаев залетания брызг, шлака в обувь, за пазуху и за шиворот предостаточно. Люди получают серьезные ожоги, которые крайне долго заживают. Не варите и с открытыми участками рук (в крагах и в футболке) даже если до открытых участков не долетают сварочные брызги и Вы думаете, что ничего страшного не происходит.
Излучение от сварочной дуги в сотни раз сильнее, чем от солнечных лучей и открытые кожные покровы очень быстро «загорят». Наутро Вы обнаружите такой «загар», которого еще ни разу не было в Вашей жизни. Не повторяйте чужих ошибок. Учитывайте и то, что температура сварочной дуги достигает 4000 °С и при этом свариваемые детали значительно нагреваются. Даже случайное кратковременное соприкосновение с ними вызывает ожог. Всегда используйте спецодежду и обувь!
Если и тут ожогов избежать не удалось — используйте специальные регенерирующие кремы. В темное время суток рекомендуется использовать затемнение на 1-2 DIN выше, так как яркость излучения становится существенно выше. Если все же уберечь глаза не удалось и Вы получили ожог, то используйте проверенный рецепт: корнерегель и (или) желе солкосерила по 1 кап. 4 раза в день.
Сварочные работы крайне пожароопасны. Соответственно, необходимо всегда иметь под рукой огнетушитель . Причем для тушения проводки и сварочного аппарата, находящегося под напряжением, применять только углекислотный огнетушитель, для тушения строительных материалов, деревянных конструкций – порошковый. В общем случае, по окончании сварочных работ необходимо убедиться в отсутствии очагов возгорания, при их наличии залить водой.
Во время сварки выделяется множество вредных газов, аэрозолей, мелкодисперсная пыль и частицы, которые несут потенциальную опасность здоровью сварщика. Поэтому по возможности старайтесь работать на свежем воздухе. При необходимости работы в помещениях – тщательно их проветривайте, делайте перерывы, в отдельных случаях используйте респиратор.
До начала сварки необходимо надежно закреплять свариваемые детали. Существует высокая вероятность падения изделий, в т.ч. и горячих, на сварочный аппарат, кабеля, сварщика.
Избегайте свежеокрашенных поверхностей, пролитой краски, емкостей с горючими жидкостями. При попадании на них сварочных брызг происходит мгновенное возгорание.
Обратите внимание и на острые кромки, заусенцы и шероховатости на поверхностях заготовок под сварку.
Запрещается выполнять сварочные работы при дождливой погоде без укрытия. Не допускается использовать сырую одежду. Напряжение при сварке, даже сравнительно невысокое, может быть опасно для жизни.
Надеемся, что данная статья поможет Вам избежать возможных повреждения и травм при выполнении сварочных работ, изменит Ваше отношение к технике безопасности при работе со сварочным инвертором, заставит задуматься и сделать правильные для себя выводы.
Инструкция «Как работать сварочным инвертором» — коротко о главном!
Начать рассмотрение вопроса «Как работать сварочным инвертором» следует со знакомства с самим оборудованием. Т.е. что вообще понимается под данным термином. Инвертор — это сварочный аппарат, работающий с переменным током и электродами толщиной 1-5 мм. Его преимущество в том, что он легкий, за счет чего с ним удобно работать на высоте. Имеет защиту от перенапряжения и залипания электрода.
Работа со сварочным инвертором – дело опасное и требующее предельной осторожности. Поэтому сперва необходимо ознакомиться со средствами защиты и техникой безопасности.
- Работать сварочным инвертором нужно в маске. Она может быть любой — как одеваться на голову, так и иметь держатель для руки. Хорошая маска — типа «Хамелеон». Обычную маску нужно снимать, чтобы что-то увидеть. С этой маской все иначе: в ней хорошо видно и до момента сварочных работ и после. Как только вы начинаете варить, жидкость маски меняет цвет и подстраивается под режим работы, не наносящий вред глазам.
- Используйте брезентовые рукавицы. Никогда не работайте на голые руки, иначе получите ожоги.
- Одежда тоже должна быть брезентовой, но если такой нет, используйте рабочий пиджак и брюки либо джинсы. Ткань должна быть плотной, иначе искры ее пропалят.
- Обувь должна иметь толстую резиновую подошву. Желательно, чтоб это были ботинки.
