
Полипропилен прилипает к насадкам
При разогреве ПП трубы сильно мажется насадка. В чем может быть проблема?
Первый опыт.
Паяльник — Кандан (новый), Труба — 25, какая-то турецкая кипельно белая, гладкая, с красной полосой. После разогрева расплавленный пластик остается на стенках насадки тонким слоем практически по всей площади. При этом парная насадка для разогрева фитинга остается чистой, ничего не прилипает (фитинги обишные). Время разогрева и температура — согласно мануалу.
Обезжиривание всех поверхностей проводил.
Что может быть?
Насадка фуфло? Или труба? Или руки кривые?
Или Вы передерживаете деталь,или что более вероятно-бракованная насадка,нет там слоя тефлона(а должен быть).Такое происходит на старых насадках.комплект новых насадок стоит 250 руб.Много варю-часто меняю эти насадки-и все нормально с любым паяльником и трубами.
Может случалось такое видеть. Варил тем же самым 32 диаметр. Насадки штатные. Фитинг входит в разогретый паяльник как надо (туго).
Труба (Pilsa PN20 стекло) очень легко, почти не прилагая усилий. Сваренный стык получается нормальный, с круглым «кантиком». Может так и надо?
Скорее насадка плохая. Она ведь комплектная? А в комплекте обычно самые дешёвые насадки. С тефлоном продают отдельно, за «отдельную»-же цену. Да и те бывают только по названию «с тефлоновым покрытием», а на самом деле краска под тефлонове покрытие. На рынке один мужичёк к продавану с претензией обратился — «А чего это ты мне впарил уважаемый? Мне сказали что это покрытие вовсе не тефлоновое, а вовсе даже. «лакокрасочное». Вобщем шум поднял, продавану ничего не оставалось как вернуть деньги.
Возможно и перегрев, температуру бы паяльника проверить по точнее, каким нибудь прибором, хоть обычным радиолюбительским тестером с термопарой. Или попробуйте просто немного «убрать» регулятором.
Мазаться насадка может, для этого и существует в арсенале небольшая тряпочка (ветошь) которой этот лишний пластик надо стирать.
Но, мазаться должно не так, как Вы описываете:»равномерным тонким слоем», здесь явно какая-то проблема.
Я работаю с комплектными насадками, покрытие есть, похожее на тефальную сковородку. Мажеться конечно немного при разогреве, обычно с какого нибудь края насадки. Год примерно работаю (если плотно дни считать) пока насадки целые, без повреждений.
Насадки с тефлоновым покрытием вообще пачкаться не должы. Даже по превышении температуры. Он-же тефлон.
попробуй не обезжиривать )
)
Насадки дерьмо.
Берем тефлон и с тем же паяльником и те ми же трубами/фитингами мазаться перестает.
P.S. Ну и за временем следить надо. Меньше греем, меньше мазаться будут.
+1000.Хорошие насадки,меньше заморачивайся(главное,чтобы на расплав ничего постороннего не попало) и всё получится.
Спасибо всем! К выходным прикуплю новый комплект насадок.
Кстати, паяльник новый (Candan-CM-03), насадки комплектные, но покрытие скорее похоже на сковородочное, чем идентичное. Следует отметить, что на данном паяльнике изначально была сдвинута неподвижная риска-ориентир — аккурат на 180 гр. Пришлось выставлять по термопаре. Температура гуляет -20 +5 градусов.
А посоветуйте какой сварочник для ПП лучше приобрести для использования дом-дача? Не нашел дискуссий на эту тематику.
alpa написал :
Не нашел дискуссий на эту тематику.
Интересно а как Вы искали? 
При наборе в поиске форума слов «сварочный аппарат для ППР» сразу всплывает десяток ссылок на интересующую Вас тему:
» >
Для использования дом-дача, а так же благоустроенная квартира, рекомендую приобрести аппарат для раструбной сварки Dytron Set SP-4a 650W TraceWeld MINI blue, сам такой собираюсь купить.
alpa написал :
посоветуйте какой сварочник для ПП лучше приобрести для использования дом-дача? Не нашел дискуссий на эту тематику
Есть темы: » >
» >
Сам сейчас выбираю сварочник, назрел вопрос покупки сварочника, полипропиленовых труб и фитингов.
Присматриваюсь к сварочникам: » > Не знаю- что выбрать . так, сказать- для дома, для семьи.
Юрий-Электр Любой,киловатта на полтора.
Странный выбор по кВтам.до 40 трубы достаточно 600 Вт.2 спираль идет как запасная.Тоже стал прилипать РР к насадкам чешские в розницу стоят 400-500 руб.Взял паяльник БлюОушен за 3тыр.В комплекте очень хорошие насадки с японским тефлоном и отличные ножницы- думал как всегда отдельно покупать.чумадан тоже компактный.Стержень для горячей замены насадок идет в комплекте о_О.Короче качественный китай.
exputer написал :
Первый опыт.
Паяльник — Кандан (новый), Труба — 25, какая-то турецкая кипельно белая, гладкая, с красной полосой. После разогрева расплавленный пластик остается на стенках насадки тонким слоем практически по всей площади. При этом парная насадка для разогрева фитинга остается чистой, ничего не прилипает (фитинги обишные). Время разогрева и температура — согласно мануалу.
Обезжиривание всех поверхностей проводил.
Что может быть?
Насадка фуфло? Или труба? Или руки кривые?
. По началу это тоже «парило». Покупал насадки от именитых производителей — эффект тот же. После 5-6 паек тоже начинают засираться. Сначала протирал хлопковой тряпкой. Потом забил на это. Дымит правда — ну и хрен сним. Влияние нагара на качество вроде не влияет. Кстати насадка для трубы засирается в два раза больше чем насадка для фитинга. Но еще раз повторюсь, и хрен бы сним.
Была аналогичная проблема, ролики выше и прочее не помогло.
Причина налипания полипропилена на паяльнике в том, что ручной термостат(регулятор температуры) не точный и выставленная температура не соответствовала для данного полипропилена вместо 260 в моём случае надо выставлять 230-240 , тогда насадка будет идеально чиста. Причём это важно не только для чистоты, а и показатель того, что не перегревается, т.е. меньше вероятность заузить отверстие и крепче соединение.
Если на паяльнике крутилки нет, т.к. термостат сам точно держит температуру, как машина автомат, то тогда наверно в случае перегрева можно попробовать другие трубы(производитель выпустил под свои) или ремонтировать паяльник.
Как некоторые пишут, что один производитель лучше или хуже, если температура плавления выше — это очередная чушь.
Паяльник самый дешёвый из Леруа. Если налипло можно бумагой или тряпкой вытирать не царапая.
Правила работы с паяльником для пластиковых труб
Для спайки пластиковых труб (такие трубы действительно часто используются для внутренних коммуникаций) не обязательно вызывать мастера-сантехника. При наличии паяльника с этим вполне можно справиться самостоятельно.
Во многих аспектах паять пластиковые трубы гораздо легче, чем паять металлы. В процессе работы надо лишь следить за температурой и не перегревать стыки.
Какой пластик используют для водопровода
 Пластик как материал для труб соответствует высоким запросам потребителей. Пластиковые изделия не слишком дорого стоят, долговечны, не шумят, обладают небольшим весом и низкой теплопроводностью — преимуществ действительно предостаточно. Но при этом надо понимать, что существует несколько видов пластика:
Пластик как материал для труб соответствует высоким запросам потребителей. Пластиковые изделия не слишком дорого стоят, долговечны, не шумят, обладают небольшим весом и низкой теплопроводностью — преимуществ действительно предостаточно. Но при этом надо понимать, что существует несколько видов пластика:
- полиэтилен;
- полипропилен;
- поливинилхлорид;
- металлопластик.
Каждый из них обладает своими характеристиками и сферой применения. Это нужно учитывать при выборе, монтаже и пайке.
Полиэтиленовые (принята маркировка PE) пластиковые трубы используют как для разводок внутри зданий, так и для наружных трасс. Возможно их применение на трубных соединениях повышенного давления. Но есть у полиэтилена и существенный недостаток — он теряет некоторые свои свойства уже при -20 ℃.

