
Снятие фаски с полипропиленовых труб
Бытовой ремонт №1
Выберите надежных мастеров без посредников и сэкономьте до 40%!
- Заполните заявку
- Получите предложения с ценами от мастеров
- Выберите исполнителей по цене и отзывам
Разместите задание и узнайте цены
Замена труб дома – это довольно сложная и ответственная задача. На сегодня одним из самых популярных типов являются пластиковые трубы. На то есть масса причин – легкость, не подверженность коррозии, герметичные стыки, отсутствие необходимости применять катодную сварку, которая может повредить обои или краску на стенах и к тому же пожароопасна. Чтобы добиться лучшего результата, необходимо знать, как паять полипропиленовые трубы правильно.
Фактически, при наличии необходимых инструментов и аксессуаров для работы, это дело займет относительно немного времени. А значит, получится значительно сэкономить на монтажных работах, которые могут влететь в копеечку.
Важная информация о полипропилене
Конечно, для того чтобы понять, как правильно спаять пластиковую трубу, достаточно подробной инструкции или видео урока. Однако иметь начальные знания о полипропилене и особенностях монтажа труб из него также важно.
Итак, что нужно усвоить, прежде чем приступить к сварке пластиковых труб:
- Полипропилен плавится и теряет форму при температуре около 140 градусов по Цельсию. Однако многие изготовители указывают другую информацию для подстраховки – 95 градусов. Эта маркировка говорит о достаточной температурной устойчивости для применения в качестве водопровода горячего водоснабжения или в качестве труб отопления
- Полипропилен имеет значительный коэффициент удлинения при нагреве. Именно поэтому горячие полипропиленовые трубы имеют свойство провисать или идти волной при нагреве. Это может привести к серьезным повреждениям. Чтобы избежать этого, рекомендуется делать П-образные впайки. В этом случае труба не будет провисать и деформироваться – «ножки» буквы П просто сойдутся немного ближе друг к другу
- Армированные полипропиленовые трубы – также выход из ситуации с деформацией. Они в пять раз меньше удлиняются при нагреве. Но для создания оптимальных условий эксплуатации лучше всего также комбинировать прямые участки с П-образными вставками
Необходимые инструменты для сварки труб
Очевидно, что для того чтобы спаять трубы, понадобятся дополнительные инструменты. Минимальный набор включает в себя:
- Паяльник
- Карандаш
- Рулетку или длинную линейку
- Ножовку по металлу (при использовании армированных труб) или труборез
- Нож
Это минимально необходимый набор инструментов. Однако в некоторых случаях могут понадобиться дополнительные — наждачная бумага и др. Что же касается самого паяльника, то он нужен специальный – для полипропиленовых труб. Приобрести можно как самый дешевый, так и более дорогой. Отличаются они обычно мощностью, а она в свою очередь влияет на скорость нагрева участка трубы и сроки выполнения работы.
При покупке паяльника обратите внимание на набор инструментов в коробке – нередко в комплект может входить специальный маркер, рулетка, труборез. Тогда можно будет сэкономить на дополнительной закупке этих вещей. Лучше всего сильно не тратиться на закупку дорогих инструментов – в конечном итоге вы сможете сократить только время работы, а на качество соединения сам паяльник никак не повлияет.
Основные этапы пайки труб
Пайка полипропиленовых труб своими руками – это совсем несложно. Простая инструкция поможет не ошибиться в процессе работы:
- Замеры. Прежде чем отрезать нужный кусок трубы, следует тщательно произвести необходимые измерения. При этом не следует забывать о 1,5-2,5 сантиметрах, которые окажутся впаянными в фитинг
- Установка на паяльник насадки. Обычно они идут в комплекте и отличаются диаметром. Диаметр вашей трубы можно узнать по маркировке. После этого прибор следует нагреть
- Снятие фаски с трубы. Для этого используется шейвер. При внешнем армировании достаточно несколько раз провернуть прибор. При внутреннем – как следует прижать насадку-торцеватель и провернуть с усилием
- Непосредственная пайка. Труба вставляется в насадку паяльника с широкой стороны. Фитинг – с узкой. После того как детали прогрелись, необходимо вставить трубу в фитинг и подождать фиксации около 10-15 секунд
Несколько полезных советов о том, как самостоятельно паять
Подробно процесс сварки полипропиленовых труб можно увидеть на видео уроках, которых в интернете очень много. Однако есть несколько лайфхаков, которые вне всяких сомнений сделают работу с пластиком более простой и удобной:
- Обязательно снимите фаску. В противном случае, при вставке трубы в фитинг можно снять слой пластика. Из-за этого соединение станет менее прочным и совершенно неэстетичным
- При вставке трубы в фитинг не следует ее проворачивать. Иначе произойдет то же самое, что и в предыдущем пункте
- При использовании паяльника нужно вставлять пластиковые элементы до упора – важно, чтобы торец трубы при сварке припаялся к фитингу, иначе под угрозой окажется прочность соединения
- Если на паяльнике присутствуют насадки с тефлоном, то их не следует чистить острыми предметами. Лучше включить прибор и протереть тканью
В целом, самостоятельно спаять трубы довольно просто. При необходимости можно найти инструкции о том, как паять пластиковые трубы. Если же вы боитесь не справиться с задачей и испортить дорогие материалы – лучше найти мастера, который сделает работу за вас. Например, на сайте Юду можно нанять специалиста с большим опытом работы в этой сфере.
Монтаж полипропиленовых труб для отопления и водоснабжения
Разводка канализации и штробление коммуникаций – это довольно сложная, но выполнимая задача в домашних условиях. Монтаж полипропиленовых труб отопления и водоснабжения легко производится своими руками.
Инструменты
Укладка любых труб может производиться только при помощи специального оборудования. Используя подручные средства правильно установить водопроводную систему практически невозможно. Для того чтобы монтировать водопроводы или коммуникации для отопления из полипропилена, Вам понадобится:
- Аппарат для сварки пластика. Это может быть пистолет или электромуфта, которая используется для нагревания установочных насадок;
- Ножницы для трубы и шейвер для армированных коммуникаций;
- Набор насадок для коммуникаций. Их следует подбирать согласно размеру и сечению трубопровода, а также исходя из потребностей;
- Переходники и дополнительные элементы (хомуты, прокладки, тройники, колени и т. д.);
- Устройство для снятия фаски;
- Уровень, перфоратор для создания отверстий в стенах, наждачная бумага.
Несмотря на легкость этого процесса, монтаж водопровода из полипропиленовых труб выполняется только при помощи специальных паяльников для пластика. Их можно купить в строительных или сантехнических магазинах. Оборудование бывает следующих видов:
- Бытовой ручной паяльник;
- Профессиональный пистолет;
- Электромуфта.
Ручной паяльник отличается своим небольшим размером и простотой в использовании. Его можно применять для установки небольших отдельных элементов водостока и ремонта трубы, у которой нарушилась герметизация. Главным достоинством является низкая цена, а также возможность производить монтаж полипропиленовых и пластиковых труб в труднодоступных местах.
Но профессиональные сантехники предпочитают использовать специальные инверторы для пластика. Они идеально подойдут для любого соединения, могут применяться для установки всего водостока или отдельных его частей. Особенностью является возможность перенастройки и сварки пластмассы любого типа (резины, полиэтилена, полипропилена и т. д).
 Фото – аппарат для сварки
Фото – аппарат для сварки
Электомуфтовая сварка может применяться как монтаж полипропиленовых труб для водоснабжения в стену или на открытых участках. Технология подразумевает использование фитингов, которые соответствуют диаметру коммуникаций. Насадки разогреваются и в них вставляется (либо надевается сверху – это зависит от потребностей) полипропиленовая труба. Они очень удобны в использовании, могут применяться как для небольших сечений, так и для довольно широких уличных канализационных стоков.
 Фото – сварочный инвертор для полипропилена
Фото – сварочный инвертор для полипропилена
Технология работы
Главным достоинством использования пластмассовых коммуникаций для поведения и отведения воды, является возможность установки своими руками и использования уже спустя 30 минут после окончания работ. Существуют следующие способы монтажа полипропиленовых труб:
В квартире чаще можно встретить водоснабжение скрытого типа – где трубы уходят в стенку. Это более удобный вариант по эксплуатации, но его сложнее осуществить без помощи мастера. В частности, потому что требуется разрушать стену. Поэтому большей популярностью пользуется монтаж трубопровода наружным способом.
 Фото – открытые трубы
Фото – открытые трубы
Также схема установки зависит от системы отопления и водоснабжения. Она может быть однотрубная, двух трубная и комбинированная.
Инструкция, как осуществляется монтаж однотрубной системы отопления из полипропиленовых труб:
- Для начала выполняется проектирование системы. В однотрубной схеме используется отопительный аппарат (скажем, котел), радиаторы, трубопровод, бак для воды и дополнительные установочные элементы;
 Фото – пример схемы
Фото – пример схемы
 Фото – обрезка
Фото – обрезка
После готовятся фитинги и нагревательный инструмент, которым будет осуществляться монтаж полипропиленовых труб. Паяльник или муфта включаются в сеть и нагреваются до определенной температуры. В это время в трубу вставляется подходящая по размеру насадка. Диаметр может отличаться на 1 мм, но не более. Хомутами насадка затягивается на трубе и нагревается паяльником. По истечению определенного времени (этот показатель определяет диаметр трубы и толщину стенок) инвертор отключается, в насадку устанавливается второй отрезок трубы. Последовательность действий не меняется, при этом учитывайте, что на поворотные элементы может потребоваться большее время для соединения;
 Фото – пайка
Фото – пайка
В зависимости от выбранной схемы может меняться принцип подключения котла или бойлера и труб, но соединение полипропиленовых отрезков практически всегда выполняется по одному принципу.
Особенности работы с полипропиленом:
- Угол наклона подбирается согласно требованиям СНиП и ЕНиР. Это очень важный момент, без которого работа водопровода не будет эффективной;
- Нужно придерживаться температуры плавления полипропилена и не передерживать соединения по времени;
 Фото – время сварки
Фото – время сварки
Видео: как монтировать полипропиленовые трубы