- Если вы работаете в закрытом помещении, то минут 10 поварили, а после выходите, чтоб не отравиться парами.
- Если вам предстоит стоять на поверхности, которую вы заземляете, к примеру, варите в вагоне, его контур общий, обязательно стелите под ноги резиновый коврик.
- Никогда не касайтесь электродом лица и других частей тела во время работы. Частые случаи: человек варит, его лоб становится мокрый, и он хочет его вытереть, не выключив перед этим инвертор. Касается лба электродом и получает удар током. Наступает смерть.
Рассмотрим заднюю панель инвертора. Имеется система охлаждения, кнопка включения, регулировка напряжения и разъемы для рукавов.
 Разъемы помечены соответствующими эмблемами. Перепутать рукава не получится даже у того, кто ни разу не пользовался сварочным аппаратом. В один разъем вставляем кабель с держателем электрода, во второй – клещи заземления.
Разъемы помечены соответствующими эмблемами. Перепутать рукава не получится даже у того, кто ни разу не пользовался сварочным аппаратом. В один разъем вставляем кабель с держателем электрода, во второй – клещи заземления.
Как правильно делать заземление?
Работа со сварочным инвертором начинается с заземления. Заземлять нужно тот участок металла, с которым вы работаете.

- Если вы заземлите посторонний металлический предмет, то сварочный аппарат работать не будет.
- Если вы установили клещи, а инвертор не хочет работать, необходимо зачистить металл. Краска и ржавчина препятствуют прохождению тока по поверхности. Возьмите напильник и зачистите металл до чистого места.
 Как подобрать напряжение?
Как подобрать напряжение?
Очень важный этап в вопросе «как работать сварочным инвертором» — это подбор напряжения. На регуляторе есть отметки, по которым следует ориентироваться.
 Можно воспользоваться следующим правилом: на один диаметр электрода сила тока 30-40 ампер. То есть, если электрод 3-ка (имеет диаметр 3 мм), расчет производится следующим образом: 3*30=90 А, 3*40=120 А. 90 А минимальная сила тока на данный тип электрода, 120 А максимальная. Работать электродом следует в этом диапазоне. Подбирайте силу тока исходя из увиденного. Если видите, что металл не заплавляется, то увеличьте, если прожигает дырки – уменьшите.
Можно воспользоваться следующим правилом: на один диаметр электрода сила тока 30-40 ампер. То есть, если электрод 3-ка (имеет диаметр 3 мм), расчет производится следующим образом: 3*30=90 А, 3*40=120 А. 90 А минимальная сила тока на данный тип электрода, 120 А максимальная. Работать электродом следует в этом диапазоне. Подбирайте силу тока исходя из увиденного. Если видите, что металл не заплавляется, то увеличьте, если прожигает дырки – уменьшите.
Как получить сварной шов?
Состыкуйте металл, который предстоит сварить. Прихватите его, то есть наплавьте небольшую каплю.
 Промерьте правильность стыковки металлических элементов при помощи угольника, уровня и рулетки, если это необходимо. Если есть перекос, выровняйте его при помощи молотка. Затем легким касанием электрода к металлу, зажгите его. Словив дугу, не отрывайте электрод и ведите его, заплавляя стык. После чего, оббейте шлак зубилом или молотком. Проверьте, чтоб не было дыр в сварке. Дайте шву остыть. На этом работа со сварочным инвертором окончена. Не забудьте отключить питание от оборудования.
Промерьте правильность стыковки металлических элементов при помощи угольника, уровня и рулетки, если это необходимо. Если есть перекос, выровняйте его при помощи молотка. Затем легким касанием электрода к металлу, зажгите его. Словив дугу, не отрывайте электрод и ведите его, заплавляя стык. После чего, оббейте шлак зубилом или молотком. Проверьте, чтоб не было дыр в сварке. Дайте шву остыть. На этом работа со сварочным инвертором окончена. Не забудьте отключить питание от оборудования.
 После сварочных работ не прикасайтесь к шву, он горячий. Важно! Не стоит охлаждать его при помощи воды или льда, иначе сварка в этом месте лопнет.
После сварочных работ не прикасайтесь к шву, он горячий. Важно! Не стоит охлаждать его при помощи воды или льда, иначе сварка в этом месте лопнет.