Поливинилхлоридные (маркировка PVC или ПВХ) пластиковые трубы обычно покупают тогда, когда хотят снизить себестоимость ремонта. В нынешнее время ПВХ считается самым дешёвым полимером. А значит, и вся система будет стоить ниже, чем аналогичная, но, сделанная, например, на основе полиэтилена. Соединение труб ПВХ часто осуществляется методом «холодной сварки» или «в раструб» с использованием резиновых соединителей.

Полипропиленовые (маркировка PP) пластиковые изделия отличаются большой жёсткостью и работать паяльником с ними не так-то легко. Трубы из полипропилена не сматываются в бухты, а продаются отрезками по четыре метра. Диаметр таких изделий колеблется от 16 мм до 12,5 см. Умение спаять полипропиленовые трубы обычным паяльником — это действительно очень важный навык. Ведь такие трубы используются во многих областях: для горячего и холодного водоснабжения, для поливных систем на дачном участке, для обеспечения определённых технологических процессов в промышленных цехах.

Помимо чисто пластиковых, существуют ещё и металлопластиковые варианты (например, с применением алюминия). И такие трубы являются самыми практичными изделиями, срок их использования (при условии монтажа, осуществлённого правильно, и простейшего ухода) порой достигает пятидесяти лет — это очень много. Сегодня металлопластиковые трубы применяют, в основном, для горячего водоснабжения.
Рабочий инструмент для пайки
 Разумеется, главным инструментом здесь является паяльник. И при его выборе в магазине нужно обратить внимание на такие параметры, как число насадок, мощность, наличие или отсутствие функции регулировки температуры.
Разумеется, главным инструментом здесь является паяльник. И при его выборе в магазине нужно обратить внимание на такие параметры, как число насадок, мощность, наличие или отсутствие функции регулировки температуры.
Домашнему мастеру, чтобы спаять пластиковые трубы обычных диаметров, вполне достаточно паяльника мощностью 1200 Ватт. Хотя, конечно, пользоваться паяльником для труб мощностью, например, от 1800 Ватт гораздо приятнее — все операции делаются быстрее.
Что касается числа насадок в комплектации паяльника, то тут правило простое: чем больше их, тем лучше. Насадка — это как раз тот элемент, которым непосредственно паяют пластиковые трубы. Качественные насадки должны иметь тефлоновое покрытие, исключающее пригорание обрабатываемого материала. Насадки подбираются под соответствующие параметры пластиковых труб.

Наличие в паяльнике узла регуляции температуры тоже значительно облегчает процесс пайки пластиковых изделий. С его помощью можно устанавливать температуру с точностью до 1 градуса. Если же такая регулировка отсутствует, можно замерять температуру с помощью специального градусника.