Обзор цен
Стоимость монтажа полипропиленовых труб в разных городах может несущественно отличаться, расценки зависят от сложности и объема задач. Рассмотрим цены в разных городах:
Как правильно спаять отопление и водопровод из полипропилена

Цена труб и фитингов из полипропилена (сокращенно – ППР) заметно ниже, чем других полимеров – металлопластика, сшитого полиэтилена. Но можно сэкономить дважды — купить недорогой паяльник и спаять водопровод либо отопление из PPR своими руками.
Суть проблемы: в интернете опубликовано множество инструкций и видео по соединению трубопроводов в отрыве от реальных условий монтажа. Домовладелец учится правильно сваривать фасонные элементы на столе, но не знает тонкостей прокладки и стыковки готовых участков. Предлагаем изменить подход — пайка полипропиленовых труб и монтажные работы должны осваиваться одновременно.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.

Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
- Нарисуйте водопроводную и отопительную схему, перенесите проекции магистралей на стены помещений.
- Подготовьте необходимые инструменты и приспособления. Профессиональный сварочный аппарат (он же паяльник или «утюг») с набором насадок лучше взять в аренду, а не покупать.
- Нарежьте заготовки и сварите участки системы в удобных условиях – на столе.
- Готовые участки закрепите по месту и соедините между собой. Подключите сантехнические и обогревательные приборы.
Примечание. Составление схемы и разметка трасс на стенах позволит вам четко выбрать комплектующие – тройники, отводы, муфты и определить количество труб для закупки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.
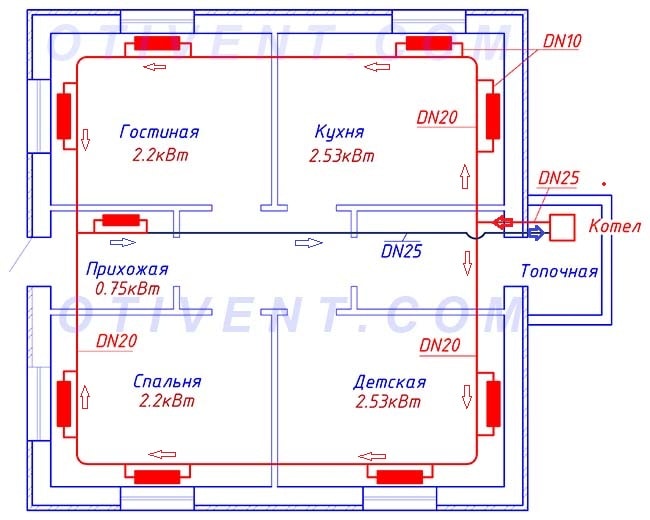 Пример однотрубной системы отопления одноэтажного дома
Пример однотрубной системы отопления одноэтажного дома
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
Важный нюанс. Грязевики должны ставиться в правильном положении – горизонтально, «носиком» вниз. Под установку водяных фильтров выбирайте подходящие прямые участки.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.
 Разметка на стене помогает увидеть реальные контуры будущей системы
Разметка на стене помогает увидеть реальные контуры будущей системы
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.
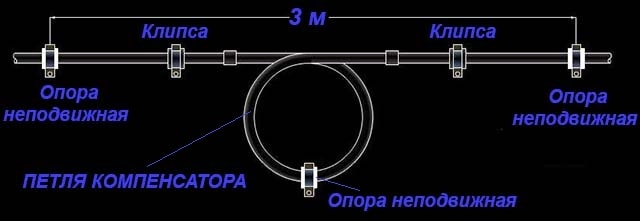
Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.
 Разновидности сварочных аппаратов и тефлоновых насадок
Разновидности сварочных аппаратов и тефлоновых насадок
Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:
- секундомер;
- ножницы для резки – обязательно, ножовки и болгарки не годятся;
- шейвер – устройство торцевания труб, армированных алюминием;
- средства измерения – рулетка, угольник, линейка;
- маркер либо простой карандаш;
- обезжиривающий состав – уайт-спирит, бензин «калоша», нефрас, спирт (ацетон не годится);
- ветошь;
- перчатки защитные.

Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.

Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.
Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.

- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.

- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.

- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.
- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.
Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.

Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.
 Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).

- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.

- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.
 Примеры готовых частей водопровода
Примеры готовых частей водопровода
Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
Лайфхаки и полезные идеи из обрезков полипропиленовых труб для дома и быта
Не спешите выбрасывать обрезки труб, которые остались после ремонта. Из кусков разного размера и диаметра получаются очень неплохие вещи, а значит, можно не тратить деньги из семейного бюджета. Предлагаем несколько вариантов применения обрезков труб из полипропилена. Идеи подойдут для дома, дачи, гаража и кладовки.