Вот мы и рассмотрели общие правила работы данным типом оборудования и теперь Вы знаете, как работать сварочным инвертором. Если Вы будете придерживаться основным правилам, изложенным выше, то у вас все получится и ваше здоровье будет в порядке. И надеемся, что изложенная на сварочный инвертор инструкция окажется полезной в Ваших начинаниях.
4,968 просмотров всего, 6 просмотров сегодня
Электробезопасность при выполнении сварочных работ
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Электробезопасность — система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества.
Электротравма— травма, вызванная воздействием электрике ского тока или электрической дуги.
Электротравматизм — явление, характеризующееся совокупностью электротравм.
Электрическое замыкание на корпус — случайное электрическое соединение токоведущей части с металлическими нетоковедущими частями электроустановки.
Электрическое замыкание на землю — случайное электрическое соединение токоведущей части непосредственно с землей или нетоковедущими проводящими конструкциями или предметами, не изолированными от земли.
Основными причинами поражения электрическим током являются воздействие электрического тока, проходящего в сварочной цепи, соприкосновение с открытыми токоведущими частями и проводами (случайное, не вызванное производственной необходимостью, или вследствие ошибочной подачи напряжения во время ремонтов и осмотров); прикосновение к токоведущим частям, изоляция которых повреждена, касание токоведущих частей через предметы с низким сопротивлением изоляции, прикосновение к металлическим частям оборудования, случайно оказавшимся под напряжением (в результате отсутствия или повреждения защитных устройств), соприкосновение со строительными деталями конструкций, случайно оказавшимися под напряжением, и др. Опасность поражения электрическим током создают источники сварочного тока, электрический привод (включая пускорегулирующую аппаратуру), электрооборудование подъемно-транспортных устройств, электрифицированный транспорт, высокочастотные и осветительные установки, электрические ручные машины и т д.
Виды электротравм
Действие электрического тока на организм человека может вызвать различные электрические травмы (электрический ожог, металлизацию кожи, электрический знак) и электрический удар.
Электрический ожог может причинить электрическая дуга (дуговой ожог) или контакт с т0к0ведущей частью (токовый ожог) за счет преобразования энергии электрического тока в тепловую.
Металлизация кожи происходит в результате механического и химического воздействия тока, когда парообразные или расплавленные металлические частицы проникают вглубь кожи и пораженный участок приобретает жесткую поверхность.
Электрический знак — следствие теплового воздействия при протекании тока относительно большой величины через малую поверхность с относительно большим сопротивлением при температуре 50—115°С и хорошем контакте, в результате чего возникают запекшиеся или обуглившиеся участки кожи либо припухлость ее, а также отпечаток от прикосновения токоведущей части.
Электрический удар приводит к возбуждению живых тканей организма и сопровождается непроизвольными судорожными сокращениями мышц при прохождении через тело человека электрического тока.
Электроофтальмия приводит к воспалению наружных оболочек глаз, возникающему в результате воздействия мощного потока ультрафиолетовых лучей электрической дуги.
Электрический ток воздействует на нервную систему. Такое воздействие выражается очень резко, так как при прохождении через организм электрический ток поражает огромное количество чувствительных нервов Существенное влияние оказывает действие электрического тока на скелетную мускулатуру, вызывая судорогу, и особенно на сердце, вызывая фибрилляцию его (отдельные некоординированные «подергивания» волокон сердечной мышцы). При этом насосная функция сердца прекращается и может наступить смерть.
Причиной смерти, кроме фибрилляции, может быть остановка дыхания или ожог.
Степень тяжести поражения человека электрическим током зависит от следующих факторов, сопротивления тела, величины, длительности действия, рода и частоты тока; пути тока в организме, состояния организма и условий внешней среды.
Технические средства защиты
В процессе эксплуатации электросварочных установок требуется применение специальных средств защиты, которые делятся на изолирующие, ограждающие и вспомогательные.
Изолирующие средства защиты делятся на основные и дополнительные.
Основные изолирующие средства способны длительное время выдерживать рабочее напряжение электроустановки, поэтому ими разрешается касаться токоведущих частей, находящихся под напряжением К таким средствам относятся: диэлектрические резиновые перчатки, инструмент с изолированными рукоятками и токоискателями.
