
Торцеватель для полипропиленовых труб с внутренним армированием
О зачистках для полипропиленовой трубы: как сделать самому
Для повышения надежности и максимального давления трубы из полипропилена имеют армированный слой. Но он мешает формированию качественного сварного соединения. Выход – зачистка для полипропиленовых труб перед их установкой.
Зачем нужна зачистка?
Принцип сварки трубопроводов pprc заключается в разогреве полимерного материала до вязкого состояния. Затем происходит контакт горячего патрубка с муфтой, результат – спайка соединения. Однако надежность может снизиться, если в зоне соприкосновения будет алюминиевая фольга, применяемая для армирования. В этом месте не будет контакта полимеров, что может привести к разгерметизации. 
Выход – выполнить зачистку армированных труб. Ее особенности заключаются в следующем:
- Удаление фольгированной прослойки на участке пайки не снизит максимальное значение давления.
- Если это не сделать, возможно постепенное разрушение стыка. Риск возрастает при частых гидравлических ударах в системе водоснабжения.
- Старые модели полипропиленовых труб имеют наружный слой из фольги. Их диаметр больше стандартного на 1,8-2 мм. Без зачистки патрубок не встанет в раструб муфты.
Подобная технология используется для всех видов полипропиленовых трубопроводов. Исключение – применение изделий с армированием стекловолокном. При нагреве оно частично расплавляется и не снижает надежность пайки. Но для таких моделей нужно увеличить время нагрева в зависимости от диаметра.
Особенности материала
При выборе способа зачистки нужно рассмотреть торец трубы. В стандартных разводках для холодного и горячего водоснабжения, отопления армирующий слой находится посередине, между наружной и внутренней прослойками. В старых моделях он расположен ближе к наружной части, защищен от внешних воздействий тонким слоем полимера. Его основная функция заключается не в повышении надежности, а в уменьшении теплового расширения трубопровода. 
Исходя из этого можно выделить следующие особенности зачистки для полипропиленовых труб:
- Внутренняя армирующая прослойка не удалится, а только зачищаются торцы. Это нужно для пайки полипропилена.
- При внешнем слое алюминия необходима полная зачистка поверхности на глубину до 2 мм. Фольгированный слой в месте соединения с муфтой удаляется полностью.
- Трубы без армирования зачищать или торцевать не надо.
Удаление части алюминиевой фольги нужно для всех типов покрытий – однородных и с перфорацией. Причина – металл нагревается и остывает быстрее, чем пластик. В зоне контакта может возникнуть неоднородная кристаллизация на границе с алюминием, что приведет к потере механической стойкости.
Какие бывают инструменты для зачистки полипропиленовых труб
Правильная зачистка для труб начинается с выбора инструмента. Его вид и конструкция зависит от типа армирования (наружный, внутренний), диаметра. Для торцевой пайки необходимо использовать специальные машины для удаления кромки. Но изделия из полипропилена редко делают диаметром свыше 60 мм. Для этого используют трубопроводы из полиэтилена.
Насадки для дрели
Для обустройства трубопровода своими руками можно купить несколько ручных зачисток для стандартных диаметров – 16, 20, 25 и 32 мм. Пример инструмента для внешней обработки – серия моделей MasterProf или Newton. Каждая рассчитана для двух диаметров, например – 20х25 или 16х20. Ножи располагаются вертикально, возможна их замена, регулирование положения.