Как соединить трубы
Легкие, прочные и безопасные в использовании трубы можно стыковать тремя разными способами:

- В раструб с резиновым уплотнителем. Изготовители уже оснастили раструб уплотнителем, хозяину надо только подобрать трубу с меньшим диаметром и вставить ее в раструб. Все, герметичность стыка идеальная, изделие можно быстро разобрать.
- На клей. Чтобы стыковать две детали, с края трубы снимают фаску или обрабатывают край наждаком. Потом конец надо обезжирить, намазать клеем и вставить в фитинг или раструб, повернуть на четверть оборота и прижать. Подержать 60 секунд для схватывания, потом дать изделию просохнуть. Такие модули получаются неразборными, поэтому на клей чаще всего присаживают каркасные модули.
- Фланцевое соединение. Тут нужны фитинги, обеспечат прочность стыков и возможность быстрого демонтажа конструкции. Как в случае с клеевым соединением концы труб зачистить (снять фаску), на срез надеть фланец, резиновую прокладку, задвинуть фланец и стыковать с ответным фланцем болтами. Осталось затянуть болты, прочный стык готов.
А теперь о том, что можно сделать из остатков полипропиленовых труб разного размера и сечения.
Органайзеры или системы хранения для мелочей

Обрезки длиной до 20 см разного диаметра закрепить на стене горизонтально – это будут полки под мелочи, вертикально на плоскости – система хранения для карандашей, скрепок. В такие подставки удобно складывать гвозди, шурупы. Ширина трубы может быть любой.
Если в отрезок сечением до 50 мм уложить кусок поролона, получается игольница. Намочить поролон – подушка для смачивания пальцев.

Рамки и перегородки
Нарезать трубу сечением до 100 мм на тонкие кольца, затем стыковать их плоскостями – получается рамка для фото. Много колец, соединенных клеем, превратятся в перегородку. Каркас для перегородки тоже можно сделать из тонких ПВХ труб, а легкая ширма уместна при разделении зон в спальне, ванной комнате.


Полки для обуви и бутылок

Тут нужны трубы с широким сечением. Нарезать их кусками длиной до 30 см (длина бутылки или пары обуви), закрепить вертикально на стене отверстием внутрь. Фиксировать на клей или саморезы. Секций может быть сколько угодно, конструкция мало весит и будет уместной в любой квартире, гардеробной комнате или даже погребе.
Если несколько отрезков труб установить в ванной, в них удобно складывать свернутые банные полотенца, прочие аксессуары.
Вешалки для одежды и подставки

Несколько соединенных труб небольшого диаметра могут превратиться в удобную полочку-подставку под книги. Форма – любая, хоть в виде змеевика. С вешалками еще проще – каркас из трубы с опорой на ножки из ПВХ изделий. На перегородку вместится любое количество крючков.

Если надо сделать мобильную вешалку, каркас следует установить на колесики.
Стеллажи

Каркасная система с полками из стекла, фанеры заменит дорогой готовый стеллаж. Если конструкцию покрасить, то она неплохо встанет в гостиной, для кладовой или мастерской трубы не декорируют.
Чтобы полки из фанеры или ДВП прослужили дольше, их надо обтянуть самоклейкой.
А теперь идеи для дачных и загородных домов.

Легкая мебель
Чтобы сделать стулья, стол или лавку не надо обладать большим опытом. Несколько трубок соединить на фланцы, а в качестве сидения натянуть плотную ткань или уложить на каркас подушку. Аналогичным образом можно изготовить практически всю дачную мебель.
Из ПВХ труб, согнутых в дугу, выходят отменные шезлонги, кресла.
Ограждение
Полипропиленовые трубы – это материал, который служит практически вечно. Если кусков осталось немало, смело делайте ограждение для участка. Будет много соединений, стыков, но итог усилий порадует.

Чтобы сделать забор не только декоративным, каркас следует усилить. Простая ажурная конструкция послужит для разграничения участков.
Арка для сада

Чтобы согнуть трубы для придания им формы, их надо прогреть газовой горелкой. Удобнее придавать полукруглую форму, сгибая деталь по контуру бочки. Затем арочные элементы стыковать с прямыми отрезками и зафиксировать конструкцию на нужном месте. Красиво выглядят не только арочные, но и прямоугольные арки – в этом случае ничего гнуть не придется.

Кормушка
Закрепив в курятнике несколько канализационных ПВХ труб с изгибом на конце, хозяин избавится от необходимости заходить в сарай для кормления птицы. Зерно засыпают в верхнее отверстие, куры сами клюют корм. А отсутствие рассыпанного зерна поможет сохранить в помещении чистоту.

Таким же образом можно сделать поилки.
Капельный полив

Чтобы обеспечить газон или грядку постоянным поливом без особого труда, надо собрать каркас из труб ПВХ. Каркас может быть решетчатым, квадратным или прямоугольным – это дело хозяина. В трубах надо просверлить много мелких отверстий, подсоединить шланг и система полива готова.
Закрепив трубу с отверстиями на расстоянии 0,7 м от грунта в теплице можно сделать капельный полив для огурцов, томатов и прочих культур. Не забудьте вставить в один конец заглушку, чтобы вода поступала именно через форсунки.

Беседки
Соорудить малоформатную конструкцию из ПВХ труб намного проще, чем кажется на первый взгляд. Нужны длинные отрезки, тогда и соединять ничего не придется. Согнуть трубы в дугу, установить так, чтобы между концами вместился стол и лавочка, вкопать в землю. Пологом послужит тент, брезент или мембрана. Беседка готова.