Дополнительные изолирующие средства обладают недостаточной электрической прочностью и поэтому не могут самостоятельно защитить человека от напряжения током. К таким средствам относятся: резиновая обувь, коврики и изолирующие подставки.
Резиновую обувь и коврики как дополнительные средства защиты применяют при операциях, выполняемых с помощью основных защитных средств.
Ограждающие средства защиты предназначены: для временного ограждения токоведущих частей (временные переносные ограждения-щиты, ограждения-клетки, изолирующие накладки, изолирующие колпаки); для предупреждения ошибочных операций (предупредительные плакаты); для временного заземления отключенных токоведущих частей с целью устранения опасности поражения работающих током при случайном появлении напряжения (временные защитные заземления).
Вспомогательные средства защиты предназначены для индивидуальной защиты работающего от световых, тепловых и механических воздействий (защитные очки, специальные рукавицы и т. п ).
Защитное заземление, зануление и отключение электросварочных установок и постов. Защитное заземление — преднамеренное электрическое соединение с землей или ее эквивалентом металлических нетоковедущих частей, которые могут оказаться под напряжением (рис. 25.1).
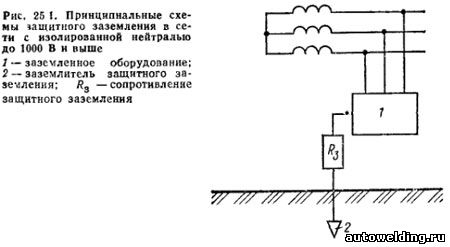
Назначение защитного заземления — устранение опасности поражения электрическим током при появлении напряжения на конструктивных частях электрооборудования, т. е. при замыкании на корпус.
Область применения защитного заземления — трехфазные трехпроводные сети напряжением до 1000 В с изолированной нейтралью.Различают заземлители искусственные, предназначенные исключительно для целей заземления, и естественные — находящиеся в земле металлические предметы.
В качестве искусственных заземлителей применяют обычно вертикальные и горизонтальные электроды. В качестве вертикальных электродов используют стальные трубы диаметром 3—5 см и угловую сталь размером 40x40 до 60x60 мм длиной 2,5— 3 м, стальные прутки диаметром 10—12 мм. Для связи вертикальных электродов и в качестве самостоятельного горизонтального электрода используют полосовую сталь сечением не менее 4х12 мм или сталь круглого сечения диаметром не менее 6 мм.
В качестве естественных заземлителей применяют проложенные в земле металлические трубы, за исключением трубопроводов горючих жидкостей, горючих или взрывоопасных газов, а также трубопроводов, покрытых изоляцией для защиты от коррозии.
Зануление — преднамеренное электрическое соединение с нулевым защитным проводником металлических нетоковедущих частей, которые могут оказаться под напряжением (рис. 25 2).
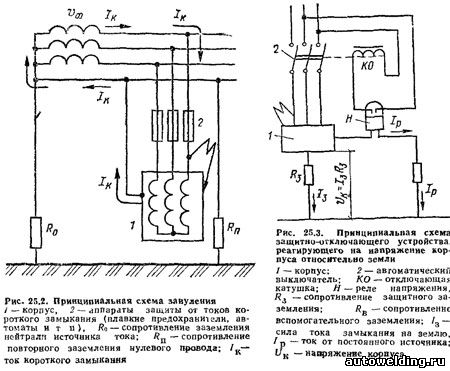
Назначение зануления — аналогично с назначением защитного заземления.
Область применения зануления — трехфазные четырехпроводные сети с напряжением до 1000 В с глухозаземленной нейтралью.
>[?Принцип действия зануления — превращение пробоя на корпус в однофазное замыкание (т. е. замыкание между фазным и нулевым проводами) с целью создания большого тока, способного обеспечить срабатывание защиты и тем самым автоматически отключить поврежденную установку от питающей сети. Такой защитой являются: плавкие предохранители и автоматические выключатели, устанавливаемые перед потребителями энергии для защиты от токов короткого замыкания Скорость отключения поврежденной установки, т. е. время с момента появления напряжения на корпусе до момента отключения установки от питающей электросети, составляет 5—7 с при защите установки плавкими предохранителями и 1—2 с при защите автоматами Защитное отключение — быстродействующая защита, обеспечивающая автоматическое отключение электроустановки при возникновении в ней опасности поражения током (рис 25. 3) Основными частями устройства защитного отключения являются прибор защитного отключения и автоматический отключатель.
