Технология производства железобетонных изделий
Технология изготовления железобетонных изделий
Железобетонные конструкции могут изготавливаться на заводах или полигонах. Заводами называют предприятия, на которых основные технологические процессы выполняют в помещениях (цехах). Полигоны представляют собой предприятия, на которых в зданиях приготавливают только бетонную смесь и заготавливают арматуру, все остальные процессы -формование, твердение и отделку изделий — осуществляют на открытых площадках — стендах или в камерах пропаривания, расположенных на открытом воздухе.
Технологический процесс состоит из ряда последовательно выполняемых операций: приготовления или доставки бетонной смеси с ЦБЗ, изготовления арматуры железобетонных изделий, формование, ускорение твердения изделий.
В зависимости от расчлененности общего технологического процесса формования изделий по отдельным постам различают поточно-агрегатную, конвейерную и стендовую технологию.
При поточно-агрегатном способе производства форму и формуемое изделие передают по потоку от одного технологического поста к другому с помощью кранового оборудования (рис. 7.6.1).
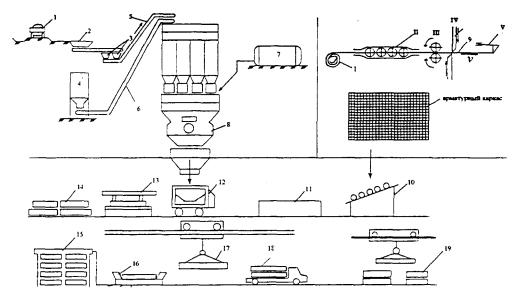
Рис. 7.6.1. Технологическая схема изготовления железобетонных изделий поточно-агрегатным способом:
1 — место разгрузки заполнителей; 2 — приемные бункера; 3 — накопительные бункера; 4 — склад цемента; 5 — транспортная галерея; 6 — пневмоподача цемента; 7 — ёмкости для воды, добавок; 8 — бетоносмесительный цех; 9 — оборудование для производства арматурных каркасов и элементов; 10 — агрегат для термического нагревания арматуры; 11 — пост армирования; 12 — самоходный бетоноукладчик; 13 — агрегат для формирования изделий; 14 — зона выдержки изделий; 15 — камера для тепловлажностной обработки изделий; 16 — пост распалубки изделий; 17 — подъем и транспортирование изделий; 18 — самоходная тележка; 19 — склад готовой продукции. I — вертушка; II — барабан правки; III — подающий ролик; IV — ножи; V — концевой выключатель
Установки — агрегаты состоят из формовочной машины (обычно виброплощадки), машины для распределения бетонной смеси по форме (бетоноукладчики), машины для укладки формы на формовочный пост (формоукладчики). Отформованные изделия в формах перемещают краном в камеры для тепловой обработки. Заключительной стадией производства является выдача изделий из камеры и их распалубка. После приемки ОТК готовые изделия направляют на склад, а освободившиеся формы возвращают на формовочный пост.
При конвейерном способе технологический процесс расчленён на элементарные процессы, которые одновременно выполняют на отдельных рабочих местах. Форма и изделие перемещаются от одного рабочего места к другому, каждое обслуживает закрепленное звено (рис. 7.6.2).
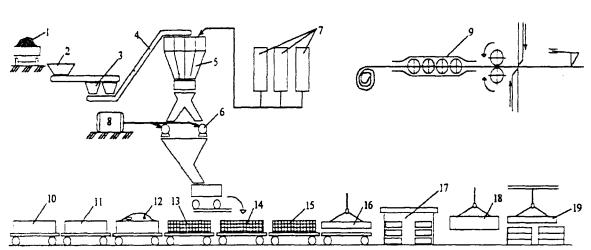
Рис. 7.6.2. Технологическая схема конвейерного способа изготовления железобетонных изделий:
1 — пост разгрузки заполнителей; 2 — приёмный бункер, 3 — наполнительный бункер, 4 — транспортная галерея, 5 — расходный бункер, 6 — смесительное отделение, 7 — силосный склад цемента; 8 — ёмкость для воды; 9 — оборудование для производства арматурных элементов и каркасов; 10 — передаточная тележка; 11 — очистка форм; 12 — смазка форм; 13 — укладка арматуры; 14 — пост формирования изделий; 15 — пост доводки изделий; 16 — пост укладки термоизоляционного слоя; 17 — пропарочная камера; 18 — пост распалубки и контроля; 19 — склад готовой продукции
Основным условием осуществления конвейерного производства является ритмичность выполнения процессов, для чего их продолжительность должна быть одинаковой. Тогда через равные промежутки времени одновременно перемещают изделие с одного рабочего места (поста) на другое. При изменении вида изделий конвейеры требуют переоснастки.