Если длинных отрезков нет, подойдут короткие, но будет больше соединений. Боковые стенки такой беседки можно затянуть вьюнами, верх – ветрозащитной мембраной.
Парник или теплица
Делать так же, как дуговую беседку – согнуть трубы, закрепить в грунте и натянуть пленку, мембрану. Но можно сделать простой куб из отрезков. В этом случае каркас изготавливают любого размера. Покрытие – мембрана, пленка.

Если парник получается длинным, практично установить «форточку» — соединить два элемента с небольшим отступом ширины. Материал между такими стойками натянуть отдельным куском. Для проветривания достаточно отогнуть мембрану.
Для сооружения теплицы мастера рекомендуют применять соединение на болты. Прочный каркас, усиленный ребрами жесткости, выдержит покрытие из оргстекла, поликарбоната.

Контейнеры для рассады или выращивания ягоды
Каркасная система из труб, размещенных вертикально и горизонтально, пригодится для участков малой площади. В пластиковых элементах удобно выращивать зелень, ягоды. Для формирования системы подойдут широкие канализационные трубы. Заранее сделать отверстия, заполнить их грунтом и высадить рассаду. Фиксировать в любом положении – вертикальном, горизонтальном на стену или каркас из ПВХ труб.
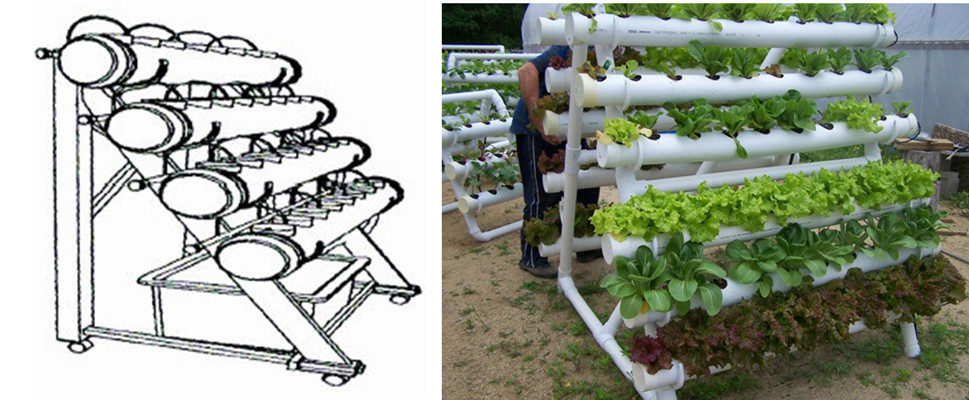
Для вертикальных «лунок» под садовую землянику внутрь больших труб надо поместить отрезки с меньшим сечением и отверстиями (форсунками). Теперь по меньшим трубам подать воду, получается капельный полив для ягод.
Что еще можно сделать из обрезков ПВХ труб:
- навес для авто;
- легкий разборный тент на пикник;
- светильники на дачу;
- качели.
Строительный «мусор» — это масса вариантов использования. В дело пойдут не только обрезки ПВХ труб, но и облицовочного материала, линолеум, доски и многое другое.