Кроме паяльника, необходимы будут ножницы (или ножовка) для разрезания пластиковых труб, а также, если речь идёт о металлопластиковых трубах, торцеватель (инструмент, с помощью которого проводится шлифовка и зачистка внутреннего армирования). Помимо этого, нужно будет подготовить вспомогательные материалы — маркер, деревянную линейку, измерительную рулетку и влажную тряпочку. Не стоит забывать и о соединяющей арматуре — муфтах или фитингах.
Подготовка пластиковых труб
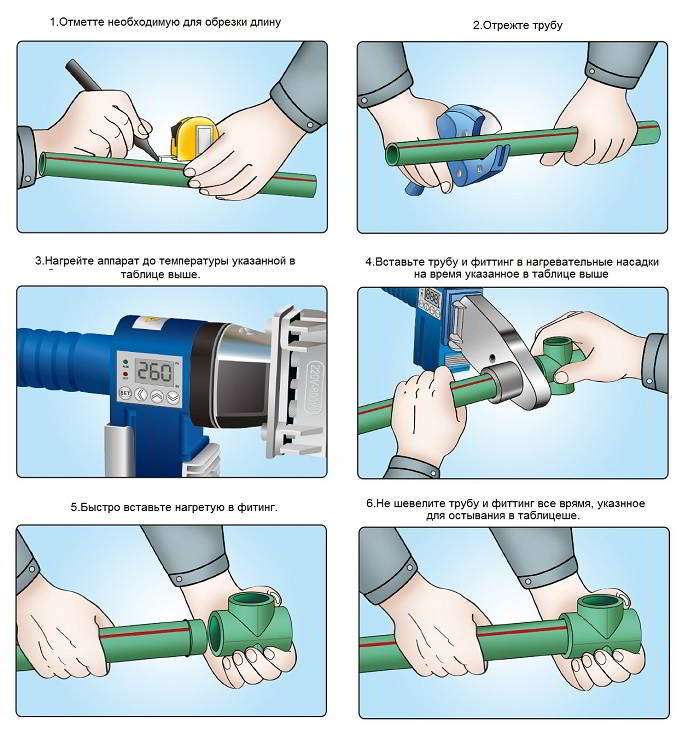
Подготовка труб начинается с того, что рулеткой отмеряют нужную длину и маркером ставят метку будущего разреза. Затем по этой метке трубу разрезают ножовкой или ножницами, причём угол наклона срезов должен быть в диапазоне от 35 до 45°.



На следующем этапе необходимо заторцевать отрезанные концы (если трубы металлопластиковые) и обезжирить их мыльным или спиртовым раствором — срезы в итоге должны быть идеально гладкими. Далее нужно снова взять маркер и нанести по краям срезов метки, которые будут выступать ориентиром при состыковке элементов.
Процесс пайки
 Процесс пайки должен начинаться с фиксации на инструменте насадки, выбранной в соответствии с размерами труб. Затем нужно включить паяльник в сеть и разогреть его до рабочей температуры (для полиэтилена +220°, для полипропилена +260° по Цельсию). Время разогрева зависит от особенностей паяльника, обычно достаточно 15 минут. Обратите внимание на то, что до окончания работы нельзя вырубать аппарат из электросети: это не только замедлит весь процесс, но и в принципе сильно понизит эффективность паяльника.
Процесс пайки должен начинаться с фиксации на инструменте насадки, выбранной в соответствии с размерами труб. Затем нужно включить паяльник в сеть и разогреть его до рабочей температуры (для полиэтилена +220°, для полипропилена +260° по Цельсию). Время разогрева зависит от особенностей паяльника, обычно достаточно 15 минут. Обратите внимание на то, что до окончания работы нельзя вырубать аппарат из электросети: это не только замедлит весь процесс, но и в принципе сильно понизит эффективность паяльника.
Работать паяльником для пластиковых труб необходимо от 5 до 40 секунд за раз без перерывов. Конкретная длительность здесь напрямую зависит от длины окружности трубопровода. И во время работы домашний мастер обязан следить за тем, чтобы поверхности не перегревались. Такой перегрев может вызвать закупоривание в месте шва.


Таблица. Время нагрева полипропиленовых труб
| Номинальный наружный диаметр, мм | Время оплавления, сек | Максимальная технологическая пауза, сек | Время охлаждения, сек |
| 16 | 5 | 4 | 120 |
| 20 | 5 | 4 | 120 |
| 25 | 7 | 4 | 120 |
| 32 | 8 | 6 | 240 |
| 40 | 12 | 6 | 240 |
| 50 | 18 | 6 | 240 |
| 63 | 24 | 8 | 360 |
| 75 | 30 | 8 | 360 |
| 90 | 40 | 8 | 360 |
| 110 | 50 | 10 | 480 |
После каждой произведённой пайки мастер должен удалять остатки материала с насадки. Как уже говорилось выше, насадка имеет специальное тефлоновое покрытие, поэтому нагар рекомендуется удалять кусочком брезента или деревянной дощечкой, чтобы не нанести повреждений самой поверхности. Появление реальных царапин ухудшит характеристики насадки — пользоваться таким инструментом полноценно в будущем будет невозможно.
Совет: при спайке концов пластиковых труб нельзя допускать их прокручивание или перемещение, так как это в дальнейшем может обернуться возникновением течи.
Проверка стыков
 По окончании спайки необходимо проверить весь пластиковый трубопровод на дефекты и герметичность. Этот процесс называется опрессовкой. Самый простой метод опрессовки — пропустить через спаянный участок определённое количество воды.
По окончании спайки необходимо проверить весь пластиковый трубопровод на дефекты и герметичность. Этот процесс называется опрессовкой. Самый простой метод опрессовки — пропустить через спаянный участок определённое количество воды.
Есть и другой вариант — закачка воздуха в трубопровод через заглушки. На краях (в начале и в конце) пластикового трубопровода традиционно ставят заглушки. И в одной из них, в целях проверки герметичности, можно просверлить отверстие и вкрутить колёсный ниппель. Далее с помощью компрессора и манометра нужно заказать в трубы воздух — причём необходимо добиться рабочего давления. На практике в трубопроводах жилых домов это давление равно 3-4 атмосферам.
Опрессовка должна проводиться в два этапа. На первом этапе набирается рабочее давление, после чего нужно подождать около трёх минут и посмотреть, упадёт ли его уровень. Затем нужно вновь поднять давление до рабочего уровня и вновь подождать, на этот раз уже 5-7 минут. Если пластиковые трубы герметичны, то давление за этот срок не упадёт больше, чем на три процента.

