
Чем обезжиривать полипропиленовые трубы перед пайкой?
Технология пайки полипропиленовых труб
Трубные изделия из полипропилена имеют ряд преимуществ. Они позволяют сформировать прочное соединение. При большинстве работ по монтажу водопроводных систем предпочтение отдается именному данному типу изделий. Срок эксплуатации материалов составляет порядка 50 лет. По некоторым параметрам полипропилен уступает металлическим изделиям. Особенно это касается прочности, но трубные материалы из полипропилена быстрее и проще спаять, чем изделия из металла. Не отличается сложностью технология пайки полипропиленовых труб. При ее правильном соблюдении удается получить долговечное и прочное соединение.

Пайка ПП труб своими руками
Типы труб из полипропилена 
Срок службы изделий зависит от температуры среды и давления, создаваемого в них. При правильном выборе типа материала удается существенно продлить его эксплуатационные возможности.
Выделяют 4 разновидности трубных материалов, имеющих разные характеристики в зависимости от температуры их эксплуатации.
Тип изделия и соответствующая ему маркировка
Рабочее давление, МПа
Материалы марки PN10 относятся к изделиям, предназначенным для холодного водоснабжения. Они не способны выдерживать высокую температуру среды. Второй тип с маркировкой PN16 относится к изделиям смешанного типа и предназначен для холодного и горячего водоснабжения, но с ограничением температуры эксплуатации. PN20 и PN25 являются материалами, предназначенными для горячего водоснабжения. Такие трубопроводы способны выдерживать действие высоких температур, а изделия под маркировкой PN25 дополнительно армированы металлом, что увеличивает их срок службы и способность выдерживать большое давление и температурный режим.
Необходимое оборудование
Технология сварки полипропиленовых труб подразумевает использование конкретного набора инструментов. Он включает в себя:
- сварочный агрегат с насадками (паяльник), работающий в ручном, полуавтоматическом или автоматическом режиме;
- ножницы для резки полипропилена;
- линейка;
- нож;
- напильник;
- обезжиривающий раствор;
- ветошь;
- рулетка;
- уголок;
- маркер;
- шейвер, если проводится сварка армированных полипропиленовых труб.

Основное оборудование для пайки ПП труб
Паяльник приобретается в специализированном магазине, но в целях экономии его можно изготовить самостоятельно в домашних условиях. Для этого понадобится ненужный утюг, подошва которого будет служить основой паяльного аппарата. На подошву устанавливаются насадки, с помощью которых создастся возможность работы с материалами различных диаметров. Диаметр насадок в тех случаях, когда проводится сварка полипропиленовых труб своими руками, колеблется в диапазоне от 14 до 62 мм.
После сбора оборудования, с помощью которого проводится сварка труб из полипропилена, необходимо выполнить подготовительные работы.
Подготовка к пайке
Подготовительные мероприятия начинаются с установки паяльника и выбора нужных насадок. Сварочный аппарат надежно фиксируется на рабочем месте. Для него подбирается требуемая насадка, крепящаяся на нем при помощи специальных ключей.
Необходимо обращать внимание на внешний температурный режим. Чем теплее в помещении, в котором проводится сварка пп труб, тем быстрее пройдет процесс и меньше понадобится времени на сваривание изделий.
Особое значение имеет температура пайки полипропиленовых труб. От правильной установки режима зависит качество всего процесса. Паяльник необходимо настроить на 260 С. При таком температурном режиме проводится пайка. После включения паяльника не стоит сразу приступать к свариванию материалов. Необходимо подождать 15 минут прежде, чем паяльный аппарат хорошо прогреется.
Помимо подготовки паяльника, требуется подготовка трубных изделий. На первом этапе труборезом делается срез изделия под углом 90 .

Резка ПП трубы перед пайкой
Сварочное место понадобится обезжирить. Возникает вопрос: чем обезжирить полипропиленовую трубу перед пайкой? Используется либо спиртовой раствор, либо обычный мыльный. После обработки необходимо тщательно просушить стыковочные места.