Ручное удаление удобно для небольшого объема работ. Если это нужно сделать массово, рекомендуется приобрести специальные насадки для дрели. Они также отличаются размерами, но все рассчитаны для крепления в стандартном патроне дрели. Это оптимальные инструменты зачистки для полипропиленовых труб 20-25 мм.
Как выбрать очистку ручного типа или для дрели:
- изготовлена из инструментальной стали;
- поверхность рифленая для удобства фиксации;
- для ручных моделей длина воротка от 15 см, есть возможность его замены;
- насадки для дрели (шейвер) могут быть разных диаметров. Это достигается регулированием положения лезвий.
Дополнительный инструмент – тиски или струбцина для фиксации патрубка. Так будет удобнее обрабатывать поверхность, для удаления не нужно будет прилагать большие усилия.
Работа с торцевателем
Торцеватель необходим для зачистки торцов. Он отличается от насадок и шейверов расположением ножей. Их плоскость находится в горизонтальном положении под небольшим углом. Снимается фаска до 1 мм алюминиевой прослойки. Преимущество этого инструмента – универсальность. Он используется для выравнивания плоскости патрубков, что сказывается на точности пайки. 
Особенности торцевателей:
- возможность регулировки расположения ножей, что позволит применять одну насадку для труб нескольких диаметров;
- есть модели для ручной обработки или устанавливаемые в дрели;
- стандартные диаметры – 20/25, 32/40 и 50/63.
Глубина снятия фаски зависит от ровности реза патрубка. Часто торцеватель используется сначала для выравнивания плоскости торца, а затем для зачистки поверхности. Убирается лишь небольшая часть фольгированного слоя, что исключает его появление в месте спайки.
Зачистка наружного и внутреннего слоя: устраняем все лишнее
Для выполнения работ помимо торцевателя или устройства зачистки потребуются дополнительные инструменты – карандаш (маркер), линейка (рулетка), нож для резки полимерных трубопроводов. Зачистка для армированных труб выполняется только после составления схемы монтажа и подготовки заготовок. 
Порядок выполнения работ.
- Обрезка торца. Рез должен быть строго перпендикулярным плоскости.
- Обезжиривание. Очистить поверхность можно слабым раствором чистящего средства.
- Перед зачисткой нужно измерить посадочную глубину фитинга. Это можно сделать линейкой или рулеткой. На поверхности фитинга есть внешний показатель глубины.
- На трубе отметить высоту обработки, она должна быть на 1-1,5 мм больше, чем глубина фитинга.
- Торцевание выполняется прокруткой инструмента так, чтобы он был зафиксирован на внешней плоскости патрубка. Лезвия должны быть параллельны торцу.
Перед началом работ рекомендуется сделать несколько пробных паек. Для этого можно использовать трубные обрезки ППР. Фитинги должны быть той же марки, что и для всей системы магистралей. После сварки проверяется положение патрубка относительно плоскости фитинга, герметичность соединения.
Из-за особенностей расположения слоя фольги не всегда универсальные устройства зачистки подойдут для труб от конкретного производителя. Выход – купить торцевать у изготовителя труб или его официального представителя.
Как зачистить полипропиленовую трубу без специального инструмента
Самостоятельное изготовление зачистных устройств для полипропиленовых трубопроводов нерентабельно. Проще купить готовый инструмент. Аналогичная ситуация – делать метчик для формирования резьбы самому. Причина – сложность производства в домашних условиях.
Попытки зачистить наружный слой фольги ножом или аналогичным инструментом не приведут к желаемому результату. Невозможно вручную снять слой ПНД одинаковой толщины 2-3 мм. Нарушение геометрии патрубка приведет к неправильной сварке – сформируются полости, зазоры.
Варианты выхода из ситуации:
- отложить монтаж и заказать специальный инструмент;
- взять трубы, армированные стекловолокном, их не нужно зачищать;
- при расположении фольги внутри сечения не зачищать поверхность.
Последнее получило название «ленивая пайка». Но для ее выполнения нужно соблюдать все технологии формирования стыков – выдерживать точное время нагрева, правильно отрезать патрубок, сохраняя перпендикулярность плоскостей торца и поверхности трубы. На практике это можно сделать дома, но лучше использовать все преимущества правильной обработки.
Какую муфту использовать после зачистки трубы
После обработки внешней поверхности патрубка его диаметр уменьшается на 2 мм. Поэтому становится неясно, какую муфту можно использовать после зачистки трубы и подойдут ли стандартные модели. Для решения понадобится линейка, а лучше штангенциркуль.

Перед началом обработки замеряется внешний диаметр трубы. Если он большое от нормированного на 1,5-2 мм, то они будут удалены после зачистки. Пример: изначально внешний диаметр патрубка составил 22 мм, после обработки он стал 20 мм. Значит можно паять его в муфту со стандартным внутренним сечением.
Как исключить ошибки при подборе комплектующих для трубопровода:
- покупать элементы от одного производителя, желательно одной серии;
- изучить чертеж каждого элемента с линейными размерами;
- перед приобретением замерить внешние диаметры трубопроводов, внутренние муфт;
- методом проб узнать толщину снимаемого слоя для имеющейся модели инструмента зачистки.

С торцеванием таких проблем не возникнет, так как наружный радиус патрубка после обработки останется неизменным. Независимо от способа подготовки перед началом работ нужно сделать несколько контрольных паек. Это поможет избежать неточностей и ошибок при монтаже водопроводной системы или отопления.
В видеоматериале рассказывается об особенностях обработки полимерных трубопроводов, их видах:

О торцевании и пайке полипропиленовых труб с «центральным» армированием алюминием
Прошу помощи в следующей задаче:
Необходимо правильно выполнить торцевание и пайку полипропиленовых труи ProAqua c «центральным» армированием алюминиевой фольгой (для примера, «PP-R Трубы DUO SDR6»).
Требуется информация, предоставляемая производителем, с описанием технологии торцевания и пайки:
В частности, важно найти ответы на следующие вопросы:
1) годятся ли «обычные» насадки для пайки данных труб, или требуются какие-то особенные;
2) как правильно запаивать штробу, образующуюся после торцевания, чтобы надежно защитить алюминий от контакта с водой.
Буду признателен за ссылки на официальную документацию, иллюстрацию, видео.
А те кто ее продает не в курсе?
Андрей Сновидов , нашли у кого спрашивать, у тупых менеджеров.
К полизводителю надо поросто обратиться напрямую.
Но лучше избегать этой трубы всеми силами.
Трубу поставила Москва при «капремонте» дома. Выбора у меня нет. Нужно запаяться к тому, что уже установлено.
Глубоко сомневаюсь, что до вас кто то задавался такими вопросами. Труба не фонтан, и скорее всего её монтировали «на отвяжись», зная, что в будущем есть на кого свалить. ИМХО.
Я бы на вашем месте скорее озаботился подгонкой температуры вашего паяльника под конкретно вашу трубу, обычно так поступаю, при встрече с «незнакомкой» 
KAPSLOK написал:
1) годятся ли «обычные» насадки для пайки данных труб, или требуются какие-то особенные;
Для пайки таких труб используется обычный паяльник для РР
KAPSLOK написал:
2) как правильно запаивать штробу, образующуюся после торцевания, чтобы надежно защитить алюминий от контакта с водой.
Перед сваркой РР труб c «центральным» армированием алюминиевой фольгой требуется использовать зачистку-торцеватель.
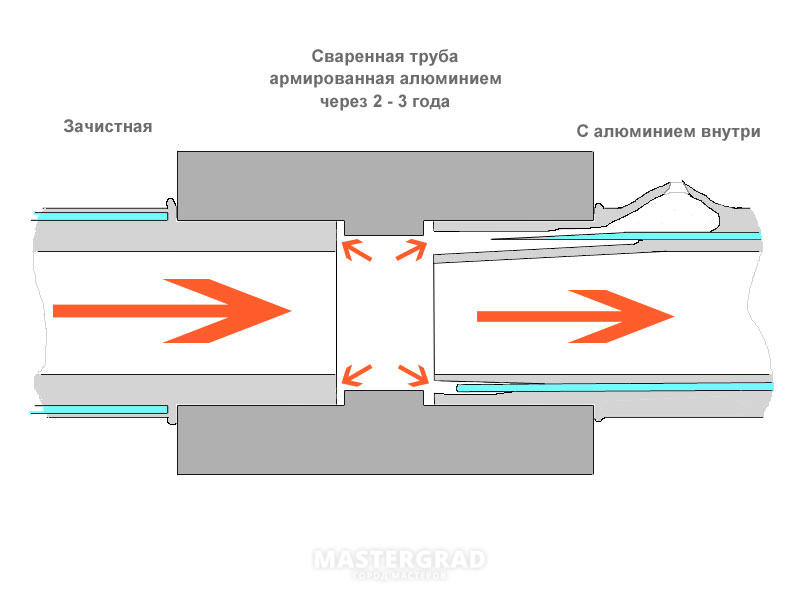
Этим торцевателем как раз и удаляется фольга с торца трубы, что позволяет добиться герметичного шва при сварке и тогда монолитно спаянный стык не даёт встречному потоку расслоить трубу.
Если вы считаете, что компетентность стоит дорого, у вас всегда есть шанс попробовать некомпетентность.
KAPSLOK написал:
Нужно запаяться к тому, что уже установлено.
Тогда нужно купить специальную торцевую зачистку и производить сварку, вставляя трубу и фитинги в насадки и друг в друга по нанесённым меткам глубины.
KAPSLOK написал:
Трубу поставила Москва при «капремонте» дома. Выбора у меня нет. Нужно запаяться к тому, что уже установлено.
KAPSLOK , Как думаете, те кто уже все закапремонтил, заморачивались такими вопросами? Хорошо если температурный режим выдерживали.
Technik-san написал:
Этим торцевателем как раз и удаляется фольга с торца трубы, что позволяет добиться герметичного шва при сварке и тогда монолитно спаянный стык не даёт встречному потоку расслоить трубу.
- нужно торец отрезать строго перпендикулярно + контролировать насколько труба в фитинг входит + Т нагрева, + Т. слишком много условий для того чтобы их соблюсти тому контингенту что там работает. ИМХО труба с внутренним армированием- продукт маркетинга. Продать сейчас, а отвечает пусть монтажник. Расхлебывает- потребитель.
Что интересно, так это то что когда эта труба появилась, к ее достоинствам причислялось отсутствие необходимости зачистки от фольги при сохранении преимуществ армированной фольгой трубы. В результате обернулось геморроем для монтажника.
И как проконтролировать качество запайки пусть даже заторцованного алюминия ? НИКАК. Время покажет, ага..
АлекСАН_dr , + проконтролировать строгую соосность прогрева (проплавления) и последующей стыквки, что в некоторых неудобных положениях почти невозможно.
KAPSLOK , я бы рекомендовал заменить трубу на обычную армированную, которая под зачистку алюминия, работает она уже десятилетиями на отоплении и без потери эластичности. Это, чтобы к вам потом претензий небыло, если что случись. Скажете дороговато? отвечу, как бы потом дороже не вышло.
по 15 лет стоят на общественных объектах без торцевания — ничего не течет. Valtec
Если не ошибаюсь, Эгопласт был владельцем марки Проаква или дистрибьютором. Сейчас он называется Егоинг. Вот с его сайта нашёл:
Если будет негерметичность в торцовке, то давление полезет под наружную шкуру, для отопления от котельной страшновато.
Воздержусь от применения.
Коллеги, я получил следующий ответ на свой вопрос из Компании «Эго Инжиниринг»:
_Для торцевания труб полипропиленовых армированных алюминием посередине PRO AQUA PPR DUO SDR 6 используются специальные торцеватели (PP-R Зачистка (для среднего слоя) торцеватель). Торцеватель устанавливается на трубу и вращается. При торцевании удаляется на глубину 2-3 мм средний алюминиевый слой стенки трубы, что обеспечивает сплавление наружного и внутреннего слоев стенки трубы и закрытию среднего алюминиевого слоя. А это предотвращает его коррозию и, как следствие, расслаивание слоёв в процессе эксплуатации.
Для сварки таких труб после торцевания не требуются специальные насадки, используются обычные насадки для сварки полипропиленовых труб.
Торцеватель для металлических и полипропиленовых труб