Если давление падает на большую величину, значит есть утечка. Обычно они возникают как раз на местах стыков и на местах пайки паяльников. Для их успешного поиска понадобится жидкое мыло или мыльный, хорошо пенящийся раствор. Такое мыло или такой раствор следует нанести на вероятные проблемные места и посмотреть, появятся ли здесь пузыри. Если пузыри появятся, это будет свидетельствовать о том, что пластиковая труба подтекает. Для устранения проблемы рекомендуется осуществить повторную пайку в этом месте.

Инструкция по пайке полипропиленовых труб
 Ввиду своей доступности и простоты в соединении пластиковые трубы в последнее время активно используются для создания водопроводных и тепловых сетей, поскольку в отличие от металлических, они на порядок прочнее и долговечней. Но ключевой их особенностью является то, что они быстро паяются и сделать прочное соединение можно всего лишь за пару минут. При пайке полипропиленовых труб инструкция может понадобиться разве что начинающим мастерам. Более опытные уже знают тонкости этого дела.
Ввиду своей доступности и простоты в соединении пластиковые трубы в последнее время активно используются для создания водопроводных и тепловых сетей, поскольку в отличие от металлических, они на порядок прочнее и долговечней. Но ключевой их особенностью является то, что они быстро паяются и сделать прочное соединение можно всего лишь за пару минут. При пайке полипропиленовых труб инструкция может понадобиться разве что начинающим мастерам. Более опытные уже знают тонкости этого дела.
Выбор полипропиленовой трубы
 Выбирать полипропиленовую трубу следует исхода из ее будущего назначения. При этом особое внимание следует уделять температуре рабочих сред, которые должно выдерживать изделие. Полипропиленовые трубы могут использоваться как для холодного, так и горячего водоснабжения.
Выбирать полипропиленовую трубу следует исхода из ее будущего назначения. При этом особое внимание следует уделять температуре рабочих сред, которые должно выдерживать изделие. Полипропиленовые трубы могут использоваться как для холодного, так и горячего водоснабжения.
Трубы из полипропилена бывают четырех цветов. Все они, за исключением черного, никаких ограничений в использовании не имеют. Черные трубы специально разработаны для защиты от УФ-излучения. Допускается их соединение с металлоконструкциями.
Полипропиленовые трубы делятся на четыре категории:
- PN10 имеют тонкие стены и предназначены для монтажа в теплых полах, где температура не превышает 45°C или для холодного водоснабжения;
- PN16 предназначены для монтажа систем холодного водоснабжения с высоким давления или же для отопительных трубопроводов низкого давления;
- PN20 – универсальный вид, который может использоваться как для холодного, так и горячего водоснабжения, но при условии, что температура не превышает 80°C;
- PN25 – трубы, армированные фольгой из алюминия. Они предназначены для оборудования центрального отопления и горячего снабжения при температуре не более 95°С. Также могут использоваться для подведения к металлическому трубопроводу.
Выбрав требуемую модификацию, нужно будет подобрать набор труб требуемого диаметра и соединительных деталей, которые называются фитингами. Все это зависит уже от того, какой у вас проект.
Составление проекта
Для составления проекта, следует предварительно вымерять помещение, где будет происходить монтаж труб и расстояние до сантехнических приборов. Полученные данные перенесите на лист бумаги, чтобы в ходе работы ничего не забыть, при этом точно указывайте где и какие будут использоваться соединительные элементы. После этого можно будет переходить непосредственно к монтажу. Но прежде следует убедиться, что в наличии имеются все необходимые инструменты.
Инструменты для монтажа
 Итак, наиболее надежным способом соединения будет пайка труб. Суть этого процесса заключается в разогреве торцов соединяемых деталей до температуры плавления с последующей фиксацией.
Итак, наиболее надежным способом соединения будет пайка труб. Суть этого процесса заключается в разогреве торцов соединяемых деталей до температуры плавления с последующей фиксацией.
Для сварки полипропиленовых труб необходимо использовать специальное оборудование – паяльник для пластиковых труб. Они бывают как с ручным управлением, так и автоматические модели. Стандартных насадок достаточно для соединения труб диаметром до 25 мм. Кроме этого, нужно будет обзавестись ножницами для разрезания труб и инструментами для обработки торцов отрезков, которые удаляют армирующий слой, препятствующий пайке. Зачастую они уже находятся в наборах вместе с паяльниками.
Тоже самое относится и нагревательным насадкам разного диаметра, которые совпадают с сечениями самых популярных труб для создания водопроводов (от 20 до 63 мм). А для того чтобы полипропилен не прилипал к ним, поверхность насадок покрыта слоем антипригарного материала — тефлона. Сама же насадка имеет два конца, одним из которых она прогревает внешнюю часть трубы, а другим внутреннее сечение.
В ходе пайки нужно постоянно следить за чистотой самих насадок и после каждого использования протирать их деревянными скребками или брезентовой ветошью, при этом элементы должны быть еще горячими, поскольку после остывания их будет невозможно очистить. Также будет нелишним и прочитать инструкцию к паяльнику, чтобы знать как правильно его использовать с теми или иными деталями и когда нужно делать перерывы, чтобы он преждевременно не вышел из строя.
Подготовка к проведению работ
В первую очередь следует установить паяльник на ровную поверхность, чтобы к нему был свободный доступ. После этого нужно определиться, какие трубы предстоит паять. Заодно подберите необходимые насадки, переходники, краны и т.д. На разогрев самого паяльника уходит примерно 10-15 минут. Для пайки полипропиленовых труб необходима температура в 260°С. При отрицательных значениях температуры пайка запрещена. К тому же еще нужно учитывать и температуру в помещении, поскольку полипропиленовые трубы в жару сокращаются, а в холод наоборот, увеличиваются.
Способы пайки
Существует несколько способов пайки труб из полипропилена. Так что давайте рассмотрим все как можно детальней:
 пайка диффузным способом. Используя этот метод полипропиленовые трубы взаимно проникает друг в друга при разогреве и после застывания превращаются в единое целое. В основном с ними работают именно таким образом, но это при условии, что материалы однородные.
пайка диффузным способом. Используя этот метод полипропиленовые трубы взаимно проникает друг в друга при разогреве и после застывания превращаются в единое целое. В основном с ними работают именно таким образом, но это при условии, что материалы однородные.- пайка раструбным способом. В данном случае используются паяльники с различными насадками. Первым делом необходимо нарезать трубы под прямым углом. При использовании армированных конструкций торцы разрезов нужно зачистить от металла. А сама пайка проходит предельно просто – две детали вставляются в паяльник и после соединяются друг с другом, при этом в ходе остывания они не должны менять своего положения.
- пайка стыковым методом. Такой способ подойдет для соединения труб с большим сечением. Как и в перечисленных выше вариантах, ее следует нарезать на отрезки и обработать торцы. Место будущего соединения обработать специальным паяльным зеркалом и с усилием прижать детали друг к другу. С помощью этого метода можно добиться максимальной прочности соединительного узла, которой не будет уступать прочности самой трубы.
- пайка муфтовым методом. В данном случае используется специальный промежуточный элемент – фитинг или муфта. Соединяются детали аналогично описанным выше вариантам, исключение лишь в том, что участки труб и трубопровода не разогреваются одновременно.
- пайка полифузным методом. Этот метод во многом напоминает предыдущий. Различие лишь в том, что до температуры плавления нагревается только один соединяемый элемент.
- холодная пайка. В этом случае на поверхность соединяемых полипропиленовых труб наносят специальный клей. Но у этого метода есть ограничение – он подходит лишь для трубопроводных систем с низким давлением рабочей жидкости.
- пайка особо сложных участков. Очень много проблем может доставить пайка труб из полипропилена в труднодоступных местах и чтобы правильно это сделать, придется разбить всю конструкцию на несколько отдельных узлов. Для начала нужно смонтировать самую громоздкую и неудобную часть, причем желательно это делать на свободном участке и лишь потом установить на посадочное место. После того как конструкция будет готова, ее нужно будет закрепить на стене и приварить остальные узлы. Чтобы выполнить всю работу максимально точно, рекомендуется привлечение второго человека.
Охлаждение соединения
 Разогретым деталям нужно время, чтобы остыть. Это особенно критично для полипропиленовых труб с тонкими стенами. Нельзя допускать их деформацию или изгибы, поскольку из-за этого может забиться внутренний просвет трубы. Особенно важно это при соединении уголков, тройников и шаровых кранов. Уже после полного остывания стыков, необходимо будет их продуть или пустить воду по системе, чтобы проверить проходимость, а ручка кранов должна свободно перемещаться во все положения.
Разогретым деталям нужно время, чтобы остыть. Это особенно критично для полипропиленовых труб с тонкими стенами. Нельзя допускать их деформацию или изгибы, поскольку из-за этого может забиться внутренний просвет трубы. Особенно важно это при соединении уголков, тройников и шаровых кранов. Уже после полного остывания стыков, необходимо будет их продуть или пустить воду по системе, чтобы проверить проходимость, а ручка кранов должна свободно перемещаться во все положения.
Возможные ошибки при пайке
Никто в жизни не застрахован от ошибок. Даже чтение инструкции не спасает от этого. Тоже самое касается и пайки труб, особенно если вы хотите добиться максимально качественного и герметичного соединения и по максимуму избежать ошибок, то прочитайте приведенные ниже советы:
- паяльник должен быть в полностью исправном состоянии и нагреваться до рекомендуемой для пайки температуры;
- максимально точно просчитывайте глубину пайки;
- поверхность труб должна быть тщательно очищена и обезжирена;
- не торопитесь. Следуйте инструкции к вашему паяльнику и четко выдерживайте указанное время нагрева. Затягивание процесса тоже недопустимо, поскольку может сформироваться внутренний шов, который будет очень чувствителен к гидроударам;
- обо соединяемых элементы трубопровода должны нагреваться одновременно;
- прежде чем приступать к нагреву, необходимо нанести на поверхность труб метки, чтобы знать точно глубину планируемого шва. Тоже самое нужно делать, если планируется пайка под определенным углом;
- при пайке полипропиленовых труб стоит всегда помнить, что эта операция – одноразовая и если вы неправильно соединили две детали, то их разъединить их будет невозможно. Конечно, можно отрезать этот участок, но из-за этого придется увеличить количество швов;
- особенно важно держать детали в неподвижном состоянии при застывании сварочного шва. Потому позаботьтесь заранее о средствах механической фиксации вроде струбцин, поскольку малейшее взаимодействие на шов при его формировании может нарушить герметичность.
Как видите – ничего сложного в пайке полипропиленовых труб нет и можно даже не привлекать специалистов со стороны, сэкономив при этом немало денег. Главное, иметь при себе специальный паяльник. Конечно, поначалу будет сложно что-то сделать, но как известно, терпение и труд все перетрут. Для начала потренируйтесь на создании надежных соединений и уже потом переходите непосредственно уже к паянию.
Как паять полипропиленовые трубы для отопления: видео