Надевание заготовок на сварочных аппарат
Для материалов под маркировкой PN25 подготовка не ограничивается нарезкой и обработкой обезжиривающим составом. Сварка полипропиленовых труб, армированных стекловолокном, не требует предварительного снятия с них слоя стекловолокна специальным устройством. Сваривание проводится в общем порядке.
Часто имеет место пайка полипропиленовых труб в труднодоступных местах. Для упрощения процесса необходимо разделить трубный материал на части, отдельно выполнить монтаж неудобного участка, установить его на место и лишь в конце приступить к монтажу простых элементов.
Сварка полипропиленовых труб в неудобных местах проводится с участием нескольких мастеров.»
Технология пайки
Технология пайки полипропиленовых труб зависит от выбранного способа. На практике применяются методы пайки:
Когда применяется стыковая сварка полипропиленовых труб, изделия нарезаются на части необходимой длины, а их торцы тщательно зачищаются. Место соединения материалов прогревают сварочным зеркалом, после чего они соединяются друг с другом. Качественным считается результат, при котором получившийся сварочный шов имеет такую же прочность, что и сами трубные изделия. Стыковой метод оправдывает себя, когда проводится сварка полипропиленовых труб большого диаметра.
Муфтовый метод подразумевает использование специальной муфты, вводимой между соединяемыми элементами. Нюанс процесса заключается в нагревании только самих элементов соединения без прогревания магистральных участков.
Раструбная сварка полипропиленовых труб заключается в применении насадок с разным сечением. Изделия предварительно нарезаются под прямым углом, их торцы зачищаются и вставляются в насадку с требуемым сечением. Происходит их нагревание, плавление и соединение. После соединения изделий нельзя их проворачивать.
Предусмотрены общие правила пайки полипропиленовых труб. Они включают в себя:
- установку изделий на насадки нужного диаметра: труба фиксируется в гильзе до ограничителя, а фитинг – на дорн;
- выдерживание необходимого времени (временной интервал содержит таблица сварки полипропиленовых труб);
- разогретые элементы снимаются с паяльника и быстро соединяются без прокручивания и изгибания;
- охлаждение материалов без лишних манипуляций с ними.
После окончательного остывания материалов их необходимо проверить на герметичность. Для этого надо продуть изделия и пропустить через них воду.
Можно посмотреть время пайки полипропиленовых труб в таблице.
Особенности работы с армированными трубами
Предусмотрена для армированных изделий инструкция сварки полипропиленовых труб, включающая в себя главное правило:
Перед тем, как проводится пайка полипропиленовых труб, инструкция указывает на необходимость снятия с них армированного слоя до слоя полипропилена.»
Правило особенно касается изделий, армированных алюминием. Необходимость заключается в том, что верхний алюминиевый слой препятствует достаточному прогреванию внутреннего слоя полипропилена. Из-за дополнительного слоя диаметр материала получается больше стандартного, и изделие не сможет пройти в муфту и соединительный элемент. Для срезания слоя трубный отрезок вставляется в специальное устройство – шейвер. При проворачивании материала шейвер за счет своих острых лезвий аккуратно срезает верхний армированный слой, не нарушая внутренний слой, состоящий из полипропилена.
В некоторых изделиях армированный слой находится внутри трубы и покрыт слоем полипропилена. Требуется обязательная зачистка торцов торцевателем. Без проведения указанного мероприятия пайка пп труб приведет к нарушению герметичности соединения, в результате на изделии появятся волдыри.
В заключение
Правильно соблюденная технология пайки полипропиленовых труб позволяет начать эксплуатацию трубопроводов по истечении часа, когда была проведена пайка. При отсутствии опыта рекомендуется выполнить пробное сваривание изделий, остудить их и разрезать с целью удостовериться в правильном соблюдении всех моментов.
Плюс процесса в том, что технология пайки полипропиленовых труб позволяет отрезать участок с дефектами и проводить новую пайку изделий без необходимости переделывать всю конструкцию заново.
Сообщества › Сделай Сам › Блог › Что будет если не обезжиривать пластиковые трубы перед пайкой

Сняв видеоролик о пайке пластиковых труб, я получил много комментариев о том что я их не обезжиривал. Я об этом (обезжиривании) никогда не слышал, необходимости в этом нет (это не склеивание), но чтобы убедить специалистов снял видео.