Прибор защитного отключения — совокупность отдельных элементов, которые реагируют на изменение какого либо параметра электрической сети и дают сигнал на отключение автоматического выключателя Таким элементом является датчик — устройство, воспринимающее изменение параметра и преобразующее его в соответствующий сигнал.
Автоматический выключатель—устройство, служащее для выключения и отключения цепей, находящихся под нагрузкой При коротких замыканиях он должен отключать цепь автоматически при поступлении сигнала от прибора защитного отключения Оказание первой помощи пострадавшему от воздействия электрического тока при сварочных работах. Первая доврачебная помощь при несчастных случаях от поражения электрическим током состоит из освобождения пострадавшего от действия тока и оказания ему медицинской помощи.
Освобождение пострадавшего от действия тока можно осуществить след>ющим образом отключить соответствующие части электроустановки, перерубить провода топором с деревянной рукояткой или оттянуть пострадавшего от токоведущей части, взявшись за его одежду, если она сухая, отбросить от него провод с помощью деревянной палки и т. п.
Если пострадавший в сознании, но до этого был в обмороке или продолжительное время находился под током, ему необходимо обеспечить полный покой до прибытия врача или срочно доставить в лечебное учреждение.
При отсутствии сознания, но сохранившемся дыхании, нужно ровно и удобно уложить пострадавшего на мягкую подстилку, расстегнусь пояс и одежду, обеспечить приток свежего воздуха, давать нюхать нашатырный спирт, обрызгивать водой, растирать и согревать тело.
При отсутствии признаков жизни надо делать искусственное дыхание и массаж сердца.
Искусственное дыхание должно быть начато немедленно, после освобождения пострадавшего от действия тока и выявления его состояния.
Наружный массаж сердца имеет целью искусственно поддержать в организме кровообращение и восстановить самостоятельную деятельность сердца.
О восстановлении деятельности сердца у пострадавшего судят по появлению у него собственного, не поддерживаемого массажем регулярного пульса.
All-Audio.pro
Статьи, Схемы, Справочники

Что заземляется у сварочного аппарата
В работе со сварочным оборудованием важно обеспечить безопасную эксплуатацию аппаратов, помочь в этом призваны клеммы. Крепят его на специальный кабель, для поступления тока к детали сваривания. Это необходимо, чтобы гарантировать подачу тока, которая нужна для короткого замыкания во время образования сварной дуги, а также формирования нормального шва. Клипса изготавливается из металла и подсоединяется к сварочному аппарату.
Поиск данных по Вашему запросу:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Перейти к результатам поиска >>>
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Сварка и заземление своими руками СТРОИМ ДЛЯ СЕБЯ
Заземление оборудования для сварки
Здравствуйте, гость Вход Регистрация. Правила Форума «Электрик». Файловый архив форумов. Искать только в этом форуме? Дополнительные параметры. Сайт Электрик. Заземление и зануление сварочного аппарата. Просмотр профиля.
Сообщение 1. Попросили задать вопрос на форуме, содержание примерно такое: «можно ли подключать сварочный аппарат к трёхвазному питанию без зануления, но с заземлением? Сообщение 2. В связи с чем такая необходимость? Сварочник далеко от щита, жил мало? Ноль плохой? В принципе можно через дифзащиту и если хорошо заземлить и соединить с другими металлическими частями, что рядом с аппаратом. Сообщение отредактировал protector — Сообщение 3.
Говорят мало жил, но их интересует техника безопасности, что она говорит по этому поводу — можно или нет. Сергей ДД. Сообщение 4. А ноль на сварочнике есть? Небольшие сварочники питаются от В, подключаются на линейное напряжение 2 проводами, третий «земля».
То есть как такого зануления нет ПУЭ 1. Сергей Г. Сообщение 5. Сообщение 6. Автор имеет ввиду зануление ОПЧ, а не ноль рабочий. Я так понял. Сообщение 7. Сварочник трехфазный. Вопрос больше теоретический, требуются ссылки или нормативы, на которые можно ссылаться в этом случае, с точки зрения техники безопасности. Сообщение 8. Цитата Jeka57 Сообщение 9. Сообщение А если пробой изоляции будет между обмоткой ВН на обмотку НН?