При первом опыте пайки своими руками полипропиленовых труб у начинающего мастера неизбежно возникнет множество вопросов, которые поможет снять толковое видео
Когда мы беремся монтировать отопительную систему или ее фрагменты самостоятельно, перед нами встает вопрос о том, как правильным образом грамотно соединить между собой те или иные части. К примеру, две полипропиленовые (металлопластиковые) трубы. Казалось бы, не такой уж фантастической сложности задача. Но требует определенного навыка. Поэтому мастера говорят, пробуйте, тренировка так или иначе даст свои плоды. Возможно, придется на первых порах потратить не только больше времени, но и некоторое количество материала испортить. Зато придет опыт — тот самый сын ошибок трудных.
Содержание
- Какой инструмент потребуется
- Как паять водопровод из полипропиленовых труб
- Как спаять трубы своими силами
- Не совсем стандартная методика
- Сварка труб — о работе с паяльником
- Как спаять полипропилен в трудноступных местах
- Переход с одного диаметра на другой
- Вопросы-ответы
Для начала прикупите несколько муфт и уголков, можно подешевле, и трубы. Кстати, покупайте фитинги той же самой марки, какими собираетесь паять водопровод, изделия разных производителей ведут себя чуть иначе, какие-то более мягкие, какие-то, наоборот, жестче.
Какой инструмент потребуется ↑
Для пайки полипропиленовых труб своими руками вам понадобится некоторое оборудование и инструмент:
- Специальный электросварочный аппарат для пайки труб, паечные насадки нужного диаметра, для квартирной разводки чаще всего используют диаметром 20.