Как соединять полипропиленовые трубы
Металл в современных трубопроводах используется нечасто. Большинство коммуникаций сегодня собирают из прочного пластика, чаще всего полипропилена. Естественно, и способы соединения водопроводных и канализационных полипропиленовых труб отличны от обычной сварки.
Монтаж изделий полипропилена
Существует два основных вида монтажа пластиковых труб:
- неразъемное сварное: сплавление деталей под воздействием высоких температур с помощью сварочного аппарата особой конструкции; из-за отсутствия зазоров в местах стыковки подобный способ считается наиболее надежным; идеален он для 16-40-миллиметровых труб; к недостаткам можно отнести невозможность временного демонтажа;
 Стыкуемые детали предварительно разогревают сварочным аппаратом
Стыкуемые детали предварительно разогревают сварочным аппаратом
- разновидностью предыдущего вида соединения является так называемая холодная (клеевая) сварка, способ, при котором пластик не расплавляется, а растворяется с помощью специальных клеевых составов; но этот способ применим лишь для трубопроводов, предназначенных для подачи холодной воды;
 Метод холодной сварки
Метод холодной сварки
- разъемное (фитинговое): посредством промежуточных элементов – переходников; способ применим в основном для сопряжения тонкостенных изделий и труб малого диаметра, а также стыковки труб из разных материалов: пропиленовых с полиэтиленовыми, пропиленовых с металлическими; для усиления мест сопряжения следует использовать ленту из тефлона или уплотнитель.
 Разъемное фитинговое соединение
Разъемное фитинговое соединение
Последний вид монтажа вполне допустим лишь для труб, по которым будет осуществляться подача холодной воды. Ведь при нагреве в результате теплового расширения между сопряженными деталями может образоваться зазор, и, как следствие, протечка. Поэтому для соединения трубопроводов с горячей водой и монтажа отопительных систем считается более надежным сварной метод.
Несъемные сварные соединения в свою очередь подразделяются на:
- стыковые: не требуют использования дополнительных деталей; сварка осуществляется «труба к трубе»; подобный способ применим для стыковки деталей большого диаметра, причем только из полиэтилена; для полипропилена подобный метод не используется; плюс для него необходимо специальное дорогостоящее оборудование; так как для работы в домашних условиях не подходит, поэтому подробно на нем мы останавливаться не будем;
 Стыковая сварка
Стыковая сварка
- раструбные с использованием переходников-фитингов (муфовая сварка); расплавлению подлежит наружная сторона трубы и внутренняя поверхность фитинга; именно этот способ используется для монтажа трубопроводов горячей воды и отопительных систем.
 Раструбная сварка
Раструбная сварка
Совет! Для системы теплых полов и разводки холодной воды желательно брать трубы с маркировкой PN-10. Изделия большего диаметра PN-16 понадобятся для сборки системы отопления. При использовании деталей PN-20 и -25 используется только сварка.
Создание неразъемного сварного соединения
Как соединить полипропиленовые трубы (ПП) между собой? Идеальный вариант – сварка. Этот метод монтажа, при котором расплавленный полипропилен трубы и фитинга смешивается на молекулярном уровне, часто называют диффузной сваркой. В результате образуется целостная конструкция.
Требуемые инструменты
Для создания сварных соединений необходимо запастись следующими инструментами:
- труборез для получения идеально ровных срезов или ножовка по металлу;
- сварочный аппарат: в быту его называют паяльником для полипропилена;
- торцеватель или насадка на дрель для зачистки армирования;
- обычный нож или инструмент для снятия фаски (кромки) срезов;
- маркер;
- строительный уровень;
- угольник.
 Основные инструменты
Основные инструменты
Диффузная сварка поэтапно
Процесс соединения сваркой в домашних условиях несложен. Самое главное, работать точно и аккуратно. Чтобы приноровиться к работе аппарата и точно выдерживать время расплавления пластика, на первых порах лучше потренироваться на небольшом кусочке полипропиленовой трубы.
Итак, рассказываем, как паять пластик:
- Паяльник должен располагаться на горизонтальной плоской поверхности.
- Концы труб зачищают и торцуют так, чтобы получился срез точно под 90°. С помощью торцовки удаляются заусеницы, а также мешающее сопряжению отрезков армирование.
- После зачистки концы обезжириваются ацетоном.
- Их надевают на специальные насадки сварочного аппарата, нагретые до определенной температуры (она указывается в инструкции и зависит от диаметра конкретной трубы).
- Насадки нужного диаметра заранее выбираются и присоединяются к сварочному аппарату. Для этого потребуется небольшое усилие. Деталь, на которую надевается фитинг, называют дорном. Насадка, на которой крепится конец трубы – гильзой.
- После разогрева деталей в течение нескольких секунд трубу и фитинг снимают. Делать это требуется одновременно, двумя руками.
- Конец разогретой трубы необходимо тут же ввести в фитинг до упора и жестко зафиксировать руками в таком положении на несколько секунд. Смещать или вворачивать отрезок внутрь фитинга запрещено. Стыковка должна производиться только по прямой линии. Время фиксации и остывания пластика указывается в таблице – приложении к инструкции.
Совет! Для получения прочного соединения используются трубы и фитинги одинаковой толщины и диаметра. Сваривать изделия от разных производителей крайне нежелательно – материал должен быть совместим по своим химическим свойствам.
