
Сварка труб полипропилена с полиэтиленом
Технология сварки полипропиленовых полиэтиленовых труб

Технология сварки полипропиленовых труб достаточно тонкая и трудоемкая работа, поэтому прежде чем к ней приступить стоит разобраться в особенностях данного материала, в его специфике и эксплуатационных характеристиках. Трубы из полипропилена начали производить еще 15 лет назад, но мы смогли ощутить все преимущества совсем недавно. Сейчас же трубы и другие элементы сантехники из этого материала продаются «чуть ли не на каждом углу».
Содержание
Полипропилен – общие сведения ↑
Для производства труб применяется модификация полипропилена, так называемый «сополимер рандом», обладающий целым рядом таких преимуществ:
- гибкость;
- высокая механическая прочность;
- высокая стойкость к агрессивным средам;
- широкий диапазон температурной устойчивости;
- не растворим в воде, а потому экологически безопасен;
- не деформируется при низких температурах;
- отсутствие адгезии на поверхности каналов;
- монолитные сварные соединения;
- низкая теплопроводность.

Сварка труб позволяет быстро создавать трубопровод любой конфигурации
Этот список можно продолжать и продолжать, здесь указаны только основные преимущества рандом-сополимера. Его основным положительным качеством, которое перевесит все минусы, является экологичность. Полипропилен не влияет на качество воды и вообще в большинстве случаев является химически нейтральным веществом. Показателем экологичности полипропилена является, то, что из него делают пищевые упаковки, одноразовую посуду и даже медицинское оборудование. Плюс ко всему он является долговечным материалом, трубы из него служат минимум 50 лет, и это не голословная цифра. Она была подтверждена многочисленными экспериментами в ведущих европейских лабораториях.
Особенности трубопровода из полипропилена ↑
Сейчас идет массовая замена старых железных труб, которые уже пережили 3, а то и 4 срока своей годности, на современные пластиковые трубы. Технология сварки труб из полипропилена настолько доступна, что 70% всех работ связанных с заменой или прокладкой новых трубопроводов выполняются из этого материала. Пластиковые трубы значительно дешевле железных, но по сроку эксплуатации эти два материала несопоставимы, к тому, же трудозатраты для создания пластикового трубопровода значительно меньше. На цену также влияет вес материала, он очень мал, а потому затраты на транспортировку тоже малы.
На сегодняшний день разработана целая технология сварки труб, она включает в себя спайку труб разного диаметра и всех необходимых видов соединений:
- обводов;
- включений;
- поворотов;
- американок;
- запорных и крепежных арматур и т.д.

Инновационная технология сварки пнд труб обеспечивает высокотехнологичное соединение различных компонентов
Комплектация пластиковых труб имеет большое количество дополнений, позволяющих собрать систему любой сложности, формы и конфигурации. Единственным минусом трубопроводов из полипропилена является их необратимость, то есть демонтаж системы исключен, так сказать «на века».
Важно! Спаянное или сваренное соединение не может быть разъедено, а деталь использована дважды. Поэтому при работе с этим материалом нужно иметь холодный ум и твердую руку, а также обязательно необходим эскиз будущей системы водоснабжения или отопления.
Понять смысл процесса сварки пластиковых труб способен каждый, но в этом деле новичкам везет не всегда, так как спешка и невнимательность являются первыми врагами любого мастера. При работе с пластиковыми трубами, впрочем, как и с любым другим стройматериалом, самым главным правилом является: «Семь раз отмерь – один раз спаяй».
Спайка пластиковых труб ↑
В соответствии с современными стандартами и понятиями, процессом сварки называют топохимическую реакцию, в процессе протекания которой происходит разрыв связей в исходных веществах и образование новой химически стабильной связи. В результате успешного протекания реакции два пластиковых элемента образовывают прочное монолитное соединение. В основном технология сварки полиэтиленовых труб не отличается от спайки полипропиленовых, разница лишь в размерах, инструментах и назначении будущей системы. Также и технология сварки ПНД труб схожа с процессами спаивания других видов пластиковых изделий. Для наглядности попробуем разобраться с нюансами сварки полипропиленовых труб, и тогда все станет ясно.

Сварки труб из пропилена и полиэтилена требует от исполнителя аккуратности и сноровки
Необходимые инструменты ↑
Первое без чего нельзя обойти – это сварной аппарат, по своему принципу действия мало чем отличается от утюга или паяльника, разве что внешним видом. Паяльник (так сварной аппарат называют рядовые пользователи) состоит из:
- терморегулятора;
- нагревательной плиты;
- держателя или ручки.
Нагревательная плита имеет два отверстия, позволяющих прикрепить к ней спаивающие элементы. Так как принципом соединения полипропиленовых труб является сваривание самой трубы, с какой либо конструктивной деталью, то и пара спаивающих элементов, естественно, имеют разный размер. Самыми распространенными являются трубы диаметрами 20 и 32 мм.
Стандартный набор паяльника имеет четыре комплекта спаивающих насадок:20, 25, 30 и 40 мм, это позволяет спаять любые трубы бутового назначения, например, для водоснабжения или отопления. Спаивающие насадки выполнены из обычного железа, которое покрыто специальным тефлоновым слоем, позволяющим избежать прилипания пластика к поверхности элемента.

Все что необходимо для производства сварки полипропиленовых и полиэтиленовых труб
Обратите внимание! В комплекте со сварным аппаратом, также имеется краткое руководство пользователя, следуя рекомендациям которого можно легко освоить процесс спайки пластиковых труб.
Процесс сварки — этапы и особенности ↑