Комментарии 96

не обезжиривал и все норм, что за бред?

Главное чтобы грязи не было комками, да не перегреть. Паяется всё на ура, швы хрен сломаешь дубасил кувалдой не смог сломать гнётся деформируется но не ломается.

обезжиривание пластика перед там как он будет расплавлен попахивает бредом дилетантов…а вот уделение внимания правильности технике пайки и монтажу никто не отменял.

Обезжировать рекомендует завод изготовитель первого в своём роде полика «spk» турция, а за бугром все помешаны над такими мелочами, какобезжирить, протереть, итд
И только русский мужик делает как быстрей- а результат тотже
Бывают случаи когда нет электричества-помогает газовая гарелка

15 лет работаю сантехником, какое обезжиривание?))) На моём паяльнике температура 950 градусов — сгорит всё лишнее, будьте уверены.

я не обезжиривал, и ничего, всё работает второй год

Что за дурацкая тенденция, выкладывать видео!
Словами мысли выражать не пробовал?

есть же дурацкая тенденция фотографировать себя, еду и прочее.
В данном случае это как продолжение видеоинструкции и для наглядности.
Так же видеоблог на ютубе это моё хобби.
Словами нормально выразил?

Этот процесс трудно назвать склейкой или даже спайкой… Клеем тут даже и не пахнет. 🙂 Немного, конечно, напоминает пайку, когда паяльником водят по проводу, чтобы нагреть его до нужной температуры. Тут один товарищ называет сваркой. Но мы привыкли видеть этот процесс сварки либо под электродом либо под пламенем горелки. 😉 Так что, на мой взгляд, и этот термин неудачный. Я так думаю, что скорее всего правильней назвать этот процесс — сплавка. 🙂
А по теме — скорее всего эта инструкция была переведена с какого-нибудь иноземного языка, и неправильно перевели. Имелось в виду (я так думаю) именно не обезжиривание, а очищение от инородных элементов место стыка. Чистота — залог успеха любой операции (не только хирургической)! ;))
ПыСЫ: Это просто моё мнение «диванного эксперта», который никогда не делал это, но всегда с интересом наблюдал за данным процессом. 😉 Кстати говоря, если честно, всегда с недоверием относился к пластиковым трубам. По старой закваске всё-таки считаю, что старые добрые металлические трубы — это наше всё! :)) А пластиковые трубы, на мой взгляд, всё-таки более уместны как временное решение. Все эти пластмассовые краны, редукторы и маховики недолговечны — максимум на месяц-другой. А потом — менять?! А как менять? Опять резать, выкидывать, вставлять, вплавлять?! То ли дело — вывернул устаревшую деталь, и ввернул новую. И из инструментов только один (максимум, два) ключ! 😉 Вот, как-то так… 🙂
в эти трубы прекрасно ставятся металические краны, ставятся на резьбовые соединения — все обслуживается. Есть и полностью пластиковые краны, но их клинит быстро.
Иногда даже прямо на месте клинит, только поставил на место, смотришь — уже не работает! Блин, вырезаешь, ставишь другой… :)) Вот поэтому-то и не люблю пластик. К тому же, от пластика, по-моему становится нехорошей вода — какая-то белесая… 🙁
Кстати, в своё время, помнится, была статья на тему стеклянных труб в журнале «Наука и жизнь»! 😉