Основные ошибки сварки
Соединения могут получиться непрочными в результате следующих ошибок:
- загрязнения пластика или попадания влаги: попадание в разогретый пластик посторонних включений приводит к его деформации; вода же в процессе нагревания быстро превращается в пар, капли которого, смешиваясь с пластиком, приводят к его ослаблению;
- неверно подобранной температуры: если она недостаточно высока, шов будет ослаблен и со временем даст течь; перегрев пластика может привести к потере его формы и образованию наплывов, которые будут затруднять нормальную проходимость трубопровода;
- недостаточного времени выдержки до полного застывания полипропилена, при этом чего возможен перекос;
- насадка разогретой трубы в фитинг не до конца, в результате чего образуется пустотелый участок со сниженной толщиной стенки; прочность шва в этом месте уменьшается, и даже небольшое увеличение давления может привести к течи;
- схожий дефект образуется и при неровных срезах или наличии неудаленных заусенец, которые приводят к образованию пустот;
- излишних усилий при соединении деталей и их смещение; в результате этого дефекта образуются наплавы пластика, мешающие прохождению воды;
- некачественной зачистки фольги с промежуточного слоя; даже попадание небольшой кусочка приводит к снижению проходимости трубопровода.
 Дефекты диффузной сварки
Дефекты диффузной сварки
Холодная сварка
Еще один способ надежного соединения полипропиленовых труб. Оно получается таким же добротным, как и швы, полученные в результате диффузной сварки. Холодная сварка может применяться при монтаже деталей практически любого диаметра, как большого, так и малого. Однако, так как клей способен размягчаться под воздействием повышенных температур, подобный метод применим лишь для систем холодного водоснабжения или канализационных систем.
- После разметки, резки труб, а таких их зачистки и торцевания производится очистка мест сопряжения от загрязнений и обезжиривание их ацетоном.
- Клей удобней наносить пистолетом или кистью. Состав необходимо распределить равномерно по намеченной поверхности.
- Далее трубу и фитинг плотно прижимают друг к другу на короткое время (оно указано в инструкции). Как правило, для загустевания состава достаточно 20-30 секунд.
- Детали необходимо аккуратно, стараясь не сместить, отложить в сторону. Хотя время схватывания составов составляет 15-60 минут, подвергать шов нагрузкам разрешается лишь после окончательной полимеризации, которая длится не менее суток. Сдвигать или разъединять детали до истечения этого времени не допускается.
Совет! При покупке клея для холодной сварки внимательно изучите инструкцию. В некоторых случаях для его изготовления потребуется смешивание двух компонентов. В случае нарушения правильности пропорций клеящие свойства препарата могут снизиться.
Разъемное фитинговое соединение
Вы не знаете, как соединить трубу ПНД (полиэтиленовую) с полипропиленовой? Возьмите на вооружение именно этот способ. Подходит он для сопряжения и других материалов, а также монтажа труб малого диаметра.
Стыковка посредством разъемных фитингов удобна – в любой момент соединение можно разобрать, прочистить или заменить. Никаких специальных инструментов для его создания не нужно – достаточно ножниц для резки полипропилена или ножовки по металлу и набора гаечных ключей.
Опишем процесс создания разъемного соединения поэтапно:
- На одном конце крепим обжимную гайку. Здесь же должно располагаться кольцо разрезного типа. Причем его край должен располагаться в 1 мм от края (среза).
- Стыкуем его со второй трубой и закрепляем ее на штуцере.
- Заворачиваем с помощью гаечного ключа обжимную гайку.
 Виды фитингов
Виды фитингов
Стыковка пластиковых труб с металлическими элементами
Сопряжение полипропилена с другими материалами сваркой технически невозможно. В этих случаях используется только фланцевое соединение. Для монтажа полипропиленовых изделий с разными видами смесителей, счетчиками и другими приборами, переходники которого изготовлены из стали, необходимо подбирать особые фитинги, снабженные двумя видами креплений – внутренней или внешней резьбой и муфтой для пайки.
Сопряжение полипропилена со сталью посредством фитингов производится следующим образом:
- Металлический элемент, требующий стыковки, обрабатывается маслом или солидолом. Далее на нем нарезается резьба. В зависимости от типа фитинга она может быть внутренней или внешней.
- Уплотнить резьбу можно паклей или фум-лентой. Паклю лучше дополнительно обработать силиконом.
- Навинчиваем фитинг.
- К другому его концу подводим разогретую паяльником полипропиленовую трубу.
 Соединение полипропилен-металл
Соединение полипропилен-металл
Металлопластик и полипропилен
Как надежно соединить металлопластиковую трубу с полипропиленовой? Существует три основных способа создания подобных линий:
- посредством муфтовых соединений и пары фитингов, предназначенных для конкретных видов труб;
- фланцами с металлическими шайбами;
- с помощью двусторонних муфт из полиэтилена и фитингов: самый надежный и проверенный способ, используемый для систем отопления.
Крепление же патрубков делают сваркой или с помощью резьбы. Фитинги для металлопластика изготавливаются лишь из металла. Фланцы в подобных системах не используются. Дополнительную герметизацию в соединении обеспечивает фум лента.
 Фитинговое соединение
Фитинговое соединение
Сварка (пайка) полипропиленовых труб