Процесс сварки, где:
1 – раструб фитинга;
2 – фаска на торце трубы;
3 – ограничительный хомут или метка.
- Труборезом или специальными ножницами необходимо обрезать трубу строго под углом 90°.
- Конец трубы и другую конструктивную деталь будущей системы необходимо очистить от грязи и пыли, обезжирить (спиртом) и высушить. Если труба имеет алюминиевую прожилку, то она называется стабилизированной, и она предназначена для систем подачи горячей воды или отопления. Тогда алюминиевую прослойку необходимо убрать шейвером.
- На трубу от ее края наносится отметка равная глубине ответной детали и еще плюс 2 мм. Иногда бывает, что размер насадок паяльника не позволяют вставить в них трубу, больше чем требуется для пайки.
- Насадка, имеющая меньший диаметр называется дорн, больший – гильза. Так вот, трубу необходимо вставить в гильзу, а ответную конструктивную деталь надеть на дорн.
- Выдержать время нагрева от 10 до 15 секунд, после чего снять составные элементы с паяльника и соединить их между собой. Если превысить время нагрева, то пластик просто растечется по паяльнику.
- После спаивания важным моментом является выдержка определенного технологией времени охлаждения. По его истечении происходит фиксация, затем затвердевание и в результате образование монолитного полипропиленового соединения (шва).
Важно! Нагретые детали категорически запрещается прокручивать вокруг своей оси, соединять их надо быстрым и уверенным движением, соблюдая при этом соосность элементов.
В заключении ↑
Самое главное не спешить, быть внимательным и осторожным, так как весь процесс сопровождается использованием электрической энергии, которая в неумелых руках, иногда, является даже оружием. Процесс пайки пластиковых труб требует постоянной практики, если ее по роду деятельности приобрести не удается, то лучше в этом случае обратиться к специалистам.
Как сваривают листы полипропилена и трубы из него
В последние годы металлические трубы всё чаще замещаются более удобными в эксплуатации пластиковыми (пропиленовыми) изделиями. Технология сварки полипропиленовых труб позволяет получить качественные соединения и продлить эксплуатационные сроки канализационных сетей до 50 лет.
При этом составляющие их трубы и соединительные элементы практически не разрушаются со временем, мало весят и позволяют собирать трубопроводы самостоятельно (без привлечения специалистов).
Какое оборудование применяют
 Для того чтобы сварить полипропиленовые трубы своими руками от исполнителя потребуется умение обращаться со специальным инструментом, а также наличие определённых навыков работы с пластиковыми материалами.
Для того чтобы сварить полипропиленовые трубы своими руками от исполнителя потребуется умение обращаться со специальным инструментом, а также наличие определённых навыков работы с пластиковыми материалами.
Для состыковки полипропиленовых труб разработан специальный метод, называемый полифузионным термическим свариванием. Суть этого способа сварки заключается в нагреве срезов полипропиленовых труб до фиксированной температуры и последующем быстром их соединении.
Для предварительного нагрева мест сочленения применяется специальное устройство, называемое в просторечье «паяльником». Аппарат для сварки полипропиленовых изделий (паяльник) нередко оснащается двумя нагревательными элементами, позволяющими обустраивать сразу пару стыков.
Для каждого из рабочих мест предусматривается отдельный узел управления с включателем, а их мощности достаточно для расплавления труб и фитингов заданного диаметра.
Не рекомендуется работать на двух нагревательных элементах сразу, поскольку можно перегреть пластик, а также сильно перегрузить сеть. Второй элемент обычно используется в качестве резервного, включаемого в случае неисправности первого.
В тех случаях, когда паяльник имеет два нагревательных контура – их одновременное включение допускается лишь непосредственно перед сваркой полипропиленовой трубы. Такой приём позволяет быстрее разогреть сварочный элемент до требуемой температуры, после чего один из двух контуров просто отключается.
Порядок работ
 Оборудование для сварки трубы из полипропилена не требует специальных навыков и позволяет быстро освоить основные приёмы сплавления.
Оборудование для сварки трубы из полипропилена не требует специальных навыков и позволяет быстро освоить основные приёмы сплавления.
Поскольку расплавленный полипропилен на какое-то время сохраняет свою пластичность – в течение этих секунд удаётся состыковать элементы и зафиксировать образовавшееся соединение посредством внешнего усилия.
Опытные мастера (специалисты по полифузионному свариванию) одновременно с этим успевают устранить едва наметившиеся перекосы.
По мере застывания материала он утрачивает свою пластичность, после чего с сочленяемых заготовок снимается фиксирующее их положение усилие.
Оптимальная температура сварки полипропиленовых труб – 260 градусов, превышение которой может привести к потере формы самих изделий. Помимо этого, излишний их нагрев нередко является причиной образования оплывов и сужений внутри трубы.
Для исключения этого нежелательного явления необходим постоянный контроль времени нагрева, которое регламентируется специальной инструкцией и выбирается согласно сводной таблице.
| Диаметр полипропиленовой трубы | Глубина сварки | Время нагрева | Время сварки | Время охлаждения |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 с | 6 с | 2 мин |
| 20 | 14-17 мм | 6 с | 6 с | 2 мин |
| 25 | 15-19 мм | 7 с | 10 с | 2 мин |
| 32 | 16-22 мм | 8 с | 10 с | 4 мин |
| 40 | 18-24 мм | 12 с | 20 с | 4 мин |
| 50 | 20-27 мм | 18 с | 20 с | 4 мин |
| 63 | 24-30 мм | 24 с | 30 с | 6 мин |
| 75 | 26-32 мм | 30 с | 30 с | 6 мин |
Обратный эффект, связанный с недостаточным разогревом места сварки полипропиленовых труб, приводит к получению некачественного соединения, в зоне которого со временем может образоваться протечка.
Для большей уверенности в хорошем результате перед началом сварки полипропиленовых труб следует попрактиковаться, используя для этого обрезки и отработавшие свои сроки соединители (фитинги).
В инструкции и таблицах по сварке труб из полипропилена также указываются точные значения времени остывания их после стыковки. Согласно указанным документам на это должно отводиться столько же времени, сколько затрачивается на нагрев места соединения.
Начинающие пользователи обычно торопятся и снимают удерживающую нагрузку раньше положенного срока, в результате чего трубопроводы в месте соединения подвергаются нежелательной деформации.
Аппараты для листового полипропилена
Технология сварки листовых полипропиленовых заготовок заключается в сплавлении их по тщательно подготовленной линии среза. Для образования качественного соединения могут применяться следующие методы:
- автоматическая сварка;
- ручное сваривание с помощью паяльного приспособления;
- подобный же метод, но с применением специального технического фена.

Автоматическое соединение полипропиленовых листов относится к наиболее эффективным и качественным приёмам, при реализации которых применяется полифузионная сварка.
Для этого используется особый тип оборудования, в виде рабочих станков или раздвижных столов, на которые в процессе сварки укладываются заготовки и фиксируются посредством прижимного механизма.
Перед началом сварочных процедур оператор устанавливает параметры будущего шва (их толщину и длину), а затем нажимает кнопку «Пуск».
Тем же фиксирующим механизмом края полипропиленовых листов прижимают к нагревательному элементу и после этого прогревают в течение определённого промежутка времени.
При нагреве до заданной температуры нагревательный элемент отводится из рабочей зоны, а раздвижные элементы продолжают сжимать детали точно по линии среза. Длительность сжатия и развиваемое при этом усилие строго нормируются и задаются оператором перед началом процедуры сплавления.
Этим методом заготовки листового полипропилена могут соединяться независимо от их формы, длины и толщины. Ширина рабочей части раздвижного стола для некоторых моделей станков может достигать 3-4-х метров.

Приведённые выше параметры удовлетворяют показателям различных материалов из пропилена, что представляется очень выгодным для обработки больших партий этих изделий.
Ручные паяльники и фены
Ручная сварка полипропиленового листа, трубы или другой детали может быть реализована методом сплавления посредством паяльника, либо с помощью технического фена (экструдера).
Для облегчения процесса сплавления применяется специальный присадочный пруток, изготавливаемый из того же полипропилена.