Получим опасное напряжение на НН. Так ведь заземляется не НН, а корпус. Цепь дуги, насколько мне известно преднамеренно заземлять не рекомендуется. А вот экранная обмотка должна в идеале присутствовать и соединятся с корпусом и землей. Вот на нее то и произойдет пробой. Что-то всё перемешалось Корпус заземляется всегда!
А вот всё остальное, касающееся этого, уже должен знать электрик. Не просто так, сварочник должен подключать электрик или некто имеющий не ниже 3-й группы. Цитата protector. Быстрый ответ. Русская версия IP. Jeka57 Просмотр профиля. Заглянувший Группа: Пользователи Сообщений: 7 Регистрация: Специалист Группа: Пользователи Сообщений: Регистрация: Сергей ДД Просмотр профиля. Сергей Г Просмотр профиля. Цитата А ноль на сварочнике есть? Во-во тип сварочника, инвектор или железо. Зависит от класса защиты сварочника, если корпу железный, то ПУЭ п1.
Защитное заземление , без него нельзя. Если корпус пластик или двойная изоляция , то можно и без. Сообщение отредактировал Сергей ДД — Работник Просмотр профиля. Nail Просмотр профиля. Питание электроустановок напряжением до 1 кВ от источника с глухозаземленной нейтралью и с заземлением открытых проводящих частей при помощи заземлителя, не присоединенного к нейтрали система ТТ , допускается только в тех случаях, когда условия электробезопасности в системе TN не могут быть обеспечены.
Для защиты при косвенном прикосновении в таких электроустановках должно быть выполнено автоматическое отключение питания с обязательным применением УЗО. Без УЗО нельзя. Rezo Просмотр профиля. Цитата protector Цепь дуги, насколько мне известно преднамеренно заземлять не рекомендуется. Что-то мне подсказывает, что это не совсем так и даже где-то схемы подключения видел говорящие об обратном. Вроде как стол металлический заземлятся Ылектрик Просмотр профиля. Посетитель Группа: Пользователи Сообщений: Регистрация: 4.
Это действительно так, если исходить из правильного понимания терминологии «заземлить». Но общий смысл не меняется в том, что корпус в любом случае заземляется зануляется.
Сообщение отредактировал Rezo — Текстовая версия.

Правила заземления сварочных аппаратов
Регистрация Вход. Ответы Mail. Вопросы — лидеры Не взлетает квадрокоптер 1 ставка. Перестал работать Mi band 4 1 ставка.
Инструкция «Как работать сварочным инвертором» — коротко о главном!
Любые устройства, питающиеся от электросети, согласно требованиям ПУЭ должны заземляться, что гарантирует надёжную защиту работающего на них персонала от случайного поражения электрическим током. Заземление сварочного аппарата, относящегося к категории таких электрических приборов, также считается обязательным. В инструкции к любому инвертору или трансформаторному сварочному оборудованию указано, что включать его без заземления запрещено. С учётом специфики сварочного оборудования разработаны конкретные схемы и правила заземления корпусов источников тока и трансформаторов. Они позволяют организовать цепи отвода опасных потенциалов от токопроводящих частей. В домашних условиях функцию защиты от пробоя электротока на корпус сварочного оборудования выполняет УЗО. Согласно требованиям ПУЭ для эффективной защищённости от случайного электрического удара суммарное сопротивление заземляющего устройства не должно быть более 5 Ом. Для достижения этого показателя при обустройстве заземления сварочного оборудования следует обеспечить требуемую электропроводность системы, увеличивая площадь контакта элементов с грунтом. В реальных условиях достичь показателя в 5 Ом удаётся с большим трудом.
Помогите! сварка инвертором без заземления

Как должна заземляться сварочная установка? Последовательное включение в заземляющий проводник нескольких заземляемых аппаратов запрещается. Корпус любого источника питания сварочной установки сварочный трансформатор, выпрямитель, преобразователь и др. Помимо заземления основного электросварочного оборудования в сварочных установках надлежит непосредственно заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется обратный провод. Аналогичные зажимы у сварочных выпрямителей и генераторов, у которых обмотки возбуждения подключаются к распределительной электрической сети без разделительного трансформатора, также следует заземлять.