Электросварочный аппарат для пайки труб
- Специальное приспособление (называемое «зачисткой»), используемое для обработки начисто полипропиленовых труб с прослойкой из металла «штаби»;
- ножовка/ножницы для резки полипропилена;
измерительные инструменты (рулетка); - Маркер (или просто карандаш).
Как паять водопровод из полипропиленовых труб ↑
При пайке внимательнее наблюдайте за местами пайки труб и фитингов, чтобы они оставались чистыми, при попадании пыли, грязи или воды может появиться течь. Если не сразу, то впоследствии.
1. Отмеряем и отрезаем необходимую длину трубы. На трубе могут быть заусеницы, можно их очистить канцелярским ножиком. Если труба “штаби”, то снимаем металлизированную часть специальной зачисткой. С обработанной таким образом металлизированной трубой работаем так же, как и с полипропиленовой трубой.
2.Если паяем обычную водопроводную трубу, то желательно пока не приловчишься отмечать карандашом на трубе на какую глубину труба впаивается в фитинг, тройник или муфту, а если используете трубу “штаби”, то при использовании зачистки у Вас остается тот размер, который нужен для соединения с фитингами, т.к. зачистка настроена под размер пайки.
Конечно, многое вы узнаете собственно эмпирическим путем, но и от толковых советов мастеров кое-что уже прошедших в этом деле, не стоит отказываться. Предлагаем вам несколько неплохих видео материалов, которые смогут оказать вам немалую практическую пользу.
Как спаять трубы своими силами ↑


Не совсем стандартная методика ↑
Ниже представлен один из нетипичных способов, нестандартная пайка полипропилена, данный вариант используют в числе прочих профессионалы

Сварка труб — о работе с паяльником ↑

Как спаять полипропилен в трудноступных местах ↑

Переход с одного диаметра на другой ↑
Сварка полипропиленовой трубы с внутренним армированием и без оного

Вопросы-ответы ↑
— Что следует делать, чтобы полипропилен не прилипал к насадкам паяльника?
— Поменяйте насадку, уменьшите температуру, это может помочь. Температуру вообще лучше не передерживать.
О зачистках для полипропиленовой трубы: как сделать самому
Для повышения надежности и максимального давления трубы из полипропилена имеют армированный слой. Но он мешает формированию качественного сварного соединения. Выход – зачистка для полипропиленовых труб перед их установкой.
Зачем нужна зачистка?
Принцип сварки трубопроводов pprc заключается в разогреве полимерного материала до вязкого состояния. Затем происходит контакт горячего патрубка с муфтой, результат – спайка соединения. Однако надежность может снизиться, если в зоне соприкосновения будет алюминиевая фольга, применяемая для армирования. В этом месте не будет контакта полимеров, что может привести к разгерметизации. 
Выход – выполнить зачистку армированных труб. Ее особенности заключаются в следующем:
- Удаление фольгированной прослойки на участке пайки не снизит максимальное значение давления.
- Если это не сделать, возможно постепенное разрушение стыка. Риск возрастает при частых гидравлических ударах в системе водоснабжения.
- Старые модели полипропиленовых труб имеют наружный слой из фольги. Их диаметр больше стандартного на 1,8-2 мм. Без зачистки патрубок не встанет в раструб муфты.
Подобная технология используется для всех видов полипропиленовых трубопроводов. Исключение – применение изделий с армированием стекловолокном. При нагреве оно частично расплавляется и не снижает надежность пайки. Но для таких моделей нужно увеличить время нагрева в зависимости от диаметра.
Особенности материала
При выборе способа зачистки нужно рассмотреть торец трубы. В стандартных разводках для холодного и горячего водоснабжения, отопления армирующий слой находится посередине, между наружной и внутренней прослойками. В старых моделях он расположен ближе к наружной части, защищен от внешних воздействий тонким слоем полимера. Его основная функция заключается не в повышении надежности, а в уменьшении теплового расширения трубопровода. 
Исходя из этого можно выделить следующие особенности зачистки для полипропиленовых труб:
- Внутренняя армирующая прослойка не удалится, а только зачищаются торцы. Это нужно для пайки полипропилена.
- При внешнем слое алюминия необходима полная зачистка поверхности на глубину до 2 мм. Фольгированный слой в месте соединения с муфтой удаляется полностью.
- Трубы без армирования зачищать или торцевать не надо.
Удаление части алюминиевой фольги нужно для всех типов покрытий – однородных и с перфорацией. Причина – металл нагревается и остывает быстрее, чем пластик. В зоне контакта может возникнуть неоднородная кристаллизация на границе с алюминием, что приведет к потере механической стойкости.
Какие бывают инструменты для зачистки полипропиленовых труб
Правильная зачистка для труб начинается с выбора инструмента. Его вид и конструкция зависит от типа армирования (наружный, внутренний), диаметра. Для торцевой пайки необходимо использовать специальные машины для удаления кромки. Но изделия из полипропилена редко делают диаметром свыше 60 мм. Для этого используют трубопроводы из полиэтилена.
Насадки для дрели
Для обустройства трубопровода своими руками можно купить несколько ручных зачисток для стандартных диаметров – 16, 20, 25 и 32 мм. Пример инструмента для внешней обработки – серия моделей MasterProf или Newton. Каждая рассчитана для двух диаметров, например – 20х25 или 16х20. Ножи располагаются вертикально, возможна их замена, регулирование положения.