Перед тем, как сваривать заготовки этим методом стыкуемые поверхности зачищаются мелкой шкуркой, устраняющей все имеющиеся неровности и обеспечивающей идеальное сопряжение.
Пруток для сварки полипропиленовых деталей сначала поступает в экструдер, где осуществляется его разогрев до требуемой температуры. И лишь после этого переходят непосредственно к сварке самих листовых заготовок методом их сжатия.

По завершении этой процедуры место соединения оставляют примерно на пять минут для того, чтобы оно смогло полностью остыть.
Поскольку работа с экструдером предполагает ручное управление – при его применении не всегда удаётся обеспечивать равномерность сжимающих усилий, что отражается на качестве шва.
Заметим, что получаемый при ручном сплавлении шов уступает по качеству соединению, образуемому при автоматической сварке. Его показатель прочности (в сравнении с монолитным полипропиленовым изделием) не превышает значения 0,8.
Холодное сваривание
Технология под названием «холодная сварка» предполагает использование специального пластичного состава, время готовности которого к применению (при комнатной температуре) не превышает пяти минут.
Этот состав обладает характеристиками, приближающимися к показателям металлических материалов, и предназначен для оперативного восстановления мест разгерметизации труб.
 Для полипропиленовых труб холодная сварка подходит как нельзя лучше, поскольку имеет хорошую адгезию даже к сильно загрязнённым пластиковым поверхностям.
Для полипропиленовых труб холодная сварка подходит как нельзя лучше, поскольку имеет хорошую адгезию даже к сильно загрязнённым пластиковым поверхностям.
По этой же причине она часто используется при ремонте радиаторных систем отопления с полиэтиленовыми подводящими каналами.
Порядок подготовки к холодной сварке полипропиленовых труб совсем не сложен. Он предполагает изготовление специального состава, который замешивают в заранее просчитанной пропорции и сразу же распределяют по стыку.
После нанесения ремонтный состав «застывает» в течение примерно 20-ти минут; при этом к эксплуатации восстанавливаемой трубы разрешается приступать не ранее чем через 2 часа.
Ни при каких условиях не допускается попадание этого химически активного состава на лицо и в глаза, а при работе с ним обязательно применение резиновых перчаток.
Для сваривания полипропиленовых листовых изделий допускается применять любой из описанных ранее методов. Их выбор определяется предпочтениями и возможностями исполнителя.
6 способов сварки полиэтиленовых труб: какой лучше и почему + пошаговая технология пайки своими руками
Мы приветствуем нашего постоянного читателя и предлагаем вашему вниманию статью о том, что такое сварка полиэтиленовых труб – очень надежный метод соединения полиэтиленовых трубопроводов.
При устройстве инженерных систем в доме, подключении усадьбы к магистрали холодной воды или прокладке напорной канализации недорогие и практичные полиэтиленовые трубы просто незаменимы. Для монтажа трубопровода в земле и подвальных помещениях полиэтиленовые трубы – оптимальный вариант по соотношению цены и технологических качеств.
Полиэтилен как материал для инженерных систем недооценен, хотя достоинства ПЭ трубопроводов неоспоримы. Полиэтиленовые изделия абсолютно безвредны для человека, материал химически инертен, прочен и одновременно пластичен, морозостоек (выдерживает замерзание с водой). Недостатки полиэтилена – нестойкость к ультрафиолету и повышенным температурам – ограничивают его применение под открытым небом и для систем отопления и горячей воды, но для прокладки в земле полиэтиленовые коммуникации практически идеальны.
Гибкость полиэтиленовых труб позволяет прокладывать их без фитингов на поворотах, возможность укладки цельного куска от магистрали к узлу учета в доме – также большой плюс, ведь экономия финансов весьма существенна, и монтаж гораздо легче. Надежность и герметичность швов позволяют закрывать и заливать коммуникации стяжкой или фальш-стеной. Неразъемное соединение не требует обслуживания и регулярных осмотров, как разъемное соединение при помощи цанговых муфт.
Способы состыковки ПЭ труб
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.

Выделять какой-то способ сварки как диффузионный неправильно. По сути, любая сварка полиэтилена содержит в основе процесс диффузии разогретых молекул.
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой. Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто. Соединение получается надежным и прочным, можно сварить небольшие диаметры.

Сварка встык
Этот метод применим на трубах с толщиной стенки больше 4,5–5 мм и диаметром более 50 мм.
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют. Между торцами труб для нагрева вводят нагреватель, трубы прижимают к нему и прогревают до размягчения торцов. Затем быстро убирают нагреватель, торцы сжимают таким образом, чтобы образовался небольшой кольцевой наплыв в месте стыка – грат. Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.

Сварка экструдером
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер. Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха. Желательно на торцах снимать фаску.

Качество шва получается очень высоким. Достоинство метода в том, что можно заварить уже проложенную полиэтиленовую трубу, не демонтируя трубопровод.
Сварка электромуфтовая
Это самый надежный, удобный и универсальный метод соединения. Его можно применять даже в труднодоступных местах. Но, к сожалению, он и самый дорогой – электросварные фитинги недешевы, сварочный аппарат также стоит немало. Сварка с помощью терморезисторных муфт применяется от небольших до самых больших диаметров полиэтиленовых трубопроводов.
При терморезисторной сварке полиэтиленовые заготовки обрезаются строго перпендикулярно, тщательно зачищаются от заусенцев и пыли, вставляются в муфту, центруются с помощью специальных приспособлений. В муфте имеется нагревательный элемент. Он подключается к специальному сварочному аппарату, подается ток, элемент разогревает муфту и торцы труб, и они свариваются.

При этом виде сварки крайне важно сохранить неподвижность соединения до полного остывания.
Какой способ лучше
До выбора лучшего способа соединения необходимо определить, какой из них применим в конкретном случае в зависимости от диаметра трубопровода.
Самый надежный и универсальный способ – сварка при помощи терморезисторных муфт. Но муфты, особенно больших диаметров, дороги, дорог и сварочный аппарат (но его можно взять напрокат). Поэтому такая сварка при обустройстве частного дома не слишком распространена.
Чаще сваривают встык или при помощи муфт под пайку. Сварка встык применяется на полиэтиленовых трубах с большой толщиной стенки, в частных домах такие обычно не используют. Эструзионная сварка пока не слишком распространена, в основном из-за малой известности метода.