не клинит те которые внутри с металлом, на батареях у меня такие и экономия и визуально красивые. А ставил пластиковые полностью заклинили на глухо, хорошо в открытом состоянии.
Этот процесс трудно назвать склейкой или даже спайкой… Клеем тут даже и не пахнет. 🙂 Немного, конечно, напоминает пайку, когда паяльником водят по проводу, чтобы нагреть его до нужной температуры. Тут один товарищ называет сваркой. Но мы привыкли видеть этот процесс сварки либо под электродом либо под пламенем горелки. 😉 Так что, на мой взгляд, и этот термин неудачный. Я так думаю, что скорее всего правильней назвать этот процесс — сплавка. 🙂
А по теме — скорее всего эта инструкция была переведена с какого-нибудь иноземного языка, и неправильно перевели. Имелось в виду (я так думаю) именно не обезжиривание, а очищение от инородных элементов место стыка. Чистота — залог успеха любой операции (не только хирургической)! ;))
ПыСЫ: Это просто моё мнение «диванного эксперта», который никогда не делал это, но всегда с интересом наблюдал за данным процессом. 😉 Кстати говоря, если честно, всегда с недоверием относился к пластиковым трубам. По старой закваске всё-таки считаю, что старые добрые металлические трубы — это наше всё! :)) А пластиковые трубы, на мой взгляд, всё-таки более уместны как временное решение. Все эти пластмассовые краны, редукторы и маховики недолговечны — максимум на месяц-другой. А потом — менять?! А как менять? Опять резать, выкидывать, вставлять, вплавлять?! То ли дело — вывернул устаревшую деталь, и ввернул новую. И из инструментов только один (максимум, два) ключ! 😉 Вот, как-то так… 🙂
Личное мнение часто ошибочно…это ваш случай диванного эксперта …быстрота монтажа, высокая долговечность, отсутствие коррозии и переноса металла в воду, высокая пластичность и изгибаемость это только несколько приемуществ перед металлическими трубами и фурнитурой (не надо сравнивать с шиппотребом изделий из полипропилена встречающихся на рынке ).Отсюда повальная смена монтажа на пластик и практически полное вытеснение металла с потребительского рынка .
Как правильно паять полипропиленовые трубы
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
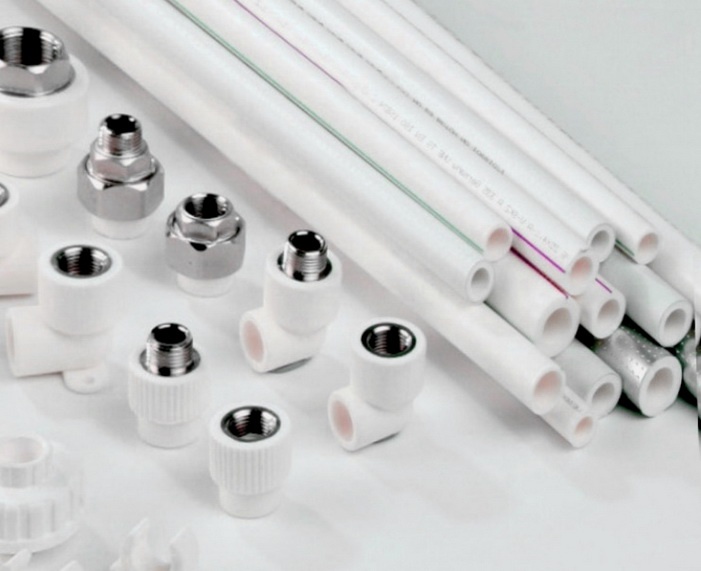
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
 YouTube‑канал «Дважды отец Дмитрий»
YouTube‑канал «Дважды отец Дмитрий»
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
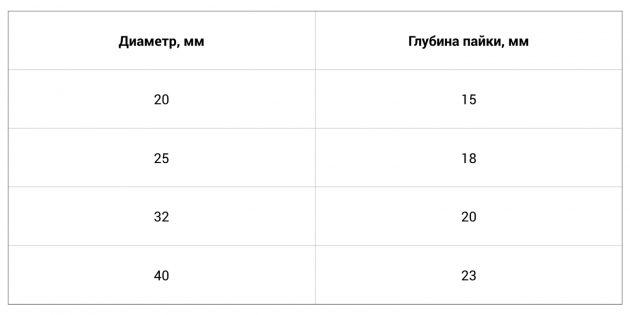
Как видите, глубина пайки зависит от диаметра труб и фитингов.
 YouTube‑канал FV Miano
YouTube‑канал FV Miano
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
 termpro.ru
termpro.ru
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
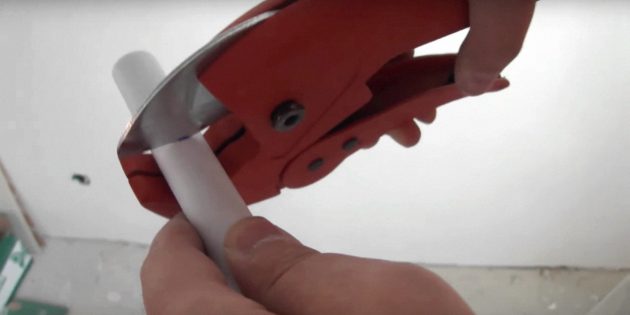
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
 YouTube‑канал «Сергей Ефимов»
YouTube‑канал «Сергей Ефимов»
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
 YouTube‑канал «КаЮТ Компания»
YouTube‑канал «КаЮТ Компания»
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.

Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
 YouTube‑канал «Дважды отец Дмитрий»
YouTube‑канал «Дважды отец Дмитрий»
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
 YouTube‑канал FV Miano
YouTube‑канал FV Miano
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Полипропилен,нужен ли спирт.
Господа профессионалы, вопрос таков: нужно ли при пайке полипропилена протирать место соединения спиртом (употребление внутрь-не рассматривается:-)? Меня интересует не так как все делают, а по технологии.
За грамотный ответ-большое спасибо.
Спирт для обезжиривания нужен.
Я пользовался водкой за неимением оного.
По технологии просят обезжиривать, а так не очень обязательно. Посмотрите на официальных сайтах все написано. А вот водкой не нужно, лучше внутрь ее.
Если паять правильно, то наружний слой «скатывается» в колечко.
достаточно протереть тряпкой (вы же новые трубы нигде в масле не валяете), главное чтоб сухие были. и без остатков фольги (для армированных).
Важно не нарушать последовательность технологии, водку применять, точнее принимать, после сборки и опрессовки коммуникаций.
Вот еще ссылка от Tehnik-san » >
Согласно инструкций на ротебергеровские паяльники надо использовать изопропанол.
А зачем протирать трубу, если при засовывании ее в паяльник верхний слой снимается насадкой? У фиттинга аналогично внутренний.
Обезжиривают трубу только от сильной грязи, чтобы она не оставалась на паяльной насадке и не загрязняла сварочный шов.
В инструкции я прочитал только о протирке чистой тряпкой, про спирт впервые слышу.
@Sergey_G.
Ну, тут все просто. Чтобы иметь 100 % -ую уверенность, что все обезжирено, т.е. никаких жировых и мелких грязевых включений в свариваемом полипропилене.
Армированную трубу после зачистки тоже протирать надо? Бензином вместо спирта можно пользоваться?
AlexR78 написал :
Бензином вместо спирта можно пользоваться?
Зачем? Написано протереть сухой тряпкой. А в бензине намешано чего попало, и ещё в мире есть масса жидкостей которыми ни кто не пробовал обезжиривать ПП трубу, что-же будем всё подряд пробовать?
Нужно соблюдать инструкции.
tvmaster написал :
Обезжиривают трубу только от сильной грязи, чтобы она не оставалась на паяльной насадке и не загрязняла сварочный шов.
В инструкции я прочитал только о протирке чистой тряпкой, про спирт впервые слышу.
Я тоже так считаю. Тем более что спирт не растворяет масла. Можете проверить .
Сильно грязные концы труб проще срезать, если труба еще не установлена.
При работе постоянно использую карадаш, для пометок на трубе. Так вот если такая пометка осталась в зоне сварки то после засовывания в паяльник хорошо видно как она сошла и осталась в сварном буртике, так что спирт — это лишнее, ну а тряпочка от пыли и т.д. — святое дело.
Любой пластик со временем окисляется. Самый простой вариант снятия оксидного слоя с помощью мелкоабразивной шкурки (нулевки) и обязательно снятия наружной фаски трубы. Спирт оксидный слой не снимает.
Я спиртом обезжириваю (медицинским).
А у нас вместо тряпочек рулон туалетной бумаги.
dmitriev01 написал :
нужно ли при пайке полипропилена протирать место соединения спиртом
Если не хотите тратить деньги на замену нагревательных носадок — лучше протирать(обезжиривать).
Протираю трубу и фитинги «палёной» водкой 
BOGA написал :
Протираю трубу и фитинги «палёной» водкой
Источник в сертификации или МВД имеете?
В ней кроме спирта такого разного ещё может быть намешано. В том числе различные производные ацетона и другие спирты помимо этилового. Помню как-то у приятеля шланги омывателя в машине растворились за зиму.
DiVO написал :
В том числе различные производные ацетона
А что.  . ацетон тоже прекрасный обезжирователь
. ацетон тоже прекрасный обезжирователь
Да просто покупаю самую дешовую чекушку. -она прекрасно «прячется» в чемоданчик с паяльником под пластиковый вкладыш. и два колечека энергофлекса на неё — чтоб не гремела
нужно ли при пайке полипропилена протирать место соединения спиртом?
Думаю ,что обезжириватель , который применяется при покраске автомобилей, для этой
цели идеально подойдет. Какое-то время сам такой ерундой заморачивался, а потом
взял бумаги туалетной рулон. Она чистая всегда. Вытер и выбросил. А тряпочку в карман то спрячешь, то достанешь- время идет, положишь под рукой- так обязательно во что-нибудь.
BOGA написал :
Да просто покупаю самую дешовую чекушку. -она прекрасно «прячется» в чемоданчик с паяльником под пластиковый вкладыш. и два колечека энергофлекса на неё — чтоб не гремела

