
Сварка труб из полипропилена
Как сваривать полипропиленовые трубы и какой инструмент нужен для этого
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.

Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.

Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.

Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.

Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.

Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
Этапы будут таковыми:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: «Какие пропиленовые трубы используют для отопления и водоснабжения».

В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»). .

Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.

В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».

В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.

Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Сварка труб из полипропилена
Существуют разные способы монтажа полипропиленовых трубопроводов. Стыки можно делать холодным методом с помощью клея или уплотняющих фитингов. Но чаще при монтаже трубопроводов применяют сварочный аппарат для полипропиленовых труб. При горячем методе образуется шов однородной структуры, который по прочности превосходит клеевое соединение. Выпускается сварочное оборудование нескольких типов.
Виды и назначение
Для сварки труб из полипропилена выпускается инструмент пяти типов. Он обычно комплектуется резаком, торцевателем, позволяющим снять с армированных труб фольгирующий слой.
Раструбная сварка осуществляется нагревательным устройством. Сварочные аппараты бывают нескольких типов:
- Мечевидные, они считаются более устойчивыми, одна или две насадки фиксируются в пластине термостата. Регулировка температурного режима удобная, данные выводятся на дисплей.
- Цилиндрические аппараты считаются более универсальными. Они комплектуются разным числом съемных насадок, фиксируемых на нагревательном цилиндрическом элементе прямой или г-образной формы. Такое оборудование обычно используют профессионалы для сварки полипропиленовых труб в труднодоступных местах.
Механический сварочный аппарат, используемый на полипропиленовых трубопроводах небольшого и среднего диаметра, оборудован приводом, сдавливающим элементы встык, силовая нагрузка указывается на динамометре. Концы закрепляются в определённом положении при помощи специальных зажимов. В гидравлическом аппарате усилие до 120 атмосфер создается с помощью электропривода.
С помощью нагревательных насадок осуществляется раструбная сварка. В муфте расположен провод большого сопротивления, контакты выведены наружу. Они подключаются к блоку электропитания. Метод считается самым надежным для стыкового соединения трубопроводов диаметром от 4 см. Профессиональный инструмент оснащается дисплейными экранами, температура сварки регулируется в автоматическом режиме.
Способы соединения полипропиленовых труб
При монтаже трубопроводов различного назначения применяются холодный и горячий методы спайки полипропиленовых систем, называемые диффузными. Полипропилен образует однородную структуру на молекулярном уровне.
Виды диффузной сварки:
- Сварка встык, когда расплавляются концы двух соединяемых отрезков. Такая технология применяется для полипропилена большого диаметра со стенкой не менее 4 мм. При диаметре до 6 см стыковая сварка не образует прочного контакта из-за небольшой площади диффузного проникновения.
- Для квартирных трубопроводов и теплосистем используется раструбная сварка, когда концы закрепляются с помощью специальных муфтовых насадок.
Разновидности фитинговых элементов:
- угловые;
- муфтовые;
- врезные или переходные с одного диаметра на другой;
- тройники.
Электрофитинговое оборудование для сварки пп труб позволяет производить соединение с помощью полиэтиленовых и полипропиленовых фитингов, выполняющих роль паяльника. К контактам, выведенным наружу, подводится электропитание, провод высокого сопротивления, находящийся на внутренней стороне фитинга, разогревается до температуры плавления, образуя прочный шов большой площади. Такой вид спайки часто применяется при монтаже наружных сетей. Переносные аккумуляторные устройства позволяют работать в любых условиях.
Холодная сварка пп труб производится с помощью клея, расплавляющего поверхностный слой на определённую глубину. После накручивания фитинга на размягченную поверхность образуется площадь контакта. Возможно соединение полипропиленовых труб без сварки с помощью резьбовых муфт.
Инструменты для сварки
Сварка враструб в домашних условиях производится специальными устройствами. Чаще используют паяльник с нагревательным элементом в форме утюга с отверстиями для крепления съемных насадок. Конструкция аппарата компактная, он удобнее профессиональных с цилиндрическими нагревателями. Аппараты комплектуются насадками: с одной стороны находится греющая гильза, в нее вставляют край отрезка, с другой – дорн для разогрева контактной поверхности фитинга.