Среди строительных материалов для обустройства современных систем водоснабжения и отопления лидирующее место занимают полипропиленовые трубы и фитинги. На европейском рынке эти трубы появились ещё в конце двадцатого века. В последствии лишь изменялась и улучшалась технология их изготовления, которая позволила проводить армирование труб алюминием, стекловолокном. Благодаря технологии армирования увеличился диаппазон рабочих температур и сфера применения ППР труб. С помощью недорогого аппарата легко осуществляется сварка полипропиленовых труб своими руками. Однако следует учесть: чем дешевле аппарат, тем меньше срок его службы и хуже качество сварного соединения. Профессионалы -мастера приобретают дорогие модели, которые очень быстро окупаются и гарантируют качество сварного шва.
Преимущества ППР труб:
Подготовка к монтажу и сварке полипропиленовых труб

Для монтажа полипропиленовых труб нам понадобятся следующие инструменты:
Паяльник для полипропиленовых труб.
Сварочные насадки необходимого размера.
Фаскосниматель, Торцеватель, Зачистка (показаны на рисунке ниже).
Перчатки (для уменьшения вероятности ожога).

Если в процессе производства работ будет использоваться ППР труба с наружной армирующей фольгой, требующей зачистки, то дополнительно понадобиться специальная фреза (шейвер).