Правила заземления сварочных аппаратов
К устройствам данной категории относятся и сварочные аппараты. Учитывая их специфику, существуют определенные схемы и правила заземления. Смысл заземления в том, что искусственно организуется электрическая цепь, параллельная той, которая складывается установка — человек — опора при появлении напряжения там, где его по определению быть не должно. Это может вызываться наведенными токами от смежного источника с более высоким потенциалом , при пробое изоляции, механических повреждениях. По закону физики, ток пойдет по цепи с минимальным сопротивлением. Допустимое максимальное R в этом случае — 10 Ом.
Зажим заземление DELTA-6 500А (MRS000054)
Перейти к содержимому. У вас отключен JavaScript. Некоторые возможности системы не будут работать. Пожалуйста, включите JavaScript для получения доступа ко всем функциям. Процент голосов: Отправлено 24 Декабрь
Заземление сварочного оборудования
Здраствуйте, у меня такой вопрос. Муж купил себе сварочный инвертор и варит им прямо в квартире, но это пол беды он включает его в обычную розетку без заземления. Хотя в инструкции это категорически запрещено.
Заземление и безопасность при дуговой сварке
Электросварочные работы должны выполняться в соответствии с требованиями подраздела 8. Электротехнические установки, входящие в состав электросварочного оборудования, должны соответствовать требованиям ГОСТ Для электросварочных установок и сварочных постов, предназначенных для выполнения постоянных электросварочных работ в зданиях, расположенных вне сборочно-сварочных цехов и участков, должны предусматриваться специальные, оборудованные вытяжной вентиляцией, помещения со стенами из несгораемых материалов. В помещении для электросварочных установок должны быть предусмотрены достаточные по ширине проходы шириной не менее 0,8 м, обеспечивающие удобство и безопасность выполнения сварочных работ, а также доставку изделий к месту сварки и обратно. Общая площадь отдельного помещения для электросварочных установок должна быть не менее 10 м 2 , а площадь, свободная от оборудования и материалов, для каждого сварочного поста — не менее 3 м 2.
Заземление сварочного аппарата
Тут, в общем-то, рассказывать особо не о чем. Как вы понимаете, заземлять и делать это очень надежно, следует любое электрооборудование, технику, приборы. А уж если речь идет о таком энергоемком и мощном аппарате, как сварочный трансформатор, то тут вопрос заземления становится крайне важным. Но заземление сварочного трансформатора осуществляется довольно просто. Внимательно осмотрите кожухи сварочного трансформатора. Чтобы не перепутать, поищите рядом с ними соответствующую надпись, она должна присутствовать.
Стандартные меры безопасности многих кодексов и норм требуют обязательного заземления электрических контуров. В этой статье мы расскажем об основных правилах заземления в типичных рабочих условиях. Заземление сварочного аппарата Сварочные аппараты с питанием через гибкие кабели или постоянное подключение к системе питания имеют отдельный провод заземления.
5.1.4 Расчет заземления для полуавтоматического сварочного аппарата пдг-220.
Для сварочного полуавтоматического аппарата применяется заземление на железобетонный фундамент здания. Заземление рассчитывается следующим образом.
Климатическая зона — 1;
Напряжение сети — Uл / Uф = 380/220 В;
Толщина верхнего слоя — h1 = 4м;
Размеры фундамента — 24×18м;
Грунт верхнего слоя – чернозем;
Грунт нижнего слоя – супесок;
Наибольшее допустимое значение сопротивления заземляющих устройств электроустановок по ГОСТ 12.1.030-91, представлено в таблице 4.1.
Напряжение сети, В
Эквивалентное удельное сопротивление
1) Сопротивление электрическому току железобетонного фундамента зданий оценивается по формуле
 (5.2)
(5.2)
где S — площадь фундамента S = A×B = 24×18 = 432 м 2 ;
Рэ – удельное эквивалентное электрическое сопротивление земли, Ом×м.