Применение труб в составных металлоконструкциях весьма выгодно: трубы придают соединениям повышенную прочность и жёсткость, одновременно снижая массу узла. Однако сопряжение труб между собой трудоёмко, и требует специальной подготовки торцов. Эту работу можно облегчить, используя специальные приспособления – торцеватели для труб.
Принцип действия торцевателя для металлических труб
Задача торцевателя труб – минимизировать зазоры, которые неизбежно получаются при подгонке торцов вручную, а также придать сварному соединению достаточную эстетичность.
Известно, что при соединении и врезке стальных труб, в зависимости от угла их взаимного наклона и диаметра кривая взаимного сопряжения может быть параболой, дугой или даже прямой. Поэтому аналитическим расчётом выполнить удачное сопряжение очень сложно. Проблему можно решить пространственным 3D-моделированием, используя известные программы КОМПАС или AutoCAD, однако на практике поступают иначе.
В серийном производстве торцевание труб производят при помощи фрезерного станка, оснащённого делительной головкой. Метод точен, однако требует наличия соответствующего оборудования, которое не всегда имеется в распоряжении домашнего мастера. В то же время, располагая мощной дрелью по металлу (от 1000 Вт) и корончатой фрезой, можно быстро отпрофилировать торец любой трубы.

Промышленные варианты таких приспособлений в специальной литературе именуются tube notcher (прорезатели пазов, хотя способны выполнять и криволинейные контуры).
Торцеватель для труб включает в себя:
- Вал, на одном из концов которого имеется посадочное место под патрон дрели, а на втором – посадочное место под корончатую фрезу.
- Подшипниковый узел, вращаясь в котором, вал получает необходимую жёсткость.
- Корпус, иногда — с тисками для зажима трубчатой заготовки.
- Поворотное приспособление, при помощи которого заготовку можно располагать под необходимым углом.
- Регулировочный винт.

При помощи рассматриваемых торцевателей можно выполнять сопряжения труб диаметром 6…75 мм, чего в большинстве случаев бывает вполне достаточно. Диапазон изменения углов сопряжения составляет от 45 до 210 0 . Следует отметить, что корончатая фреза в комплект устройства не входит.
Для обработки длинных труб используются ручные торцеватели труб с цепным зажимом, а для коротких изделий опорная и направляющие части устройства совмещаются в одном узле. Безопасность работ обеспечивается наличием стопорных колец, которые ограничивают продольное перемещение вала.
Вал является наиболее конструктивно сложным элементом торцевателя. Во-первых, он должен получать продольное перемещение по мере внедрения фрезы в металл трубы. Во-вторых, при фрезеровании создаются вибрации, которые обусловлены резким колебанием вращающего момента базового электроинструмента. Поэтому вал изготавливается полированным, имеет скользящую посадку высокого квалитета точности, а применяемые подшипники – игольчатого типа, которые допускают компенсацию осевых и радиальных нагрузок.

Цена таких устройств от 8000 до 50000 руб. Вместе с тем все торцеватели для труб размерной линейки ТТ – достаточно компактные приспособления, которые закрепляются в патроне токарного станка. Аналогично закрепляется и электродрель. При обработке труб небольшого диаметра устройство можно упирать прямо в пол мастерской.
Торцеватель трубы своими руками
При массовом производстве фасонно профилируемых труб (например, в спортивных авто- и мотомастерских, либо на сантехнических ремонтных участках) ручной торцеватель труб можно изготовить и самостоятельно. Для этого исходная схема торцевателя, которая приведена на рисунке, делается под имеющиеся в распоряжении домашнего мастера заготовки.
 Конструкция состоит из следующих деталей:
Конструкция состоит из следующих деталей:
- Основания, в котором выполняются фрезерованные пазы для установки зажимного приспособления. В свою очередь, форма основания может быть адаптирована под имеющийся верстак, рабочий стол и т. д.
- L-образного кронштейна с тремя продольными пазами, наличие которых позволяет фиксировать в приспособлении трубы разного диаметра.
- Ползушки с регулировочным и зажимным винтом.
- Сменной прижимной лапки.
- Скобы, которая винтами прижимает лапку к ползушке.
- Подшипникового узла.
- Поворотного рычага, который служит опорной поверхностью для подшипникового узла.
- Вала, конструктивно не отличающегося от аналогичной детали промышленных торцевателей.