Рекомендации для проведения качественной сварки
Для сварки ПЭ особое значение имеют качество обработки торцов стыкуемых труб. Они должны быть тщательно очищены от стружек, заусенцев, пыли, грязи, жира. Важно также тщательное центрирование заготовок, отсутствие эллипсности, точное совпадение диаметра и толщины стенок заготовок.
Нельзя трогать соединение до полного остывания. Нельзя проводить работы под дождем, снегом, в мороз.
Особенности работы с ПВД и ПНД
Эти два вида полиэтилена немного различаются по своим техническим характеристикам и параметрам. Информация сведена в таблицу.
| Характеристика | ПВД (ПНП) | ПНД (ПВП) |
| Температура плавления, °С | 103-110 | 125-132 |
| Температура размягчения, °С | 100 | 120-125 |
| Жесткость | небольшая | большая |
| Гибкость | большая | небольшая |
| Хрупкость | маленькая | больше, чем у ПВД |
| Прочность | средняя | высокая |
При сварке следует учитывать, что для расплавления ПВД требуется более низкая температура, чем для ПНД. ПНД имеет большую прочность, чем ПВД.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Перед манипуляцией необходимо ровно отрезать заготовки и тщательно зачистить и обезжирить торцы.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.

Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали. Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала. Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.

Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.

Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:



Заключение
Полиэтилен – замечательный материал для прокладки трубопроводов под землей. Научиться его монтировать и соединять различными способами несложно, эти работы вполне выполнимы своими руками. Мы прощаемся с нашим любимым читателем и желаем ему успехов в прокладке инженерных коммуникаций к родному дому. Подписывайтесь на нашу рассылку, получайте новую интересную информацию по вопросам ремонта, делитесь интересной информацией с друзьями в соцсетях.
Инструкция по выполнению сварки труб из полипропилена
 В последнее время трубопроводы из полимерных материалов повсеместно вытесняют из обихода металлические. Причин для этого существует множество: они отличаются большей долговечностью, удобством в монтаже и эксплуатации, не требуют антикоррозионной обработки. Для устройства системы отопления и горячего водоснабжения наиболее подходящими являются полипропиленовые трубы, монтируемые с помощью сварки.
В последнее время трубопроводы из полимерных материалов повсеместно вытесняют из обихода металлические. Причин для этого существует множество: они отличаются большей долговечностью, удобством в монтаже и эксплуатации, не требуют антикоррозионной обработки. Для устройства системы отопления и горячего водоснабжения наиболее подходящими являются полипропиленовые трубы, монтируемые с помощью сварки.
По конструкции полипропиленовые трубы могут быть обычными и армированными алюминиевой фольгой. Алюминий значительно повышает надежность работы системы и снижает коэффициент температурного расширения материала. В зависимости от условий, в которых производится сварка полипропиленовых труб инструкция по выполнению работ может отличаться некоторыми деталями, но основная ее суть остается неизменной.

Оборудование и инструменты для сварки полипропиленовых труб
Монтаж полипропиленовых труб на сварке обеспечивает максимальную надежность и герметичность узлов соединения при условии качественного выполнения работ и соблюдения технологического регламента.
Так как соединенные при помощи сварки детали трубопровода невозможно переварить заново, аккуратности работ следует уделить должное внимание, используя для их выполнения специальное оборудование и инструменты.
Набор инструментов, используемый для сварки полипропиленовых труб, следующий:
- паяльник, называемый также аппаратом для сварки;
- набор насадок различного типоразмера для сварки (каждая насадка состоит из дорна для нагрева фитинга и гильзы для нагрева участка трубы);
- специальные ножницы для разрезания труб на участки нужного размера;
- торцеватель для обработки краев труб перед сваркой (служит для удаления алюминиевой фольги с торцов);
Кроме этого оборудования для выполнения сварки необходимо иметь под рукой рулетку, штангенциркуль и спиртовой маркер. Наличие полного перечня инструментов позволит избежать лишней суеты при возникновении необходимости определения размеров по месту и выполнить работу максимально качественно.

Основным элементом оборудования является аппарат для сварки полипропиленовых труб (или паяльник) с набором насадок. Аппарат представляет собой нагревательное устройство, сходное по принципу работы с обычным утюгом. Для автоматического поддержания заданных параметров температуры паяльник оборудован терморегулятором.
Поверхность нагрева паяльника имеет отверстия для присоединения насадок различного диаметра (стандартные типоразмеры насадок, входящих в сварочный комплект: 20, 25, 32, 40 мм). Для удобства работы с трубами различного диаметра в большинстве аппаратов для сварки полипропиленовых труб имеется возможность подключения сразу нескольких типов насадок.

Выполнение сварочных работ
Сварка полипропиленовых труб не представляет особой сложности и не требует наличия у исполнителя работ специального образования. Для того чтобы обеспечить прочность и надежную герметизацию сварочного соединения достаточно соблюдать строгую последовательность действий по регламенту.
Подготовительные работы
К подготовительным работам, выполняемым до начала сварки деталей, относят следующие действия:
- разработка схемы трубопровода;
- определение мест крепления труб и фитинга к стенам;
- пробивка в стенах отверстий при необходимости;
- разметка и нарезка участков трубы согласно схеме и натурным замерам;
- перед окончательной сваркой трубопровода, все его элементы нужно разложить на столе или полу в порядке, повторяющем схему соединения во избежание сборки конструкции в неправильной последовательности и порчи материала;
- в случае наличия в конструкциях труб алюминиевой фольги необходимо при помощи торцевателя произвести ее зачистку на концах свариваемых деталей для предотвращения контакта армирующего элемента с водой;
- на концах свариваемых элементов труб при помощи маркера нужно отметить глубину вхождения в фитинг. Предварительные замеры глубины фитинговых деталей выполняются штангенциркулем. Разметка позволяет четко контролировать погружение участка трубы в гильзу насадки при разогреве деталей паяльником.
Кроме перечисленных выше мероприятий до начала сварки рекомендуется произвести обезжиривание соединяемых деталей. Обезжиривание производится ватным тампоном, смоченным спиртом. Обработка внутренних поверхностей фитинга и наружных концов трубы обеспечит более качественное сваривание элементов трубопровода.

Разогрев паяльника до рабочей температуры
В зависимости от вида и диаметра полипропиленовых труб рабочая температура насадки будет отличаться. Сварка полипропиленовых труб с алюминиевым армированием производится при температуре поверхности насадок 260-300 градусов.
Для того чтобы паяльник для сварки полипропиленовых труб набрал рабочую температуру необходимо установить терморегулятор в соответствующее положение и включить его в сеть.
На готовность аппарата к работе укажет переключение сигнальной подсветки. В зависимости от типа паяльника способы сигнального оповещения могут отличаться, поэтому до начала выполнения работ необходимо внимательно ознакомиться с инструкцией по эксплуатации аппарата.
Нагрев элементов трубопровода
Для выполнения соединения деталей трубопровода согласно запроектированной схеме необходимо выполнить их тщательный разогрев при помощи насадок соответствующего диаметра. Нагреву одновременно подвергаются и труба и фитинг. Элементы фитинга насаживаются на дорн насадки, а труба вставляется в гильзу.
Вхождение элементов трубопровода в гильзу аппарата для сварки происходит под воздействием небольшого физического усилия. Глубина вхождения трубы в гильзу должна соответствовать ранее выполненным замерам соответствующего фитинга. Время нагрева свариваемых деталей зависит от их диаметра и обычно составляет от 8 до 16 секунд.