Фитинговое соединение полипропиленовых труб без сварки производится феном большой мощности или специальными мини-горелками. Верхний слой разогревается на глубину захода фитинга.
Для холодного метода используют специальный пистолет, который обеспечивает равномерную подачу растворяющего полипропилен состава. Клей очень токсичен, разъедает кожу, пользоваться им необходимо с большой аккуратностью. Для горячего водоснабжения такой метод монтажа не применяется.
Выбор аппарата для сварки полипропиленовых труб
При выборе конкретной модели сварочного аппарата руководствуются инструкцией. На какие параметры следует обратить внимание:
- размерный диапазон свариваемых деталей;
- стоимость агрегата;
- расход электроэнергии, ориентировочно мощность устройства должна в 7-10 раз превышать диаметр трубы.
Аппарат для пайки должен обеспечивать необходимый температурный режим. От мощности нагревательного устройства зависит скорость и глубина расплавления поверхности полипропилена.
Как сваривать полипропиленовые трубы
Для монтажа трубопровода в домашних условиях обычно применяется диффузионный горячий метод муфтового соединения. Для этого понадобится специальный инструмент:
- аппарат с нагревательным элементом любой модели;
- насадка нужного размера;
- труборезные ножницы;
- торцеватель – инструмент для зачистки края от фольгированного слоя;
- нож для зачистки реза;
- линейка или штангенциркуль;
- маркировочный карандаш;
- уровень.
Особой сложности сварка пп труб не представляет. Но чтобы получилось качественное и герметичное соединение, важно четко соблюдать технологию.
Подготовительный этап
Как правильно начать работу:
- фитинги и концы отрезков аккуратно очищают от пыли, грязи, обезжиривают тампоном, смоченным в спирте – от этого зависит прочность спайки;
- убирают с краев все заусенцы;
- счищают фольгированный слой;
- устанавливают паяльник в рабочее положение;
- делают разметку, отмечают зону разогрева верхнего слоя.

Процесс пайки
Важно соблюдать время сварки, указанное в таблице, прилагаемой к инструменту, это:
- срок разогрева края отрезка и фитинга, это делается одновременно, двумя руками с двух сторон насадки паяльника;
- временной интервал выдержки соединения в фиксированном положении до полного охлаждения.

Разогретые части соединяют с усилием до упора, не проворачивают, а только сжимают. Ждут, когда шов остынет. Затем с фитинга счищают остатки полипропилена, они портят внешний вид системы.

Нюансы пайки
Для труб большого диаметра перегрев и неровный внутренний шов будет незаметен, а для 4 мм может стать причиной засора. У новичков бывают и другие стандартные ошибки, отрицательно влияющие на качество соединения:
- непрямой угол среза;
- недостаточная очистка внутренней поверхности фитинга;
- неглубокая посадка после разогрева;
- неполное снятие фольгированного слоя.
Соединение при помощи холодной сварки
Склейка полипропилена проводится составом на основе поливинилхлорида. Лучше пользоваться готовыми смесями, чем самостоятельно делать их из нескольких компонентов по инструкции. Сначала делается разметка зоны контакта. Смесь можно наносить только на наружную поверхность отрезка, внутреннюю стенку фитинга ею покрывать необязательно.
После надевания муфту проворачивают, чтобы клей равномерно распространился. В фиксированном положении узел оставляют на 30-40 секунд, чтобы детали сцепились. Потом оставляют на столе на 5 часов до полного затвердевания полимерного соединения, так как клей растворяет до 1/3 толщины стенки.