 надеюсь, заказчики правильно поймут.
надеюсь, заказчики правильно поймут.
 мужчины, хватит заморачиваться!
мужчины, хватит заморачиваться!
теоретики. кто спаял хотя бы пару десятков соединений таким вопросом не задастся.
(у меня ни одно соединение ПП не потекло по причине не обезжиривания. )
Пайка, сварка полипропиленовых труб без ошибок, — как добиться лучшего результата
Для многих, кто не специализируется на монтаже отопительно-водопроводных сетей, станет открытием тот факт, что сварка полипропиленовых труб является самым ненадежным видом монтажа. А видные специалисты обходят трубы из полипропилена дальними дорогами, предпочитая им металлопластик и др., примерно также, как отдают предпочтение завсегдатаи пивной свежему пиву, а не прокисшему квасу.
И казалось-бы, с чего вдруг такое, ведь, известно, что паяют пластиковые трубы все, после чего водопроводы и отопительные магистрали, служат исправно, вроде-бы….
Как же сделать трубопровод из полипропилена путем полифузной сварки так, чтобы не случилось то, чего опасаются сведущие специалисты….
А что собственно может произойти?
Что происходит при сварке полипропилена
Ответ, как свариваются трубы с фитингами, находится в названии паяльника-утюга (народное прозвище сварочного аппарата для пластика). Его называю полифузом, из-за способности создавать диффузию вещества, т.е. проникновение, смешивание молекул.
Расплавленные слои на одной и другой детали, после их стыковки смешиваются, образовывается единый для обоих соединяемых деталей условный слой. Качество материала в этом слое не должно, в теории, отличаться от исходного вещества.
Но что-то не так, в этой, казалось-бы, безупречной технологии…