Соединение элементов трубопровода
Соединение деталей полипропиленовых труб и фитинга должно производиться по возможности быстро во избежание температурных потерь разогретого материала. Стыковка элементов выполняется одним ровным поступательным движением. Вращение фитинга и труб во время их соединения не допускается.
Соединенная конструкция участка трубопровода должна быть надежно зафиксирована до набора полимерным материалом прочности. В зависимости от диаметра трубопровода время схватывания может составлять от 10 до 20 секунд. В некоторых случаях требуется выдержать сваренные детали в зафиксированном состоянии до момента их охлаждения.
После выполнения сварки и остывания материала узлы соединения можно зачистить от наплывов пластика. Обработка производится с целью придания сваренной конструкции аккуратного и эстетичного внешнего вида. Иногда чрезмерные наплывы полимерного материала могут препятствовать надежной посадке участков трубопровода в крепежные клипсы.
Доступно объясняет, как выполняется сварка полипропиленовых труб видео ниже:

Склеивание полипропилена и полиэтилена дома
Полипропилен – разновидность пластикового материала, который до не давних пор зафиксировать при помощи склейки было практически невозможно. Специальный клей для полипропилена – альтернатива традиционному методу скрепления при помощи горячей сварки.

Чем надежно склеить полипропилен в домашних условиях
Полипропилен – относительно новый синтетический материал. Однако из-за физических и химических характеристик этот материал обладает низким поверхностным натяжением. Данный фактор влияет на сцепляемость материала с клеем и качеством прочности после его отвердевания. От этого зависит, как долго прослужит трубопровод.
Проверить этот показатель можно, капнув воды на поверхность. Если капля не растеклась и сохранила форму, то поверхностное натяжение маленькое. Следовательно, адгезия с клеевым составом будет гораздо хуже.
Откорректировать этот показатель можно, изменив физические характеристики полипропилена:
- Плазменная обработка в вакууме (осуществляется только в промышленных условиях);
- Обжиг газообразными катализаторами предназначен специально при подготовки пластиковой поверхности к последующему склеиванию;
- Горячая сварка. Под воздействием высокой температуры вещества материала расплавляются и сцепляются между собой. После остывания, изделие представляет собой единое целое.
Клей для полипропиленовых труб необходим, когда нужно сохранить целостность изделия. Им можно склеивать как крупные детали, так и самые мелкие.
Типы клеев для полипропилена
Для сцепления деталей разработан специализированный клей нескольких типологий. Это обусловлено компонентами, наполнителями и прочими веществами, входящими в состав его физических свойств и взаимодействия с пластиком, клей принято делить на несколько подгрупп.
Кроме того, делят их и по наличию отвердителя:
Первый тип реализуется в виде, не требующим предварительно смешения (клей Момент для полипропилена). У двухкомпонентных составов вспомогательный затвердитель не вступает в реакцию с активными веществами в самом начале. Их смешивают непосредственно перед склейкой. Поэтому и в неразведенном виде прослужат они гораздо дольше.

Термореактивные
Данный вид клея для полипропиленовых труб содержит различные смолы. При повышении температуры или при взаимодействии со специальными усилителями, клей затвердевает очень быстро и безвозвратно. К этой категории относят аэробные составы. Для термореактивного клея не страшны высокие и низкие температуры, механическое воздействие.