Монтаж компрессионным фитингом
Для проведения работ потребуются специальные фитинги с зажимными кольцами. В комплекте с ними идет обжимной ключ такого же диаметра. Небольшая пошаговая инструкция:
- подготовка поверхности включает обезжиривание, зачистку края, вырывание поверхности среза до прямого угла;
- синяя гайка надевается на подготовленную поверхность;
- обжимное кольцо располагается к отрезку утолщенным концом;
- после того, как конец до упора погружается в фитинг, зажимное кольцо максимально продвигают;
- синяя гайка уплотняется с помощью зажимного ключа.
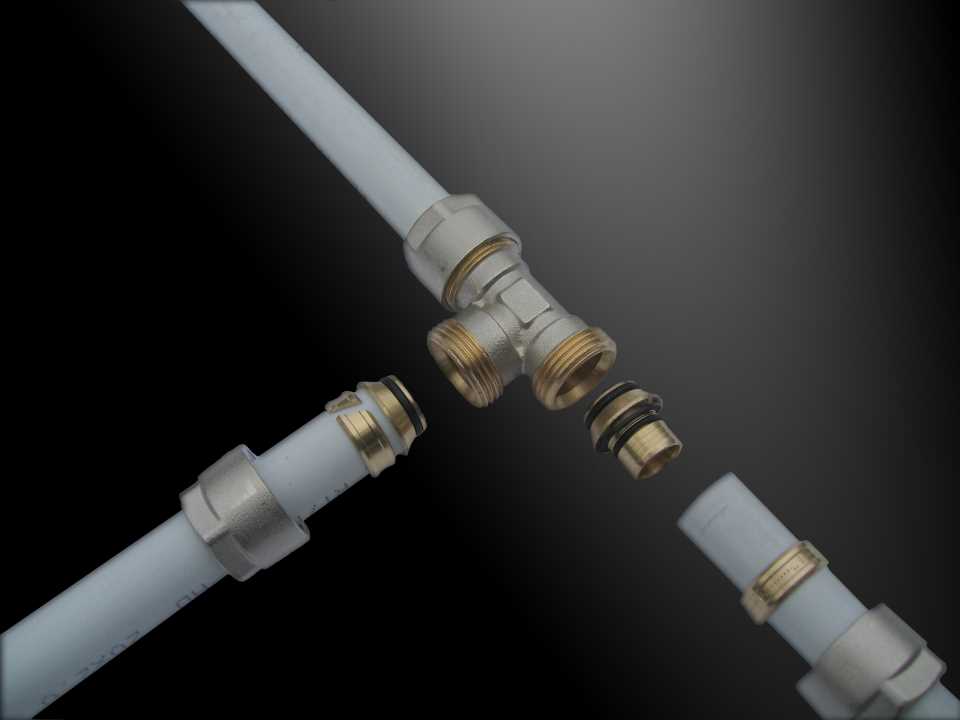
Такой метод сборки системы подходит для горячего и холодного водоснабжения.
Полезные советы
Монтаж полипропиленовых систем требует особой аккуратности. Сварное соединение получается неразъёмным, демонтировать его уже нельзя.
Необходимо использовать перчатки, без них велик риск термических повреждений или химических ожогов. При первом использовании сварочных аппаратов сначала попрактикуйтесь: купите несколько отрезков полипропиленовой трубы и дополнительные фитинги, чтобы посмотреть, на какую глубину при выбранном температурном режиме расправляется стенка. При соединении части должны находиться в идеально ровном положении, по одной оси, иначе возможны деформации и протечки.
Особенности сварки полипропиленовой трубы
Трубопроводные системы из пластика получили широкое применение для водообеспечения в квартирах и усадебных домах. При соединении отдельных частей применяется сварка полипропиленовых труб. Как это выполняется, и какие инструменты при этом используются, рассмотрим далее.

Что такое сварка труб из полипропилена
Сваркой называют процесс нагревания краев деталей до высокой температуры, плотное их прижатие, выдерживания в течение 4-10 секунд и дальнейшего охлаждения. В результате получается герметичный стык, так как детали соединяются на уровне молекул.
Сварка труб из полипропилена осуществляется за счет диффузии материала соседних элементов, при остывании запускается процесс реполимеризации, и детали становятся единым предметом. Температура нагрева зависит от толщины стенок труб, их диаметра, материала армированного слоя.