Для изготовления вала можно использовать переднюю стойку амортизатора легкового автомобиля (например, ВАЗ – их легче достать в автосервисе). Кроме того, марка стали стойки амортизатора по своим прочностным и эксплуатационным характеристикам вполне соответствует требованиям жёсткости для качественного торцевания стальных (и, тем более – алюминиевых) труб. Для направления вала пригодны направляющие самой стойки: они имеют поверхностное износостойкое покрытие на основе антифрикционных сплавов. Торцы стойки, естественно подлежат дополнительной обработке – под крепление в патроне дрели, и под установку корончатой фрезы.
В направляющие следует впрессовать игольчатые подшипники, размер которых подбирается по габаритам направляющих. Два подшипника, установленные в направляющую от цилиндров возвратного хода списанного гидропресса, обеспечат нужные жёсткость и параллельность основного рабочего узла торцевателя. Подшипники устанавливаются одновременно с обоих торцов корпуса.
 К имеющимся советам относительно установки фторопластовых направляющих стоит отнестись скептически, поскольку несущая способность фторопласта значительно ниже, чем подшипников.
К имеющимся советам относительно установки фторопластовых направляющих стоит отнестись скептически, поскольку несущая способность фторопласта значительно ниже, чем подшипников.
Для изготовления прочих элементов самодельного торцевателя для труб можно использовать профильный прокат – уголки или швеллеры соответствующего размера. Профилирование и изготовление пазов лучше выполнить на координатно-фрезерном станке, гарантировав тем самым их точность и параллельность. Не составит труда изготовить и зажимное устройство, для чего пригодна новая струбцина с необходимым диаметром и длиной.
Поворотный рычаг должен иметь достаточную жёсткость, поэтому для его изготовления необходимо использовать полосу толщиной не менее 12…16 мм. На той части корпуса, где устанавливается поворотный рычаг, стоит нанести угловые риски, по которым легче позиционировать трубу.

Торцеватель для полипропиленовых труб
Необходимость в обработке торцевых элементов таких труб обусловлена следующим:
- Низкой долговечностью армированных полипропиленовых труб, особенно при значительных температурных перепадах;
- Обеспечение более прочного соединения армированной трубы с деталями арматуры, для чего необходимо удалять часть алюминиевой фольги;
- Для труб из стекловолокна, где армирующий алюминий всегда располагается посередине стенки трубы.
Торцеватель для полипропиленовых труб, имеющих армирование, включает в себя:
- Две муфты с размерами, позволяющими выполнять зачистку концов труб разного диаметра (обычно от 16 до 120 мм).
- Сменные стальные ножи.
- Пару поворотных рукояток.
- Алюминиевый корпус.
- Насадку на электродрель (шейвер).

Шейвер необходим для внешнего торцевания труб. Он состоит из двух частей – направляющей, которая изготавливается из прочного дюралюминия марки Д16Т и твёрдосплавной, режущей части. При внедрении в трубу, последняя опирается на направляющую, после чего включается дрель (можно использовать и перфоратор) и производится вырезка части армирующего слоя трубы. Поскольку шейвер имеет определённую длину, то торцевание для разных труб всегда производится на одно и той же длине, что облегчает их последующее соединение.
Цена торцевателя-насадки для полипропиленовых труб зависит от диаметра, и составляет 400…2000 руб. Торцеватели ручного типа дешевле: от 250 до 800 руб.