Термопластичные
Чем склеить полипропилен, если он имеет неровную поверхность? Термопластичным составом. В основе этого материала лежат каучуковые смеси и различные смолы. Благодаря особенности, а именно расплавляться и растекаться под воздействием повышенной температуры, термопластичный клей оптимален для работы с поверхностями, имеющими погрешности. В расплавленном состоянии клей заполняет все микротрещины, а после понижения температуры (застывания) отвердевает.
Клей выбирают, опираясь на некоторые моменты. Учитывают характеристики состава: прочность, устойчивость к термическому воздействию, эластичность, эксплуатационный срок. Также следует учитывать неподверженность воздействию солнечных лучей, сцепляемость с поверхностями, время схватывания, способы нанесения, текстура после высыхания, полимеризации.
Пошаговый порядок действий при склеивании элементов
Прежде чем начать склейку полипропилена, изучают инструкцию. Как правило, рекомендации и порядок действий, а также соблюдение пропорций для двухкомпонентных составов указываются производителем непосредственно на упаковке. Однако, существует обобщенный принцип действий:
- Поверхность обязательно зачищают и обезжиривают, например, растворителем для полипропилена;
- Клей наносится тонким слоем на все поверхности, нуждающиеся в последующей склейки. Данное действие актуально, если иное не указано производителем;
- Фиксирование деталей должно занимать не меньше трех минут.
После обработки не следует шевелить или как-то тревожить детали пару часиков, до полного высыхания.
Как правильно клеить трубы из полипропилена между собой
Вопрос не только в том, чем скрепить полипропилен, но и, как это сделать. Работа специфична и требует определенных инструментов:
- Приспособление для нарезки пластиковых труб;
- Наждачная бумага;
- Клеевой пистолет;
- Непосредственно сам клей;
- Кисточка с естественным ворсом, щетиной.
- Вначале необходимо нарезать трубы соответствующего размера.
- При помощи наждачки чистят места срезов, удалив шероховатости, заусенцы.
- Сделать наметки.
- Обезжирить поверхность.
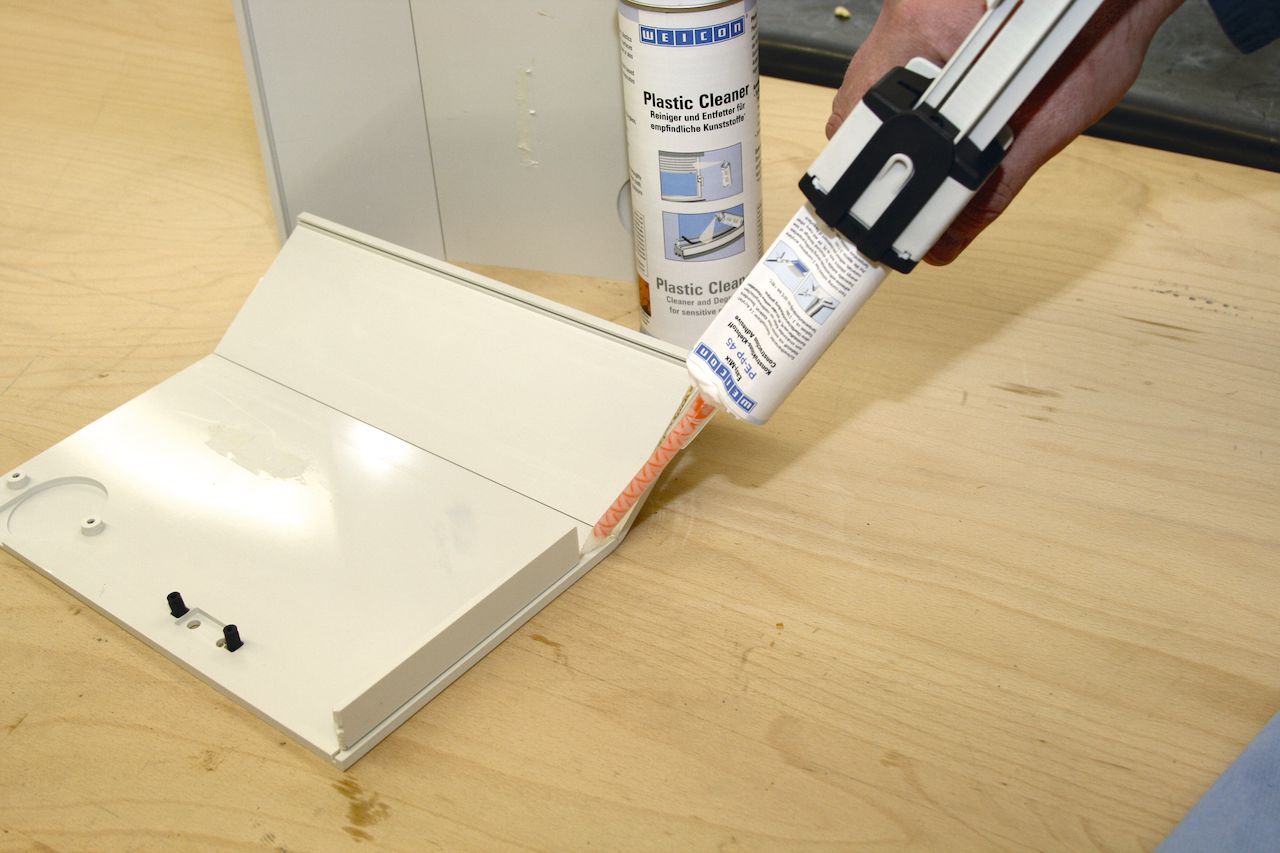
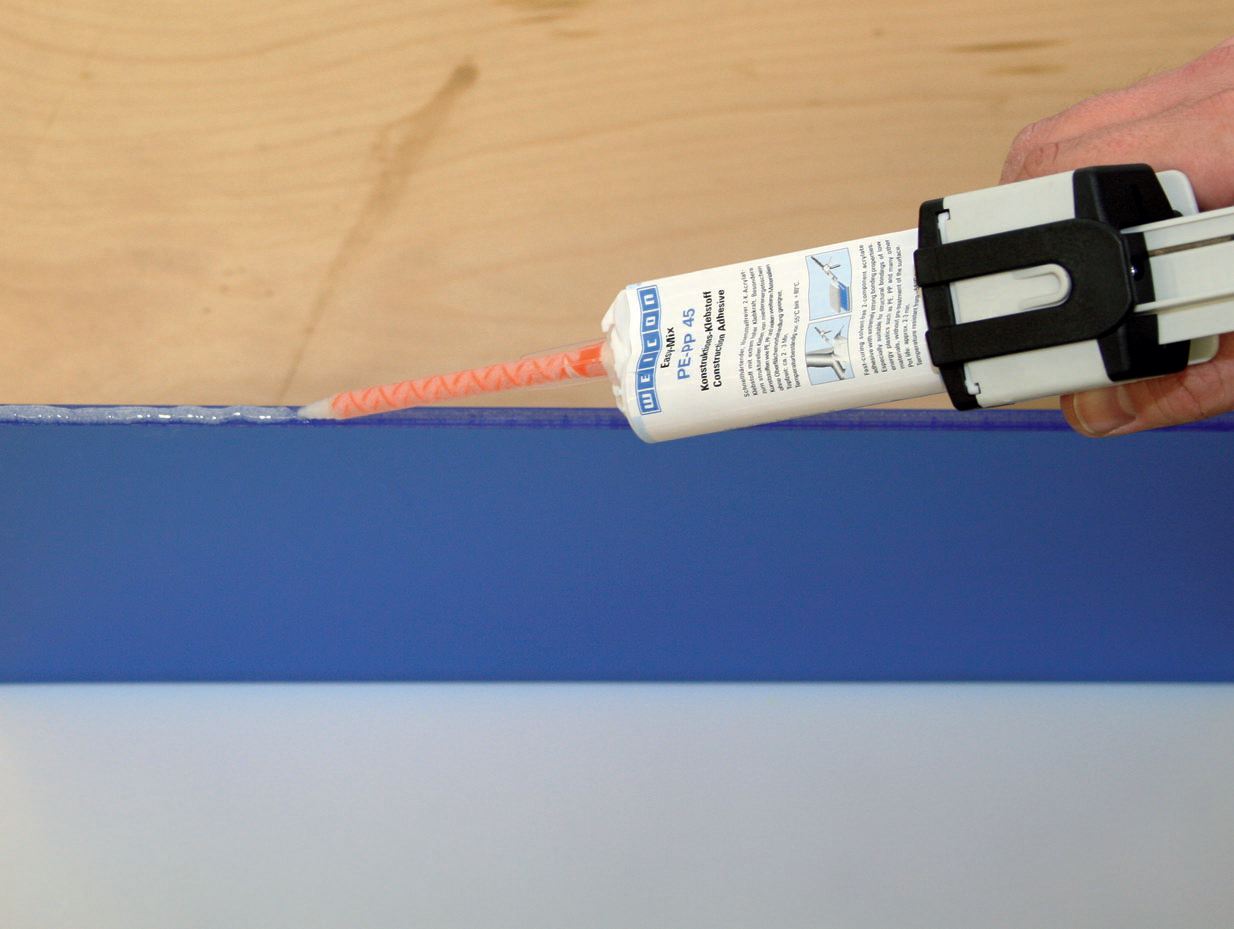
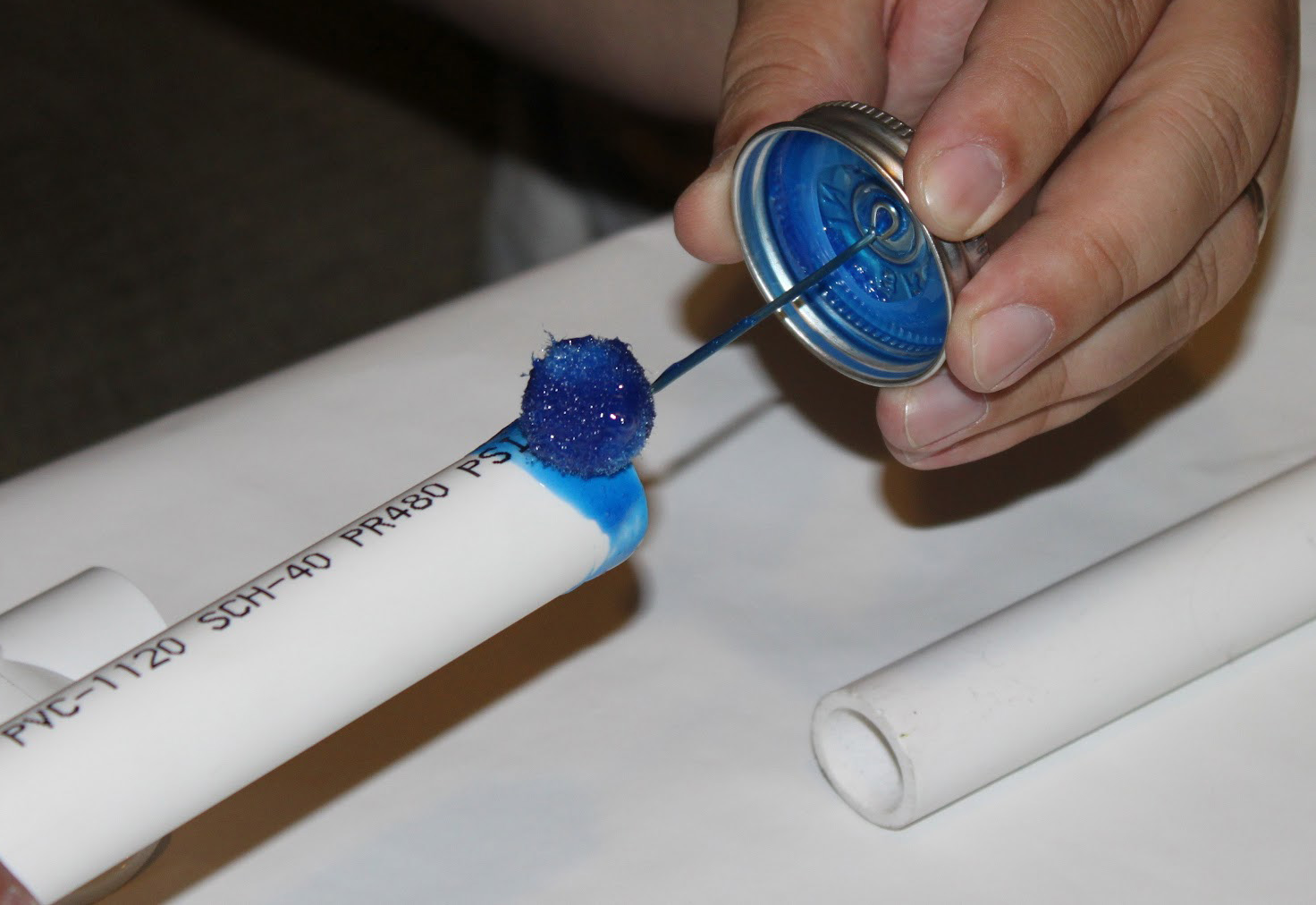
- Нанести клей. Если герметик для пропилена упакован в тубу, то его наносят с помощью клеевого пистолета. В банке клей наносят кисточкой.
- Затем соединить детали, выдержав указанное время.
- Излишки вещества удалить при помощи обычной салфетки.
Качество склейки проверяется спустя 24 часа. Мастера дополнительно устанавливают хомуты из резины или проволоки. В водопроводных конструкциях через это время уже можно запускать воду под давлением для тестирования. Нередки случаи появления последующих дефектов в работе. Это может быть вызвано медленным темпом работ, неровной склейкой, перекосами в процессе. Важно соблюдать прямые инструкции производителя по выдержке времени.