Специфика сварки
Возможность сварки полипропилена обусловлена его пластичностью при нагреве. Нагревая детали на определенную глубину и соединяя их, мы получаем герметичный шов в местах их соприкосновения. Для сварки используют сварочные аппараты. Они простые в использовании, не требуют особых навыков в работе. Их можно применять в жилом помещении, обеспечив его проветривание.
Полипропиленовые трубы подходят для водопровода, проложенного открытым способом. Они имеют красивый внешний вид, не искажают интерьер помещения. Для бытовых нужд применяют изделия диаметрами 20, 25, 32, 40 мм. В основном предназначены для прокачки холодной воды, вариант с армированными стенками подходит для горячего водоснабжения.
Маркировка имеет следующий вид:
- PN10 подходят для прокачки воды температурой 45 0С под давлением 10 атм.
- PN16 используются в системах, где температура жидкости 60 0С и давление 16 атм. Это водопровод холодной воды.
- Трубы марки PN20 допускают пропуск жидкости под давлением 20 атм с температурой 95 0С. Это отопление и горячий водопровод, подогрев полов.
- PN25 — изделия, подвергаемые давлению 25 атм и температуре 95 0С. Применяются в системах подачи горячей воды и отопления, магистральных трубопроводах.
На месте поворота или разветвления полипропиленового трубопровода устанавливают фитинги, так как его невозможно изгибать.
- переходники;
- отводы, имеющие различные углы поворота;
- муфты с резьбой и без нее;
- крестовины, тройники, заглушки;
- краны, вентили, хомуты.
Выбирая фитинги нужно учитывать следующие характеристики – внутренний диаметр и толщину стенок. Значения должны совпадать с параметрами присоединяемых труб.
Способы соединения труб
Образование единой системы трубопроводов из отдельных элементов выполняют несколькими способами. Это может быть сварка пропиленовых труб способом нагрева, соединение компрессионными фитингами, холодная сварка.
 Наиболее простой способ – соединение с помощью трубопроводной арматуры. Для этого достаточно обжимного ключа. Недостатком данного способа является высокая стоимость фитингов. Надежнее применять элементы из нержавеющей стали, меди или латунные. Это недешевые детали.
Наиболее простой способ – соединение с помощью трубопроводной арматуры. Для этого достаточно обжимного ключа. Недостатком данного способа является высокая стоимость фитингов. Надежнее применять элементы из нержавеющей стали, меди или латунные. Это недешевые детали.
Один из способов соединения пластиковых деталей – склеивание с помощью специальных клеевых составов. Их применение позволяет осуществить монтаж полипропиленовых трубопроводов быстро и при малых материальных затратах.
О способе сварки полипропиленовых труб своими руками для начинающих мы расскажем подробно в следующих главах.
Инструмент и приспособления
Для сварки пластиковых труб используют сварочный аппарат и некоторые другие приспособления. Расскажем подробнее об этом.
Труборез
 Первой операцией перед сваркой является отрезание элемента нужного размера. Простейших вариант — отрезать с помощью специальных ножниц. Однако, ножницы не образуют ровного среза и могут сплющить трубу. Допустимо использовать ножовку по металлу с мелкими зубьями. Наилучшим будет применение циркулярного трубореза.
Первой операцией перед сваркой является отрезание элемента нужного размера. Простейших вариант — отрезать с помощью специальных ножниц. Однако, ножницы не образуют ровного среза и могут сплющить трубу. Допустимо использовать ножовку по металлу с мелкими зубьями. Наилучшим будет применение циркулярного трубореза.
Торцеватель
 Необходим для получения фаски и снятия внутреннего слоя фольги в армированных многослойных трубах. Под воздействием высоких температур и давления может происходить расслаивание пластика, для чего фольга и удаляется. Еще одно назначение торцевателя – снятие заусениц, образующихся в процессе резки.
Необходим для получения фаски и снятия внутреннего слоя фольги в армированных многослойных трубах. Под воздействием высоких температур и давления может происходить расслаивание пластика, для чего фольга и удаляется. Еще одно назначение торцевателя – снятие заусениц, образующихся в процессе резки.
Сварочный аппарат
Это самый важный инструмент для сварки. В личных целях подойдет простейшее устройство с мечевидными нагревателями, мощность которого 1 кВт. Аппарат оснащен раструбными насадками разного диаметра, которые можно менять. С его помощью сваривают диаметры труб до 63 мм, что для домашнего водопровода и отопления вполне достаточно.
 При проведении сварочных работ понадобится расходный материал. Это карандаш и линейка, чтобы отметить нужное расстояние при сварке с фитингами. Место соединения необходимо обезжирить и очистить от грязи.
При проведении сварочных работ понадобится расходный материал. Это карандаш и линейка, чтобы отметить нужное расстояние при сварке с фитингами. Место соединения необходимо обезжирить и очистить от грязи.
Для этого используют специальные спиртовые салфетки, можно просто ветошь, смоченную спиртом.
Виды сварки пластиковых труб
Различают несколько видов сварки полипропиленовых труб, а именно:
Диффузная сварка выполняется нагреванием деталей и дальнейшим их плотным соединением. В результате происходит диффузия (взаимное перемешивание) крайних нагретых слоев, которые при охлаждении образуют единую деталь.
Сварка враструб — наиболее часто применяемый способ для соединения трубопроводов в квартирах и домах, так как подходит для стыковки труб малого диаметра. Для нее используются фитинги без резьбы, которые надеваются на трубу. Они обеспечивают соединение элементов трубопровода, а так же его поворот и разветвление. Соединяемые детали предварительно нагреваются, а затем соединяются. Прочность соединение приобретает после их охлаждения.