Ручное удаление удобно для небольшого объема работ. Если это нужно сделать массово, рекомендуется приобрести специальные насадки для дрели. Они также отличаются размерами, но все рассчитаны для крепления в стандартном патроне дрели. Это оптимальные инструменты зачистки для полипропиленовых труб 20-25 мм.
Как выбрать очистку ручного типа или для дрели:
- изготовлена из инструментальной стали;
- поверхность рифленая для удобства фиксации;
- для ручных моделей длина воротка от 15 см, есть возможность его замены;
- насадки для дрели (шейвер) могут быть разных диаметров. Это достигается регулированием положения лезвий.
Дополнительный инструмент – тиски или струбцина для фиксации патрубка. Так будет удобнее обрабатывать поверхность, для удаления не нужно будет прилагать большие усилия.
Работа с торцевателем
Торцеватель необходим для зачистки торцов. Он отличается от насадок и шейверов расположением ножей. Их плоскость находится в горизонтальном положении под небольшим углом. Снимается фаска до 1 мм алюминиевой прослойки. Преимущество этого инструмента – универсальность. Он используется для выравнивания плоскости патрубков, что сказывается на точности пайки. 
Особенности торцевателей:
- возможность регулировки расположения ножей, что позволит применять одну насадку для труб нескольких диаметров;
- есть модели для ручной обработки или устанавливаемые в дрели;
- стандартные диаметры – 20/25, 32/40 и 50/63.
Глубина снятия фаски зависит от ровности реза патрубка. Часто торцеватель используется сначала для выравнивания плоскости торца, а затем для зачистки поверхности. Убирается лишь небольшая часть фольгированного слоя, что исключает его появление в месте спайки.
Зачистка наружного и внутреннего слоя: устраняем все лишнее
Для выполнения работ помимо торцевателя или устройства зачистки потребуются дополнительные инструменты – карандаш (маркер), линейка (рулетка), нож для резки полимерных трубопроводов. Зачистка для армированных труб выполняется только после составления схемы монтажа и подготовки заготовок. 
Порядок выполнения работ.
- Обрезка торца. Рез должен быть строго перпендикулярным плоскости.
- Обезжиривание. Очистить поверхность можно слабым раствором чистящего средства.
- Перед зачисткой нужно измерить посадочную глубину фитинга. Это можно сделать линейкой или рулеткой. На поверхности фитинга есть внешний показатель глубины.
- На трубе отметить высоту обработки, она должна быть на 1-1,5 мм больше, чем глубина фитинга.
- Торцевание выполняется прокруткой инструмента так, чтобы он был зафиксирован на внешней плоскости патрубка. Лезвия должны быть параллельны торцу.
Перед началом работ рекомендуется сделать несколько пробных паек. Для этого можно использовать трубные обрезки ППР. Фитинги должны быть той же марки, что и для всей системы магистралей. После сварки проверяется положение патрубка относительно плоскости фитинга, герметичность соединения.
Из-за особенностей расположения слоя фольги не всегда универсальные устройства зачистки подойдут для труб от конкретного производителя. Выход – купить торцевать у изготовителя труб или его официального представителя.
Как зачистить полипропиленовую трубу без специального инструмента
Самостоятельное изготовление зачистных устройств для полипропиленовых трубопроводов нерентабельно. Проще купить готовый инструмент. Аналогичная ситуация – делать метчик для формирования резьбы самому. Причина – сложность производства в домашних условиях.
Попытки зачистить наружный слой фольги ножом или аналогичным инструментом не приведут к желаемому результату. Невозможно вручную снять слой ПНД одинаковой толщины 2-3 мм. Нарушение геометрии патрубка приведет к неправильной сварке – сформируются полости, зазоры.
Варианты выхода из ситуации:
- отложить монтаж и заказать специальный инструмент;
- взять трубы, армированные стекловолокном, их не нужно зачищать;
- при расположении фольги внутри сечения не зачищать поверхность.
Последнее получило название «ленивая пайка». Но для ее выполнения нужно соблюдать все технологии формирования стыков – выдерживать точное время нагрева, правильно отрезать патрубок, сохраняя перпендикулярность плоскостей торца и поверхности трубы. На практике это можно сделать дома, но лучше использовать все преимущества правильной обработки.
Какую муфту использовать после зачистки трубы
После обработки внешней поверхности патрубка его диаметр уменьшается на 2 мм. Поэтому становится неясно, какую муфту можно использовать после зачистки трубы и подойдут ли стандартные модели. Для решения понадобится линейка, а лучше штангенциркуль.

Перед началом обработки замеряется внешний диаметр трубы. Если он большое от нормированного на 1,5-2 мм, то они будут удалены после зачистки. Пример: изначально внешний диаметр патрубка составил 22 мм, после обработки он стал 20 мм. Значит можно паять его в муфту со стандартным внутренним сечением.
Как исключить ошибки при подборе комплектующих для трубопровода:
- покупать элементы от одного производителя, желательно одной серии;
- изучить чертеж каждого элемента с линейными размерами;
- перед приобретением замерить внешние диаметры трубопроводов, внутренние муфт;
- методом проб узнать толщину снимаемого слоя для имеющейся модели инструмента зачистки.