Шейвер для зачистки полипропиленовых труб своими руками

Рынок строительных материалов предлагает большой выбор труб из полимерных материалов.
Успехи органического синтеза позволили создать материалы, показывающие прекрасные эксплуатационные характеристики.
Популярностью пользуются изделия из полипропилена – каждая вторая квартира или частный дом имеют водопровод или отопление из таких труб.
Техническое описание
 Современные технологии позволили создать прочный, легкий материал, который не подвержен коррозии, имеет хорошие прочностные характеристики, не реагирует с агрессивными средами.
Современные технологии позволили создать прочный, легкий материал, который не подвержен коррозии, имеет хорошие прочностные характеристики, не реагирует с агрессивными средами.
Небольшая цена, малый вес, простота монтажа обуславливают повсеместное применение полипропиленовых труб (что такое трубопроводная арматура).
Промышленность выпускает несколько типов изделий, одни из которых, содержат армирующий слой снаружи или внутри трубы.
Качественная спайка таких моделей возможно только в случае зачистки торцов от алюминиевой фольги.
В работе используются два типа шейверов:
- ручные,
- автоматические.
Первые, применяют при выполнении разовых операций, второй, способен зачищать трубы в больших объемах, что, характерно, для крупных строительных компаний (опоры и крепление технологических трубопроводов).
А что вы знаете про принцип работы канализационной насосной станции? Подробное техническое описание промышленного и бытового оборудования опубликовано в полезной статье.
Про эффективность аэрационные колонны для обезжелезивания воды прочитайте на этой странице.
Необходимость армирования
Водопровод или отопительная система из полипропилена кроме достоинств имеет несколько существенных недостатков.
Несмотря на способность передавать воду с температурой 90-95 градусов и выдерживать кратковременный нагрев до 100 градусов, полимер обладает большим коэффициентом теплового расширения (про технологию монтажа металлопластиковых труб прочитайте в этой статье).
Гибкая структура позволит изделию восстановить форму при понижении температуры.
Но такая ситуация может стать критичной при скрытой прокладке трубопровода в стенах или под полом.
Добавление в состав изделия слоя стекловолокна или алюминиевой фольги позволит уменьшить тепловое расширение и избежать деформации при нагреве.
Армирование помогает на линейных участках трубопровода, но в соединениях фольга отсутствует. Это приводит к размягчению полимера при температурах выше 100 градусов.
 В таких местах возможен прорыв коммуникаций, поэтому применение армированных изделий не рекомендовано для промышленных трубопроводов.
В таких местах возможен прорыв коммуникаций, поэтому применение армированных изделий не рекомендовано для промышленных трубопроводов.
Для усиления труб используют:
- стекловолокно.
Конструктивно труба состоит из двух слоев полипропилена и среднего слоя из комбинации стекловолокна и полимера.
Такие изделия не нуждаются в зачистке торцов перед сваркой; - алюминиевую фольгу.
Популярный вид армирования.
Производители выпускают трубы с разной толщиной фольги.
Чаще встречаются полипропиленовые трубы, армированные стекловолокном (характеристики) с толщиной слоя 0,1-0,5 миллиметров.
Слой металла может располагаться внутри изделия или покрывать трубу снаружи.
Для чего нужна зачистка торцов
В процессе зачистки армированного изделия убирается металлический слой в месте будущего соединения с муфтой или фитингом.
Необходимость внешней зачистки возникает при использовании армированных труб с внешним слоем фольги. Без удаления армирования, спаять трубы, невозможно.
Для удаления металла с поверхности применяют специальный инструмент (какой нужен для монтажа труб из сшитого полиэтилена, написано здесь), которым зачищают изделие на глубину, необходимую для проведения сварки.
А известно ли вам, насколько законна установка заглушек на канализацию должникам? Про ответственность самовольного демонтажа пробки из стояка написано в полезной статье.
Про отвод стальной крутоизогнутый 90 градусов написано здесь.
Использование труб с внутренним расположением фольги потребует шейвер для удаления слоя внутри трубы.
Это позволит избежать контакта алюминия с водой в месте соединения.
Взаимодействие с горячей водой, поступающей из накопительного, настенного газового водонагревателя (прочитайте здесь про способы обвязки) приводит к электрохимическому взаимодействию на поверхности металла и разрушению армирующего слоя.
Используемый инструмент
Удаление армирующего материала проводится инструментами нескольких типов:
- ручные торцеватели,
- насадки для дрелей,
- автоматические модели.
Ручной шейвер снабжают съемными или цельными ручками.
 Насадка для дрели занимает место бура.
Насадка для дрели занимает место бура.
Использование механического шейвера потребует осторожности и внимательности – излишние усилия легко повреждают трубу.
Для зачистки нужны:
- простой карандаш – потребуется для разметки границ зачистки;
- ножницы для полипропиленовых труб (монтаж водопровода);
- аппарат для сварки полипропиленовых изделий;
- шейвер любого типа.
Шейверы для удаления алюминиевой фольги производят из высокопрочных видов нержавеющих сплавов.
Форма и материал рукояток позволят комфортно работать с изделиями разных диаметров.
Двухстороннее исполнение ручных моделей позволят работать с трубами двух диаметров.
 Такой подход позволил сделать шейвер более универсальным и недорогим.
Такой подход позволил сделать шейвер более универсальным и недорогим.
Каждая модель имеет в комплекте запасные режущие элементы.
Для зачистки наружного армирования применяют муфту соответствующего размера с внутренними ножами.
Изделие одевают на торец трубы и плавно вращают по часовой стрелке. Получается ровная, гладкая поверхность без фольги.
Алюминий, расположенный снаружи, удаляется в течение 10-15 секунд. На удаление внутреннего армирования потребуется больше времени.
В этом случае используют торцеватели. Режущие элементы в таком устройстве располагаются на внутреннем торце.
Торцеватель одевают на край трубы, совершают 3-4 вращательных движения по часовой стрелке.
Двигаясь вдоль трубы, устройство удаляет слой фольги. Зачистив трубу на нужную длину, приступают к сварным работам и монтажу (видео про пластиковые трубы посмотрите тут).
Насадки для дрели изготавливают для одного диаметра труб.
 Для работы с таким инструментом необходимо заранее приготовить нужные насадки.
Для работы с таким инструментом необходимо заранее приготовить нужные насадки.
Использование дрели позволит увеличить скорость зачистки, количество обработанных труб и производительность труда.
Насадка способна работать, как с внешним армированием, так и с внутренним.
Как выбрать
Хотите узнать, как безупречно зачистить торец трубы перед сваркой, посмотрите видеоролик.