2) Расчет Рэ производим по формуле:
 (5.3)
(5.3)
где h1 – толщина верхнего слоя земли, м;
P1 – удельное сопротивление верхнего слоя земли, Ом×м;
P2 – удельное сопротивление нижнего слоя земли, Ом×м;
 –коэффициенты, зависящие от соотношения удельных сопротивлений;
–коэффициенты, зависящие от соотношения удельных сопротивлений;
 ;
;
 ;
;
где Ртабл принимается в зависимости от вида грунта верхнего и нижнего слоя;
Кс – коэффициент сезонности, принимается в соответствии с климатической зоной. Кс = 4
Значения Ртабл.1 = 200 Ом×м и Ртабл.2 = 300 Ом×м принимаются в соответствии со значениями удельных сопротивлений грунтов;
hc = 2,2м – глубина промерзания грунта;
P2 = 300*4 = 1200 Ом×м;
 Ом×м;
Ом×м;
 ;
;
РЭ > 100 Ом×м, следовательно:
где К -наибольшее допустимое значение сопротивления заземляющих устройств электроустановок, К = 0,04;
Rдоп – допустимое сопротивление.
Rдоп = 738×0,04 = 29,52 Ом;
Rдоп > R отсюда следует что железобетонный фундамент подходит в качестве заземления полуавтоматического сварочного аппарата.
Помимо мероприятий связанных с заземлением следует уделить особое внимание работе с полуавтоматическим сварочным аппаратом, так как при сварке металлоконструкций выделяются ядовитые газы, а так же при горении дуги происходит сильное излучение ультрафиолетового света, которое может нанести вред органам зрения человека.
5.2 Требования безопасности при дуговой электросварке
Работа электросварщика сопряжена с рядом возможных вредных и опасных воздействий на его организм. Для ослабления и устранения вредностей и опасностей, связанных с выполнением процесса дуговой электросварки, необходимо строгое выполнение установленных правил охраны труда и техники безопасности.
Наибольшее влияние на сварщика и всех лиц, находящихся в зоне выполнения электросварочных работ, оказывает излучение сварочной дуги.
Сварочная дуга является источником излучений с различной длиной волны: видимых световых, ультрафиолетовых и инфракрасных. Сварочная дуга имеет яркость видимого излучения, непереносимую для человеческого глаза, к которой он не может приспособиться. Частые перерывы в горении дуги создают резкие контрасты освещённости.
Для ослабления светового потока и смягчения контрастов освещённости применяется густо окрашенное защитное стекло, через которое сварщик наблюдает за процессом сварки. Мощное ультрафиолетовое излучение дуги вызывает болезненно протекающее воспаление глаз (электроофтальмия) и при продолжительном действии вызывает ожоги кожи. Защитное стекло должно полностью задерживать ультрафиолетовые лучи; все части тела, не закрытые одеждой, должны защищаться от излучений дуги. Лицо и шея должны быть защищены щитком или шлемом-маской, кисти рук — рукавицами. Защитное стекло должно в достаточной степени поглощать и инфракрасные лучи, могущие вызывать при длительном воздействии снижение остроты зрения.
Современные специальные защитные стёкла, производимые в РФ, полностью гарантируют сохранность зрения сварщика и обеспечивают достаточную видимость места сварки. Запрещается пользоваться случайными цветными стёклами. Окрашенное защитное стекло снаружи прикрывается обычным бесцветным стеклом, предохраняющим от брызг металла и периодически сменяемым по мере загрязнения и уменьшения прозрачности. Опасность излучений сварочных дуг для окружающих уменьшается ограждением поста сварки кабинами, переносными щитами, занавесами и т. п.
Сварочная дуга непрерывно выделяет в окружающую атмосферу газы и дым из мельчайших твёрдых частиц, преимущественно окислов металла. Количество газов и дымовых частиц и степень их вредности для работающих зависят от рода свариваемого металла, состава электродной обмазки, в соответствии с чем и применяются вентиляционные и другие устройства для защиты работающих.
Электросварщик подвергается опасности поражения электрическим током, поскольку он почти неизбежно касается токоведущих частей сварочной цепи. Особенно опасна в этом отношении сварка внутри котлов и резервуаров и других объектов, в которых сварщик сидит или лежит на металле, и сварка в сырых помещениях, на открытом воздухе в сырую погоду и т. п. Для уменьшения опасности поражения током необходимо строго соблюдать правила безопасности, надёжно заземлять корпуса сварочных машин и аппаратов, наблюдать за исправностью электросварочной аппаратуры и изоляции всех частей сварочной установки. В более опасных случаях необходимо применять для сварщика деревянные подмостки, резиновые коврики и т. п., усиливающие изоляцию тела сварщика от земли.