С торцеванием таких проблем не возникнет, так как наружный радиус патрубка после обработки останется неизменным. Независимо от способа подготовки перед началом работ нужно сделать несколько контрольных паек. Это поможет избежать неточностей и ошибок при монтаже водопроводной системы или отопления.
В видеоматериале рассказывается об особенностях обработки полимерных трубопроводов, их видах:

Основные ошибки при сварке полипропиленовых труб и как их не допустить
На самом деле, на сайте уже есть подробная пошаговая инструкция по пайке полипропиленовых труб своими руками, где описана технология и основные моменты процесса. В этой статье мы поговорим о другом – о главных ошибках, которые совершают неопытные мастера.
Покупка паяльника для сварки полипропиленовых труб – еще не самое главное, так как нужно уметь правильно пользоваться данным инструментом. В Интернете, конечно, есть множество видеороликов, в которых рассказывают, как правильно паять полипропиленовые трубы, но обычно в этих видеоуроках упускается очень важный момент – основные ошибки при сварке, а ведь именно с этого должен начинаться путь монтажника.
 Основные ошибки при сварке полипропиленовых труб и как их не допустить
Основные ошибки при сварке полипропиленовых труб и как их не допустить
Важно! Так что это за ошибки? О чем следует узнать до того, как брать в руки паяльник? Какая правильная температура пайки труб? Об этом и многом другом мы поговорим в нашем обзоре.
Распространенные ошибки при сварке ПП труб
Самые часто встречающиеся ошибки связаны со следующими моментами.
 Устройство паяльника для пластиковых труб
Устройство паяльника для пластиковых труб
Неправильная температура
Часто на паяльнике выставляется максимальная температура, вследствие чего пластик сильно плавится и, как результат, совершается самая грубая ошибка – уменьшается входной диаметр изделия либо фитинга. Есть целый ряд факторов, влияющих на температуру паяльника. Это может быть, к примеру, температура окружающей среды. Если на улице +18-20°С, то максимальную мощность выставлять не нужно – вполне хватит 250-270°С.
 Сварка пластиковых труб
Сварка пластиковых труб
Другой важный момент – это диаметр труб. Чем меньше диаметр, тем ниже должна быть температура прибора. Это, конечно, можно контролировать временем нагрева, но порой, если уменьшить температуру паяльника, можно избежать плавления (и последующей деформации) концов труб.
Цены на паяльник для пластиковых труб
Время пайки
Не придерживаясь определенного времени во время сварки, можно расплавить концы труб настолько, что деформация будет неизбежной.
 Как паять полипропиленовые трубы
Как паять полипропиленовые трубы
Для стандартных ситуаций существуют определенные сроки (при температуре 250-270°С), ознакомимся с ними.
Таблица. Рекомендуемое время нагрева при пайке ПП труб.
| Диаметр трубы, мм | Требуемое время нагрева, сек |
|---|---|
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 24 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50-60 |
 Разбираемся с ошибками при пайке ПП труб
Разбираемся с ошибками при пайке ПП труб
Но помните, что на это время оказывает влияние не только диаметр, но и температура, которую вы выставили на паяльнике. И, конечно, температура в доме или на улице.
Некачественно очищенные трубы
Если они будут мокрыми или грязными, то протечка неизбежна в любом случае. А потому перед пайкой трубы следует очистить от грязи, пыли, и просушить. Если вы, к примеру, меняете водопроводный стоят и из трубы течет вода, но следует хотя бы на время прекратить водоснабжение. Как вариант – можно запихнуть внутрь салфетку либо кусок туалетной бумаги. Когда вы закончите паять, салфетка размоется вновь пошедшей водой и окажется в фильтре грубой очистки, не причинив вреда трубопроводу.
 Туалетная бумага может быть полезной при пайке ПП труб
Туалетная бумага может быть полезной при пайке ПП труб
Цены на полипропиленовые трубы для водопровода
Паяем полипропиленовые трубы правильно
Разобравшись с основными ошибками, приведем небольшую инструкцию по сварке пластиковых труб.
Шаг 1. Вначале подготавливается все, что потребуется для работы:
- сам паяльник;
- пила по металлу (лучше труборез, если есть возможность);
- трубы с фитингами;
- маркер.
Шаг 2. Паяльник собирается, на него ставятся нужные насадки, затем прибор подключается к сети и прогревается. Когда он хорошо прогреется, его желательно выключить (хотя бы один раз). На трубе делается пометка – обозначается глубина ее вхождения в фитинг. Затем можно приступать непосредственно к пайке.
 Разметка трубы перед пайкой
Разметка трубы перед пайкой
Шаг 3. Труба размечается, указывается, куда и как будет направлен фитинг (либо тройник, отвод, проч.), для чего лучше воспользоваться черным строительным маркером. Также отмечается глубина вхождения в фитинг. В будущем это поможет избежать разного рода ошибок, касающихся разметки.
Шаг 4. Труба загоняется с одной стороны хорошо разогретого паяльника, а фитинг – с другой. Начинается отсчет времени (следуйте таблице), по прошествии которого стыкуемые элементы быстро извлекаются и соединяются вместе.
 Элементы нужно нагревать в течение определенного времени
Элементы нужно нагревать в течение определенного времени
Шаг 5. Фитинг во время соединения сразу выравнивается, чтобы ровно сидел на трубе. Саму трубу не стоит сильно вдавливать – достаточно насадить на глубину, отмеченную ранее. Если вдавить слишком сильно, внутренний диаметр трубы может уменьшиться, а это уже очень грубая ошибка!
Кроме того, фитинг во время соединения нельзя прокручивать. Если говорить простым языком, нужно: нагреть, соединить, выровнять и удерживать примерно полминуты.
 Этапы пайки полипропиленовых труб
Этапы пайки полипропиленовых труб
За 30 (а лучше 40) секунд пластик должен застыть. На этом все, желаем удачи во всех начинаниях! Обязательно делитесь мнением в комментариях. Спасибо!
Видео – Пайка пластиковых труб