Понравилась статья? Подписывайтесь на обновления сайта по RSS, или следите за обновлениями В Контакте, Одноклассниках, Facebook, Google Plus или Twitter.
Зачем нужна зачистка для полипропиленовых труб?
 Зачистка для полипропиленовых труб применяется для качественной сварки изделий, армированных алюминиевой фольгой. В процессе работ снимается слой полимера и алюминия на глубину, необходимую для соединения трубы с фитингом. При этом счищенные края коммуникаций остаются гладкими и ровными. Шейверы для зачистки бывают нескольких видов. Простые ручные инструменты хорошо подходят для выполнения разовых работ, а автоматические конструкции позволяют обрабатывать изделия в промышленных масштабах.
Зачистка для полипропиленовых труб применяется для качественной сварки изделий, армированных алюминиевой фольгой. В процессе работ снимается слой полимера и алюминия на глубину, необходимую для соединения трубы с фитингом. При этом счищенные края коммуникаций остаются гладкими и ровными. Шейверы для зачистки бывают нескольких видов. Простые ручные инструменты хорошо подходят для выполнения разовых работ, а автоматические конструкции позволяют обрабатывать изделия в промышленных масштабах.
Зачем понадобилось армирование?
Полипропиленовые коммуникаций имеют множество достоинств и ряд недостатков при их применении.
Они хорошо подходят для транспортировки горячего и холодного водоснабжения. Выдерживают температурный режим до 95 градусов. Допускаются кратковременные перепады температур.
В то же время, полипропилен обладает большой степенью теплового расширения. Благодаря особой гибкости, материал способен восстанавливаться при нормализации ситуации. И все же деформация, даже временная, крайне нежелательна, особенно когда конструкция прокладывается внутри стен.
Чтобы избежать аварийных ситуаций, стали производить армированные трубы для водоснабжения.  Благодаря армировке коммуникации расширяются и не деформируются при высоких температурах воды.
Благодаря армировке коммуникации расширяются и не деформируются при высоких температурах воды.
Но в некоторых случаях, даже эти трубы могут подвести. Во время транспортировки воды свыше 100 градусов, полипропилен, в местах соединения с фитингом, может размягчиться. Это приведет к порыву водопровода.
Для промышленного водоснабжения армированные трубы применять не рекомендуется.
Армирование труб из полипропилена бывает двух видов:
- армированные стекловолокном — не требуют зачистки. Они представляют собой трехслойную конструкцию. Два слоя — наружный и внутренний, состоят из полипропилена, а средний слой составляет смесь полимера и стекловолокна.
Зачем нужно зачищать армированные трубы?
Зачистка армированных полипропиленовых труб нужна для того, чтобы убрать слой армировки с той части конструкции, где будет производиться спаивание отрезков труб и фитингов.
Внешняя зачистка. Этот тип работ применяется, когда алюминиевый слой находится на поверхности трубы. Если не зачистить металлическую часть, то невозможно будет сварить отрезки труб. Поэтому, применяя специальный инструмент, необходимо снять поверхность трубы с алюминием на глубину, необходимую для качественного соединения фитинга и отрезков труб.
 Если алюминиевая фольга находится внутри материала, то применяется шейвер для зачистки металла внутри полости. В этом случае зачистка применяется для того, чтобы металл не вступал в контакт с водой в местах соединения труб и фитингов. Если произойдут нежелательные последствия, внутри коммуникаций начнутся электрохимические процессы, которые приведут к коррозии и разрушению армирующего слоя.
Если алюминиевая фольга находится внутри материала, то применяется шейвер для зачистки металла внутри полости. В этом случае зачистка применяется для того, чтобы металл не вступал в контакт с водой в местах соединения труб и фитингов. Если произойдут нежелательные последствия, внутри коммуникаций начнутся электрохимические процессы, которые приведут к коррозии и разрушению армирующего слоя.
Инструменты для зачистки полипропиленовых труб
Для зачистки армированных труб применяются несколько видов инструментов. Это может быть торцеватель для ручных работ, а также специальные насадки для использования дрели. Ручные шейверы снабжены съемными или несъемными рукоятками для удобства их использования. А насадки, которые предназначены для дрелей, вставляются вместо бура.
Работа с механическим инструментом требует особой осторожности, потому что полипропилен – материал эластичный, его легко повредить.
Для проведения работ потребуются:
- карандаш для разметок уровня зачистки;
- ножницы для пластиковых изделий;
- специальный сварочный аппарат;
- сам зачистной инструмент для полипропиленовых труб
Инструмент, предназначенный для зачистки полипропиленовых конструкций, изготавливается из высококачественной нержавеющей стали посредством опрессовывания. В приспособление устанавливаются ножи, сделанные из высоколегированной стали. Для работы с ручными инструментами предусмотрены удобные ручки.
Ручные зачистные инструменты изготавливаются двухсторонними, для двух разных диаметров труб. Это делает приспособление универсальным и более дешевым по стоимости. С каждым ручным инструментом идут запасные ножи. Для того чтобы снять наружный слой алюминия, можно применить муфту со специальными ножами внутри. Она надевается на конец отрезка трубы, плавно проворачивается. Срез получается ровный и гладкий.

Ручные зачистки для полипропиленовых труб
Процесс ручной зачистки для удаления наружного слоя занимают только несколько секунд.
Чтобы удалить армировку в среднем слое, применяется торцеватель. Лезвия у этого инструмента расположены с внутреннего торца. Торцевая зачистка для полипропиленовых труб происходит так: приспособление надевается на трубу, делаются три-четыре оборота, которые освободят материал от фольги. После этого можно начинать сварку аппаратом.