Какие полипропиленовые трубы годятся
Потребителей интересует практический вопрос, — какие полипропиленовые трубы применить для сборки водопровода, а какие для отопления, или горячего водоснабжения.
Все просто, сейчас о нас позаботились, чтобы не возникало сложностей. Имеются на витринах трубы из полипропилена в основном под маркировкой PN20 и PN25. Первые годятся для холодного водоснабжения, вторые для «цивилизованного» отопления и ГВС.
Здесь, цивилизация обозначает скорее недопустимость перегрева более 80 град С. Т.е. применение с автоматизированными котлами. У твердотопливных бывает всякое… Поэтому некоторый участок подачи от такого котла делают из металла, затем стаят армированную алюминием магистраль, затем уже полипропилен…
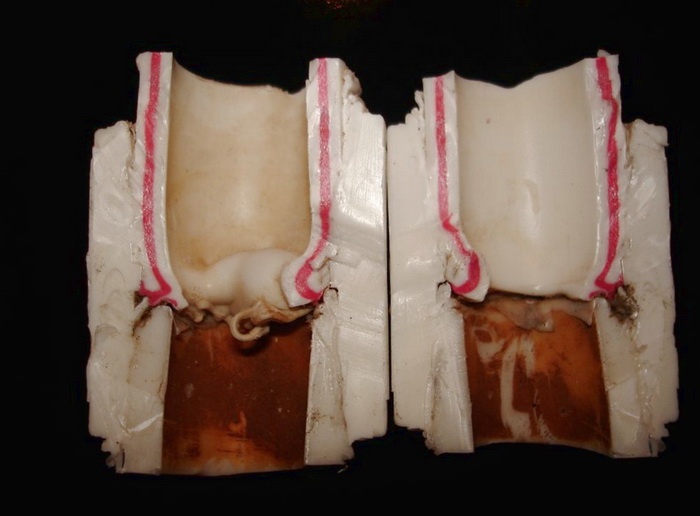
Сейчас отличить трубы для отопления PN25 весьма просто – они с четко видимым слоем армировки из стекловолокна, может быть различного цвета, например, красного…
Какой паяльник применить
Для любительской пайки своими руками сгодится незамысловатый, недорогой паяльник мощностью от 800 Вт. Но самый дешевый лучше не покупать, там скорее всего слишком много будет недочетов, и он, наверное, быстро перегорит, развалится например, отломается ручка!

Как паять (сваривать)
Лучше один раз увидеть.
Важно не перегревать детали и не слишком большое усилие к ним прилагать. А также должны быть сделаны отметки глубины на трубах, на которую можно их заводить в фитинги.

Что могут сказать специалисты о теории недочетов с практической точки зрения
Чаще всего при пайке труб из полипропилена нарушается температурный режим. Рекомендованная температура 260 — 270 градусов. Но как ее определить?
Это является наибольшей сложностью.

Т.е. регулятор температуры паяльника даже европейские производители сами не могут назвать таким, который точно задает температуру. Что тогда говорить о китайских приборах или кооперативных?
Далее — в каких направлениях ошибаются монтажники, выполняя чудесную сборку…
Перегрев и излишние усилия на соединении
Происходит следующее — перегрев соединяемых деталей, излишне большие усилия к соединяемым деталям, прокручивание при соединении. В результате внутреннее сечение деталей заужается из-за наплывов выдавленного материала. Снаружи соединение подозрений не вызывает.

Недостаточный нагрев деталей
Недостаточный разогрев не обеспечит качественной диффузии. Соединение может дать течь, если не сразу, то в процессе эксплуатации.
Самое интересное, что под воздействием скачков давление, последовательных тепловых расширений, вибрации, происходит постепенное разрушение общего некачественного слоя сплавленных деталей.

Отчего могут возникнуть нарушения в готовом изделии…
- Разворот уже соединенных деталей на нужный угол — наиболее типичная ситуация работы «спустя рукава» или неопытными руками.
Банальный перегрев почему то… Собственно градусника и нет никогда. Заплавление пропускного сечения.
Работник просто торопится, паяльник не успевает прогреться. Или отключается электричество, чего не замечают…
Соединение разогретого конца трубы с холодной стороной фитинга. В спешке бывает и такое.
Выполнение работ при температуре воздуха ниже 5 градусов С.
Перед началом пайки алюминиевая фольга должна быть удалена с торца трубы, т.е. выполняется торцевание трубы. Не редко, торцевание не делается, происходит расслоение трубы, коррозия алюминия, выход соединения со строя.
Почему не доверяют полипропилену
Ответ на поверхности, — потому что нельзя проконтролировать качество соединения. С виду все соединения нормальные.
Невозможно дать точную гарантию клиенту на этот трубопровод.
Не обеспечивается контроль со стороны специалиста за качеством работы монтажника, так как ничего нельзя сказать о действительном качестве.
Так сваривать или выбросить?
Но стоит ли принимать подобное слишком близко к сердцу домашнему мастеру?
Для многих гораздо важнее, что полипропилен стоит копейки, его можно всегда дешево переделать, если он на виду.
Миллионы фрагментов трубопроводных сетей из полипропилена, сваренных подобным образом, радуют потребителей по всему миру, есть очень большой шанс оказаться в рядах этих счастливцев…









detector