Сварка встык заключается в нагреве торцов труб сварочным зеркалом до расплавления, плотном соединении их под нажимом до полного остывания.
Подготовительные работы
Прежде, чем начать сварку ПП труб, следует подготовить отрезки требуемой длины, обработать их края, очистить материал от грязи и жирного налета. Нанести отметку глубины вхождения трубы в фитинг.
Разрезание труб перед свариванием

Какой инструмент для этого используют, описывалось в предыдущих главах. Важно, чтобы срез был перпендикулярным к оси трубы, острые края исключены нанесением фаски, что обеспечит удобную вставку ее в полость фитинга. Необходимо удалить заусеницы и стружку, образованную при резке.
Обезжириваем область сварки
Поверхность места сварки должна быть очищена от химических и механических загрязнений. Грязь удаляют ветошью. Для обезжиривания применяют изопропиловый спирт. Растворители, бензин, керосин использовать нельзя, они разрушают пластик.
Сваривание своими руками
Чтобы не отвлекаться от монтажа трубопровода, необходимо предварительно рассчитать нужное количество труб, фитингов, крепежных элементов. Для этого составляют схему, где указывают повороты, ответвления, точки подключения приборов водопотребления.
 Процесс сварки начинают с установки на сварочный аппарат двухсторонних насадок. Одна ее сторона имеет внутренний диаметр, как наружный диаметру трубы, а у другой диаметр равен внутреннему размеру фитинга. Подключаем агрегат к электрической сети, дожидаясь, пока температура не достигнет 260 0С. Это температура размягчения полипропилена. Устройство имеет регулятор, который сигнализирует о нагреве до нужной температуры.
Процесс сварки начинают с установки на сварочный аппарат двухсторонних насадок. Одна ее сторона имеет внутренний диаметр, как наружный диаметру трубы, а у другой диаметр равен внутреннему размеру фитинга. Подключаем агрегат к электрической сети, дожидаясь, пока температура не достигнет 260 0С. Это температура размягчения полипропилена. Устройство имеет регулятор, который сигнализирует о нагреве до нужной температуры.
Сварка элементов трубопровода
Нагретые насадки сначала вставляют в фитинг, что бы расплавить его внутреннюю часть. Затем надевают на трубу, оплавляя ее снаружи. Выдержав нужное время, детали снимают и соединяют. Труба вставляется в фитинг на глубину, отмеченную на ней ранее. Детали не прокручивают, чтобы не нарушить стык. Шов застывает в течение 30 секунд.