Зачистной инструмент под дрель выпускается только для одного размера армированных труб. Но благодаря механической обработке труб, увеличивается объем выполненных работ и производительность. Насадки для дрели позволяют удалить как внутренний, так и наружный слой фольги. Они располагаются на месте биты и подбираются в соответствии с видом покрытия армированного слоя.
Необходимо тщательно контролировать процесс работы, чтобы не повредить само изделие.
Пайка полипропиленовых труб
Кажется, что уже столько и многими написано обо всех аспектах сварки ПП-Р труб, что данную тему давно можно считать закрытой. Но в процессе общения с монтажниками понимаешь, что сарафанное радио оказывает большее воздействие на технику монтажа, чем указания по сварке на коробках с продукцией, здравый смысл, рекомендации производителей и множество технических пособий.
Что ж, предлагаем вернуться к вопросу и обстоятельно, с самого начала пройтись по нему, сперва разобравшись со свойствами материала, а уже затем перейдя непосредственно к самой пайке и её особенностям.
Специфика пайки труб из полипропилена
Начнем с того, что полипропилен — это пластик, а этот материал имеет разные температуры плавления и сварки. Например, у ПВХ температура сварки меньше, чем температура плавления. Для группы же труб из напорного полипропилена температура сварки составляет 260 ⁰ C .
Основной и важнейший критерий тут — соблюдение этой температуры: превышение способствует перегреву материала, повышенной текучести и деградация сырья в зоне нагрева. Поэтому чем качественнее у Вас будет сварочный аппарат, тем меньше вероятная погрешность в температуре сварки. У профессиональных моделей она составляет 0,5 ⁰ C . Сколько она будет у китайских и простых турецких, известно только их производителям (и то – не факт).
Если монтаж – Ваш хлеб, а каждое соединение – Ваша репутация, то Вы просто обязаны задумываться о выборе для себя самого лучшего инструмента! Так как это напрямую Ваши гарантии положительных отзывов по проделанным заказам и увеличение репутационных шансов на получение новых.
Чистота самой трубы – фактор про который многие почему-то забывают, а зря: естественно, если материал у Вас в грязи, то эта самая грязь вполне может попасть в место стыка, и он получится не качественным. То же самое относится и к трубам, которые лежали на солнце, и под действием ультрафиолета у них повредился внешний слой. Его надо убрать или взять новую трубу, так как, сняв часть старой, у Вас могут возникнуть сложности по её сварке из-за недостаточности наружного диаметра.
Помним про глубину соединения, – ведь именно контроль за ней поможет убрать заужения диаметров и избежать малой площади соединения.
Общее описание технологии
Полифузионная раструбная сварка является самым простым и надежным способом для соединения полипропиленовых труб и фасонных изделий (фитингов, соединительных деталей). Спаять материал между собой простая, но крайне ответственная задача. Способ при этом, по сути, один, но важен фактор соблюдения технологии — безответственный подход к которой чаще всего влечет за собой различные дефекты и соответствующие повреждения сварочных стыков.
Паяльные инструменты, машины для сварки труб
Необходимые инструменты для сварки:
Сварочный аппарат для раструбной сварки и насадки. Основные требования к данному оборудованию — надежность, а значит и отсутствие такой проблемы как регулярный ремонт некачественного инструмента, ведь ремонт – простой монтажа. И, конечно же, необходимо не забывать об обеспечении правильного температурного режима;
Ножницы или труборез, специально предназначенные для резки полипропиленовых труб. Вообще это два разных инструмента. Первые отличны от тех, что используются для Pex и металлопластиковых систем. У них должно быть широкое жесткое лезвие, которое будет с помощью храпового механизма без труда разрезать трубу диаметром до 32 мм. Для больших размеров уже лучше иметь резак, который функционирует запускаемым при вращении дисковым ножом. Он позволяет без потери сил резать трубу диаметром 110 мм с толщиной стенки до 20 мм, главное — поставить опциональное лезвие для пластиковых труб вместо медных.
Тряпка или салфетки. Трубопровод необходимо очистить от грязи. Чтобы место стыка было без мусора, хотя бы после резки;
Спирт для обезжиривания или аналогичный по действию состав. Думается, наличие спирта в перечне необходимого легко объяснимо – отметить начало монтажа и сплотить коллектив. На самом деле все просто – обязательная очистка места стыка от масляно-жировых следов;
Рулетка или метр. Отмерить нужный кусок трубопровода или глубину соединения, чтобы труба попала в фитинг ровно на то расстояние, которое требуется. Ни больше ни меньше;
Маркер или специальный карандаш, позволяющий оставлять разметку на трубе;
Нож с коротким и острым лезвием. Снять заусенцы при резке и фаску, которая позволит сделать соединение пластика максимально качественным.
Процедура сварки труб
Метод сварки идентичен для труб и фитингов всех производителей, это обуславливается идентичными физическими свойствами материала. Различие лишь в том, что работа с большими диаметрами требует не только сноровки, но и дополнительного оборудования.
Инструкция по работе со всеми видами ППР труб далее по тексту.
а) Сварка полипропиленовых труб и фитингов диаметрами от 20 до 40 мм:
Установить, если это возможно, сварочный аппарат на ровную поверхность или верстак;
Закрепить на сварочном аппарате насадки необходимого размера. Проверить чистоту насадок, при необходимости протереть их тканью;
Установить на терморегуляторе сварочного аппарата температуру 260 °C;
Включить сварочный аппарат, нажав кнопку включения;
Отрезать трубу необходимой длины;
Очистить и обезжирить свариваемые поверхности;
На нагретую насадку сначала надеть фитинг, а затем трубу. Обе части нагреваем в течение времени, указанного в Таблице 1;
После окончания времени нагрева снять обе детали с насадок;
Соединить трубу и фитинг медленным, равномерным движением без осевого смещения. Сваренную трубу и фитинг необходимо зафиксировать в течение 20 секунд.