Технология сварки полипропиленовых труб враструб
Сварка ППР труб враструб является основным способом соединения трубопроводов из полипропилена. Для сварки используются фитинги (углы, тройники, отводы) из того же материала, что и сами трубы.
1 Этап. На сварочный аппарат устанавливаются насадки нужного диаметра, и устройство включается в сеть для разогрева нагревательных элементов до +260 °С с точностью ±5°С;
2 Этап. Полипропиленовая труба обрезается в нужный размер специальными ножницами. Необходимо следить, чтобы отклонение торца обрезанной трубы от плоскости, перпендикулярной плоскости трубы, не должно превышать 0.5 мм;
3 Этап. При наличии армирующей алюминиевой фольги торец трубы обрабатывается шейвером на расстояние, соответствующее глубине раструба фитинга плюс 5 мм;
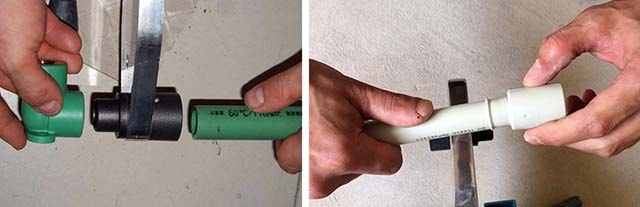
4 Этап. На торце свариваемой трубы снимается фаска под углом 30 градусов на ширину, соответствующую данным таблицы 1:
Таблица 1. Ширина фаски на торце полипропиленовых труб в зависимости от номинального диаметра трубы.
5 Этап. Далее на торец свариваемой трубы наносится метка или устанавливается ограничительный хомут на расстоянии, указанном в таблице 2;

Таблица 2. Глубина раструба фитинга и расстояние до метки или ограничительного хомута при сварке полипропиленовых труб разных номинальных диаметров.
6. Важный этап. Очистка и обезжиривание свариваемых поверхностей. Очищается торец полипропиленовой трубы до метки(ограничительного хомута) и внутренняя поверхность раструба фитинга.
7 Этап. Насаживается раструб фитинга на дорн, а торец трубы вводится в муфту (гильзу) нагревательного элемента, не допуская несоосности трубы и дорна более, чем на 5 градусов;
8 Этап. Выдерживается время оплавления, оптимальное для труб определенного диаметра. Важно: Время нагревания фитинга и трубы отсчитывают с момента полной насадки деталей ;
9 Этап. Снимается раструб фитинга с дорна, а конец трубы вынимается из муфты, стараясь, чтобы время технологической паузы от оплавления до соединения не превышало допустимой величины для свариваемых номинальных диаметров труб;
10 Этап. Соединяется раструб фитинга и торец трубы до метки или ограничительного хомута и выдерживается время для охлаждения стыка, установленное технологией для разных номинальных диаметров труб. Важно: В процессе соединения деталей запрещается поворот изделий по оси!

Продолжительность оплавления, технологической выдержки и охлаждения при сварке полипропиленовых труб разных номинальных диаметров приведены в таблице 3.
Таблица 3 . Параметры сварки полипропиленовых труб
Наружный диаметр трубы, мм
Глубина сварки, мм
Время нагрева, сек
Время соединения, сек
Время охлаждения, мин
Примечание: время нагрева тонкостенных труб (PN10) сокращается на половину (время нагрева соединителей остаётся неизменным). Время нагрева при наружной температуре воздуха ниже +5 °С должно быть увеличено на 50%.
Внимание: Сварка полипропиленовых труб должна выполняться при температурах не ниже 0 градусов Цельсия. Ручная сварка полипропиленовых труб возможна только до номинальных диаметров 40 мм включительно. Сварка полипропиленовых труб номинальных диаметров более 40 мм осуществляется с помощью приспособлений, обеспечивающих соосность трубы и нагревательного элемента, или на специальных сварочных станках.
Контроль качества сварного соединения ППР.
Контроль качества сваренного стыка, выполненного при сварке полипропиленовых труб, осуществляется визуально, при этом:
1.Отклонение оси полипропиленовой трубы и оси раструба фитинга не должны превышать 5 градусов;
2. На поверхности полипропиленовой трубы и фитинга не должны быть трещины, складки или иные дефекты, обусловленные перегревом деталей во время оплавления;
3. По окружности кромки раструба фитинга на трубе должен быть сформирован равномерный и сплошной валик, по высоте немного выступающий за наружную поверхность раструба фитинга.
Основные ошибки в процессе сварки полипропиленовых соединений
1. Неполная установка трубы или фитинга на прогрев. Делает невозможной сборку деталей на полную глубину (детали упираются в грат, не дойдя до конца).
2. Превышение нормальной глубины погружения трубы в муфту при ее установке на прогрев или несвоевременного ее снятия. В этом случае торец трубы загибается внутрь, образуя грат, который сужает проход трубы и препятствует свободному течению воды.
3. Недоведение деталей до упоров при их сборке (соединение не на всю глубину). Чревато потерей прочности и герметичности соединения .
4. Перегрев деталей из-за превышения времени нагрева или слишком высокой температуры паяльника. Приводит к потере прочности и герметичности сварного элемента.
5. Недогрев деталей из-за малого времени нагрева или заниженной температуры сварочного аппарата. Это приводит к невозможности сборки деталей.
6.Превышение временного интервала между снятием деталей с прогрева и их сборкой. Ошибка приводит к невозможности сборки деталей или несплавлению в соединении с нарушением герметичности.
7.Неправильная резка трубы, выражающаяся в неперпендикулярности ее торца оси. В этом случае в собранном соединении образуется слабое место из-за неплотного прилегания торца трубы к внутреннему ограничителю фитинга.
8.Нарушение соосности трубы и фитинга при сборке. Приводит к деформации и, возможно, к потере герметичности соединения.