Обзор популярных видов клея для полипропилена
Чем склеить полипропилен между собой? Каждый производитель добавляет в состав наполнители, влияющие на консистенцию, цвет, скорость затвердевания и срок службы клея.
- Чем клеить полипропилен между собой? Эксперты советуют использовать однокомпонентный состав – Космопласт 500. Это вещество прозрачного цвета в равной степени предназначен для применения как в бытовых, так и в производственных условиях. Высокое качество адгезии позволяет склеивать детали под углом в 45 градусов. Отличается быстрой схватываемостью и полным затвердеванием за 15 часов при комнатной температуре;





Выбор клея – герметика для склейки полипропиленовых труб и прочих изделий – наиболее важный момент в монтаже и ремонте различных коммуникаций. Наносить средство удобно, а инструкция, указанная производителем, делает его незаменимым для использования людьми, далекими от данной сферы.
Видео: Склейка пластиковых водопроводных труб

Монтаж полипропиленовых труб с алюминиевым слоем.
Здравствуйте, мастера. Хочу получить очередную порцию знаний. Предстоит монтаж трубопроводов. Вода горячая и холодная, отопление. С холодной водой мне все понятно. Обыкновенный полипропилен. Горячая вода и отопление — полипропилен с алюминиевым слоем. Ездил по магазинам собирал информацию. Цена, качество, полезные советы и т.д. Так вот, суть вопроса. По поводу пайки полипропилена с алюминием поступила противоречивая информация: одни говорят, что нужно трубу перед пайкой зачищать, другие говорят, что не надо. Кто прав? Господа профессионалы, просветите. С подрядчиками еще не общался. Совсем не удивлюсь если подрядчик тоже не будет знать правильного ответа. Заранее спасибо.