Температура и время нагрева зависят от диаметра трубы и мощности сварочного аппарата. При выполнении работы следует руководствоваться данными таблицы 1.
| Длина участка сварки, мм | Диаметр трубы, мм | Время нагрева, сек | Продолжительность стыкования, сек | Время остывания, сек |
| 14,0 | 20,0 | 6 | 4 | 2 |
| 16,0 | 25,0 | 7 | 4 | 2 |
| 18,0 | 32,0 | 8 | 6 | 4 |
| 20,0 | 40,0 | 12 | 6 | 4 |
| 23,0 | 50,0 | 18 | 6 | 4 |
| 26,0 | 63,0 | 24 | 8 | 6 |
При работе нужно помнить, что излишний нагрев пластика образует слабый стык, который разрушится при эксплуатации. Недостаточное нагревание деталей приводит к негерметичному соединению и просачиванию воды.
Сварка труб в неудобном месте
Иногда возникает необходимость сварки в существующем трубопроводе, расположенном в труднодоступных местах. Сварку выполняют малогабаритным ручным аппаратом, с его помощью нагревают отрезки трубы на несколько градусов выше необходимой температуры. Далее прогревают соединительные элементы и быстро стыкуют с трубой. Температура ее за это время снизится до нормы.
Холодная сварка полипропилена
 Холодная сварка – это соединение элементов клеем и эпоксидной смолой. Используют клей LN-915 и его модификации. Состав наносят равномерно на стыки, соединяют элементы, выдерживают 3 минуты, удаляют излишки клеевой массы. Трубопровод укладывают на ровную поверхность, оставляют на 6 часов для высыхания. Таким способом присоединяют и фитинги. Проверку соединения на герметичность проводят через сутки. Клеевое соединение используют только в трубопроводах холодной воды.
Холодная сварка – это соединение элементов клеем и эпоксидной смолой. Используют клей LN-915 и его модификации. Состав наносят равномерно на стыки, соединяют элементы, выдерживают 3 минуты, удаляют излишки клеевой массы. Трубопровод укладывают на ровную поверхность, оставляют на 6 часов для высыхания. Таким способом присоединяют и фитинги. Проверку соединения на герметичность проводят через сутки. Клеевое соединение используют только в трубопроводах холодной воды.
Типичные ошибки
Среди ошибок, возникающих при сварке, выделяем наиболее частые:
- Недостаточная предварительная очистка деталей. Это приводит к ослаблению стыка.
- Несоблюдение соосности трубы и фитинга. В 1-2 секунд можно исправить этот огрех, после застывания стыка делать это нельзя.
- Несоответствие материала свариваемых изделий. Получается ненадежное и недолговечное соединение.
- Нарушение технологии работ, несоблюдение температуры и времени нагрева.
Избежать ошибок можно, если учесть рекомендации специалистов, соблюдать требования по выполнению работ, не нарушать технологию сварочного процесса.
Если раньше вы этого не делали, на первый этап можно пригласить сантехника и присмотреться к его действиям.

Сварка полипропиленовых труб своими руками: правила пайки для начинающих

Фото: Андрей Дачник
Полипропиленовые трубы широко используются в настоящее время для прокладки водопроводов и трубопроводов систем отопления в частных домах.

При нагреве ППР-труб и фитингов на раструбах сварочного аппарата происходит локальная деполимеризация полипропилена, а при тугом совмещении поверхностей свариваемых труб и их остывании происходит взаимная диффузия материала и реполимеризация. Таким образом, при соблюдении всех тонкостей сварочной технологии свариваемые поверхности труб и фитингов становятся одним целым.





Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.

Какие полипропиленовые трубы выбрать?
Для эксплуатации в простых системах водоснабжения в городских условиях можно выбирать ППР-трубы любых производителей. Для холодного водоснабжения используются неармированные трубы, а для горячего водоснабжения ― армированные стекловолокном или фольгой трубы (при нагреве на 10 °C армированные полипропиленовые трубы удлиняются всего на 0,3 мм на каждый погонный метр, а неармированные трубы удлиняются на 1,5 мм).



Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
Инструкция по сварке полипропиленовых труб — особенности работ
 При замене старого трубопровода или создании новой водопроводной системы оптимальным вариантом станут полипропиленовые трубы. Для монтажа водопроводных, отопительных, канализационных систем довольно часто используется сварка полипропиленовых труб — инструкция процесса проста и не вызывает затруднений в реализации. Технология сварки носит название раструбной — здесь трубы соединяются не в стык, а через переходники-фитинги. Для ее реализации потребуется лишь сварочный аппарат, собственно трубы и фитинги, соответствующие конструкции инженерной сети.
При замене старого трубопровода или создании новой водопроводной системы оптимальным вариантом станут полипропиленовые трубы. Для монтажа водопроводных, отопительных, канализационных систем довольно часто используется сварка полипропиленовых труб — инструкция процесса проста и не вызывает затруднений в реализации. Технология сварки носит название раструбной — здесь трубы соединяются не в стык, а через переходники-фитинги. Для ее реализации потребуется лишь сварочный аппарат, собственно трубы и фитинги, соответствующие конструкции инженерной сети.
Преимущества труб из полипропилена
Сварка полипропиленовых труб своими руками позволяет получить конструкцию высокого качества, долговечную и надежную. Происходит это потому, что и сам материал обладает очевидными достоинствами:
- Невосприимчивость к коррозии — пластик не ржавеет и не разрушается.
- Отсутствие токсичных компонентов — в составе полипропилена нет экологически опасных компонентов, а следовательно, они могут применяться для создания питьевых водопроводов без ограничений.
- Малый вес — полипропиленовые трубы очень легкие, ощутимо легче металла.
- Длительный эксплуатационный период — до 50 лет.
- Легкость монтажа — технология сварки полипропиленовых труб доступна даже начинающему мастеру.
- Экономичность — такие трубы не требуют окраски или других затрат на профилактическое обслуживание.
Важно: Единственным ограничением на использование полипропиленового водопровода является температура среды, которая не должна превышать 95 градусов.
Во всей конструкции местом с недостаточной прочностью могут оказаться стыки — а их качество зависит от того, насколько точно будет соблюдена технология сварки. Естественно, потребуется также правильно выбрать соответствующие назначению трубопровода элементы и фитинги.
Что потребуется для сварки полипропиленовых труб
Инструкция по самостоятельной сварке полипропиленовых труб подразумевает и правильный выбор комплектующих. В зависимости от типа трубопровода можно выбрать следующие трубы:
- PN10 — для холодной воды или систем теплого пола (при температуре транспортируемой среды +20 или +45 градусов соответственно), диаметром 20-110 мм, рабочее давление в пределах 1 МПа;
- PN20 — для систем холодного и горячего водоснабжения, диаметром 20-110 мм, выдерживают температуру воды до +80 градусов и давление до 2 МПа;
- PN25 с армированием алюминиевым слоем, стекловолокном или композитом может использоваться в системах горячего водоснабжения и отопительных магистралях. Температура — до 95 градусов, давление — до 2,5 МПа.

Также для сварки понадобятся фитинги. Они могут быть монохромные (полностью полимерные) или комбинированные (дополненные металлической вставкой с резьбой). Последние используются в случае, когда полипропилен нужно соединить с металлом. Также создание трубопроводов предусматривает и использование запорной арматуры (кранов).