Олег, здравствуй. Отвечаю с небольшим отступлением. Полипропиленовые трубы армированные алюминием бывают двух типов. 1. Слой алюминия конструктивно расположен близко к наружной поверхности трубы (слой алюминия может быть как перфорированным. так и без перфорации). С такой трубой все просто – перед сваркой ее зачищают. 2. Армированная труба с расположением алюминиевой фольги в середине стенки трубы. Вот тут – то и возникают проблемы при сваривании труб. Если быть точным, то как раз при сваривании проблем нет, но они рано или поздно возникнут если трубы просто сварить не зачищая алюминиевый слой. Перед сваркой такой трубы слой алюминия ОБЯЗАТЕЛЬНО зачищается специальной зачисткой (их еще называют торцовками). Зачистка действительно торцует срез трубы (получаем перпендикулярный срез) и кроме этого зачистка «выгрызает» слой алюминия примерно на 1.5 – 2 мм. В результате этих манипуляций в процессе сварки алюминиевый слой закрывается расплавленным полипропиленом, что исключает контакт алюминия с транспортируемой жидкостью. Чем чреват вышеупомянутый контакт? Происходит окисление-разрушение алюминиевого слоя и попадание жидкости в пространство между фольгой и тонким наружным слоем полипропилена. Труба покрывается «волдырями» и если в частном доме (невысокое давление и подконтрольная температура теплоносителя и ГВС) она может послужить еще некоторое время, то в квартире (давление гораздо выше, температура неконтролируемая) – это беда с перспективой затопления своего жилища и соседей ( как правило – горячей водой). А вот теперь поговорим о грустном. Олег, Вы принимали участие в обсуждении вопроса о том, всегда ли нужно соблюдать требования инструкций, и так ли уж необходимо неукоснительное соблюдение технологий. Так вот монтируется трубопровод из полипропилена армированного алюминием. Трубу с поверхностным алюминиевым слоем баз зачистки не сваришь, тут все предельно ясно. А вот с трубой второго типа сложнее. Если ты свариваешь сам, соблюдаешь технологию – все в порядке. А если ты заказчик, а твой подрядчик горе «мастер», который не любит «РАБОТАТЬ ПО ПРАВИЛАМ» (это цитата из одного поста, помните), то в полный рост встает пресловутый человеческий фактор. Ведь труба второго типа легко сваривается без торцевания, узнать соблюдалась ли технология в процессе монтажа можно будет только если разрезать соединение. Кроме этого еще один нюанс – аккуратность при сварке: воткнул трубу в фитинг мало или перекосил – голый алюминий, воткнул много – получил заужение. В завершение хочу дать совет. Причины по которым мы переплачиваем и покупаем полиропиленовые трубы с алюминиевым слоем – это способность трубы выдержать повышенное давление (до 25 атм.) и небольшой коэффициент температурного расширения (при перепаде температуры в 80 градусов – примерно 2.5%). Этим требованиям почти удовлетворяет полипропиленовая труба армированная стекловолокном. Держит давление 25 атм., линейное удлинение при перепаде температуры в 80 градусов – примерно 5%. В отличие от трубы с алюминием труба со стекловолокном не требует никакой зачистки, сваривается как обыкновенная полипропиленовая труба. .И цена ее ниже чем у трубы с алюминием. Решать Вам.. Удачи.
Мастеров онлайн: 397 Заказов в неделю: 2 493 Предложений в сутки: 1 504
Олег, здравствуй. Отвечаю с небольшим отступлением. Полипропиленовые трубы армированные алюминием бывают двух типов. 1. Слой алюминия конструктивно расположен близко к наружной поверхности трубы (слой алюминия может быть как перфорированным. так и без перфорации). С такой трубой все просто – перед сваркой ее зачищают. 2. Армированная труба с расположением алюминиевой фольги в середине стенки трубы. Вот тут – то и возникают проблемы при сваривании труб. Если быть точным, то как раз при сваривании проблем нет, но они рано или поздно возникнут если трубы просто сварить не зачищая алюминиевый слой. Перед сваркой такой трубы слой алюминия ОБЯЗАТЕЛЬНО зачищается специальной зачисткой (их еще называют торцовками). Зачистка действительно торцует срез трубы (получаем перпендикулярный срез) и кроме этого зачистка «выгрызает» слой алюминия примерно на 1.5 – 2 мм. В результате этих манипуляций в процессе сварки алюминиевый слой закрывается расплавленным полипропиленом, что исключает контакт алюминия с транспортируемой жидкостью. Чем чреват вышеупомянутый контакт? Происходит окисление-разрушение алюминиевого слоя и попадание жидкости в пространство между фольгой и тонким наружным слоем полипропилена. Труба покрывается «волдырями» и если в частном доме (невысокое давление и подконтрольная температура теплоносителя и ГВС) она может послужить еще некоторое время, то в квартире (давление гораздо выше, температура неконтролируемая) – это беда с перспективой затопления своего жилища и соседей ( как правило – горячей водой). А вот теперь поговорим о грустном. Олег, Вы принимали участие в обсуждении вопроса о том, всегда ли нужно соблюдать требования инструкций, и так ли уж необходимо неукоснительное соблюдение технологий. Так вот монтируется трубопровод из полипропилена армированного алюминием. Трубу с поверхностным алюминиевым слоем баз зачистки не сваришь, тут все предельно ясно. А вот с трубой второго типа сложнее. Если ты свариваешь сам, соблюдаешь технологию – все в порядке. А если ты заказчик, а твой подрядчик горе «мастер», который не любит «РАБОТАТЬ ПО ПРАВИЛАМ» (это цитата из одного поста, помните), то в полный рост встает пресловутый человеческий фактор. Ведь труба второго типа легко сваривается без торцевания, узнать соблюдалась ли технология в процессе монтажа можно будет только если разрезать соединение. Кроме этого еще один нюанс – аккуратность при сварке: воткнул трубу в фитинг мало или перекосил – голый алюминий, воткнул много – получил заужение. В завершение хочу дать совет. Причины по которым мы переплачиваем и покупаем полиропиленовые трубы с алюминиевым слоем – это способность трубы выдержать повышенное давление (до 25 атм.) и небольшой коэффициент температурного расширения (при перепаде температуры в 80 градусов – примерно 2.5%). Этим требованиям почти удовлетворяет полипропиленовая труба армированная стекловолокном. Держит давление 25 атм., линейное удлинение при перепаде температуры в 80 градусов – примерно 5%. В отличие от трубы с алюминием труба со стекловолокном не требует никакой зачистки, сваривается как обыкновенная полипропиленовая труба. .И цена ее ниже чем у трубы с алюминием. Решать Вам.. Удачи.

Сергей, большое спасибо за оперативный исчерпывающий ответ. Все предельно ясно. +10.
Пожалуйста, вот еще ссылка: Ссылку искал специально для Александра Удовиченко.

есть несколько видов полипропилена: без армировки, наружная армировка, и с армировкой внутри. зачищают трубы PPR как правило с наружной армировкой, т.е. снимают слой пластика и армировку для возможности пайки. с наружной армировкой как правило используют для отопления и для стояков. небольшой совет если будете делать разводку ГВС и ХВС используйте один тип труб это экономнее и еще все фитинги лучше брать одного цвета с трубами, а трубы с армировкой внутри эти трубы как правило паяют без дополнительной обработки что упрощает и убыстряет процесс монтажа.
Александр, не поленитесь, Комментировать Ваш ответ не буду.

А заодно «убыстряет» переделку. Для PRO не совсем корректный ответ.
Александр, ПОТРЯСНО. Почитал ответы, походил по ссылкам. Ваш ответ вне конкуренции. Только ему нужна пометка «вредный совет». — 10.
почему люди ограничены в мышлении? простой ответ образно описывающий общее положение вызывает бурю негативных эмоций! если хотите развернутый и полный ответ можно воспользоваться поисковыми системами и все узнать досконально вплоть до мелочей. я всегда стараюсь не загрузить человека информацией а дать простой ответ. не все хотят получать лишнюю инфу. если хотите узнать все интернет и гугл вам в помощь. когда вы спрашиваете на улице время что конкретно вас интересует само время или часы на которых это время смотрят и голос каким вам ответят?
-100. Образно, но не убедительно. Лаконизм вашего ответа не сделал его правильным. У поляков есть хорошая пословица: «Усрамся, не дамся» Надеюсь перевод и объяснения не нужны. Самые страшные люди — это те, кто не умеет признавать свои ошибки. Сочуствую заказчикам, которые воспользовались вашими услугами.