Сварка полипропиленовых труб своими руками также подразумевает использование следующего инструмента:
- рулетка;
- карандаш;
- ножницы для резки труб;
- специальный сварочный аппарат;
- приспособление для зачистки — шейвер (если в трубах предусмотрен армированный слой).
Как правило, сварочный аппарат комплектуется и ножницами для резки, и специальными тефлоновыми насадками, которые следует использовать при работе с различными диаметрами трубопровода. Стоимость такого комплекта не слишком высока, но если вы планируете разовые работы, то инструмент можно и арендовать.
Особенности технологического процесса сварки
Осталось только определиться, как сваривать полипропиленовые трубы. Перед включением сварочного аппарата в нем закрепляются насадки для фитинга и трубы, а сам аппарат помещается в специальный держатель из комплекта поставки.
Насадка, предназначенная для труб, носит название гильза, а для фитинга — дорн. Чтобы насадки хорошо держались, их следует затянуть шестигранником.
Закрепленные насадки для сварки полипропиленовых труб обязательно протирают спиртом для обезжиривания поверхности. Учитывайте, что любые загрязнения на стыкуемых элементах могут ощутимо ухудшить качество конструкции. А когда насадки будут очищены, аппарат подключается к электрической сети и нагревается до технологической температуры.
Полипропиленовые трубы расплавляются при температуре 260°С. Значения температуры следует выставить на регуляторе, а если он отсутствует, то подразумевается, что устройство самостоятельно нагреется до необходимого значения — в этом случае загорается лампочка, свидетельствующая о том, что работы можно начинать. Полностью нагретый аппарат желательно выдержать перед сваркой еще 5 минут.
Во время прогрева устройства желательно подготовить нужный по длине кусок трубы, отрезав его специальными ножницами. При работе режущие кромки должны располагаться строго под 90° к продольной оси трубы. Важно, чтобы ножницы были острыми, поскольку деформация трубы при резке недопустима.
 Шейвер для зачистки армирования
Шейвер для зачистки армирования
Трубы, армированные внешним алюминиевым слоем, перед сваркой должны быть зачищены. Для удаления армирования на участке сварки есть специальное приспособление — шейвер.
Перед сваркой полипропиленовой трубы с фитингом следует выполнить предварительную разметку, обозначив карандашом место расположения соединительного элемента относительно прочих водопроводных конструкций. В процессе имеет значение и глубина прогрева трубы. Она зависит от диаметра и составляет 14, 16 и 18 мм для диаметров 20, 25 и 32 мм соответственно.
После того, как глубина соединения и соосность будут обозначены на элементах, и фитинг, и труба обезжириваются спиртом — и после этого приступают к сварке. В процессе проведения работ нужно в одной руке держать фитинг, а в другой — трубу. Трубу вставляют в гильзу, а фитинг надевают на дорн одновременно, после чего выдерживают элементы определенное время для прогрева. Время сварки также зависит от диаметра трубы — трубу диаметром 20 мм выдерживают для прогрева 6 секунд, 25 мм — 7 сек, а 32 мм — 8 сек.
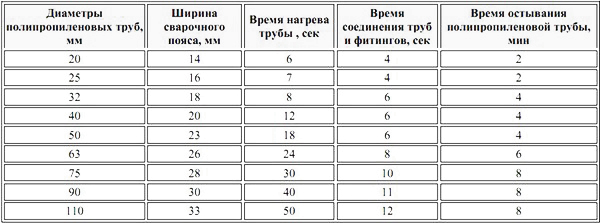 На фото таблица с данными для сварки полипропиленовых труб
На фото таблица с данными для сварки полипропиленовых труб
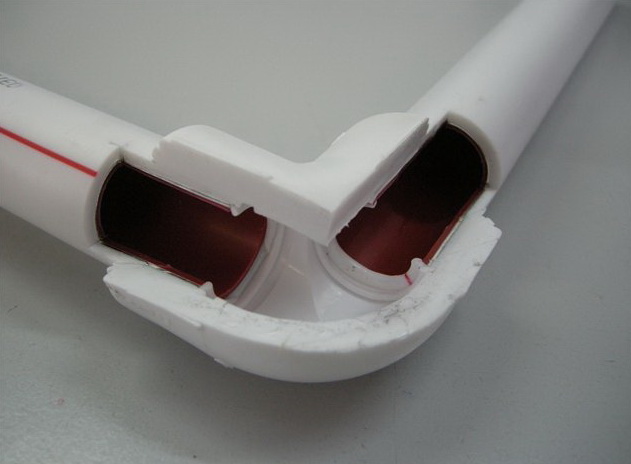
Прогретые трубу и фитинг соединяют так, чтобы соблюдалась их соосность. Детали при стыковке нельзя вращать, иначе такое соединение может в будущем дать течь. Важно, чтобы продольные оси фитинга и трубы совпадали — никаких перекосов не допускается. Также следует проконтролировать, чтобы внутри фитингов не было наплывов, иначе они могут существенно уменьшить внутренний диаметр. Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба.
 Труба и муфта в «утюге» фиксируются на строго заданное время
Труба и муфта в «утюге» фиксируются на строго заданное время
Чтобы все работы по самостоятельной сварке трубопровода завершились успешно, следует вначале потренироваться создавать качественный шов на небольших отрезках. Для этой цели рекомендуется сразу приобрести фитингов несколько больше, чем нужно. Также не забудьте правильно зачистить и обезжирить стыкуемые элементы. Когда система будет полностью собрана, следует выдержать ее около часа, и только потом заполнять водой для проверочного пуска.
О том, как соединить пластиковую трубу с металлической, читайте в отдельной статье. Там есть информация о соединении полипропиленовых труб.
Как выбрать аппарат для сварки труб из полипропилена читайте в нашей статье-обзоре.
Сварка полипропиленовых труб видео
А здесь вы можете посмотреть видео по теме нашей статьи.