При стендовом способе технологические процессы выполняют в неподвижных формах или оборудованных для этого на рабочих местах стендах. В процессе формования и до приобретения бетоном необходимой прочности изделия остаются на месте, в то время как технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы к другой. Стендовый способ хотя и приводит к более низкому использованию производственных площадей по сравнению с другими способами, но имеет ряд преимуществ, особенно при изготовлении предварительно-напряженных конструкций. Продолжительность технологического цикла зависит от длительности выдерживания изделий на стенде для приобретения ими необходимой прочности и составляет от 1 до 2 суток (рис. 7.6.3)
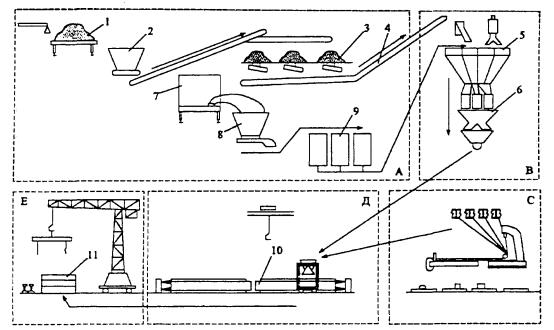
Рис. 7.6.3. Технологическая схема изготовления конструкций на стендах:
А — зона хранения и обработки сырья; В — зона приготовления бетона; С — зона изготовления арматурных элементов; Д — зона формования и обработки изделий; Е — зона хранения и выдачи конструкций; 1 — пост разгрузки заполнителей; 2, 8 — приёмные бункера; 3 — склады заполнителей; 4 — транспортёрная галерея; 5 — расходные бункера; 6 — пост приготовления бетона; 7 — пост разгрузки цемента; 9 — склад цемента; 10 — стенд, 11 — склад готовой продукции
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Сдача сессии и защита диплома — страшная бессонница, которая потом кажется страшным сном. 9006 —  | 7278 —
| 7278 —  или читать все.
или читать все.
Технология производства железобетонных изделий
Бетонные и железобетонные изделия и конструкции изготовляют на специальных заводах или полигонах. Технологический процесс складывается из следующих последовательно выполняемых операций: приготовления бетонной смеси, изготовления арматуры и арматурных каркасов, армирования железобетонных изделий, формования, температурно-влажностной обработки и декоративной отделкой лицевой поверхности изделий. Панели наружных стен в зависимости от конструкций могут подвергаться дополнительной операции — укладке в панель теплоизоляционного материала при сборке отдельных скорлуп или формовании изделий.
Организация выполнения этих основных технологических операций и их техническое оформление в современной технологии сборного железобетона осуществляются по трем принципиальным схемам, причем ведущим признаком служит способ формования изделий. По методам формования различают также и предприятия, например завод «кассетный», конвейерный или с поточно-агрегатной технологией. При выборе технологии производства следует учитывать возможность получения наилучшего управления структурообразованием бетонной смеси.
По способу и организации процесса формования могут быть выделены три схемы производства железобетонных изделий:
1. Изготовление изделий в неперемещаемых формах. Все технологические операции — от подготовки форм до распалубки готовых отвердевших изделий — осуществляются на одном месте. К этому способу относятся формование изделий на плоских стендах или в матрицах, «формование изделий в кассетах.
2. Изготовление изделий в перемещаемых формах. Отдельные технологические операции формования или отдельный комплекс их осуществляются на специализированных постах. Форма, а затем изделие вместе с формой перемещаются от поста к посту по мере выполнения отдельных операций.
3. Непрерывное формование, возникшее сравнительно недавно, но весьма зарекомендовавшее себя как способ, отличающийся наиболее высокой производительностью труда, минимальной металлоемкостью и несравнимо высоким объемом продукции на единицу производственной площади предприятия. Способ непрерывного формования изделий осуществляется на вибропрокатном стане.
1.Армирование железобетонных изделий
В заводском производстве стоимость арматуры составляет около 20% себестоимости железобетонных изделий, поэтому вопросы организация арматурных работ на завод сборного железобетона являются важнейшими и в техническом и в экономическом отношениях. Различают армирование железобетонных изделий ненапряженное (обыкновенное) и предварительно напряженное. Операции армирования и виды арматуры для каждого из этих способов имеют ряд принципиальных различий.
Армирование железобетонных изделий ненапряженной арматурой осуществляется при помощи плоских сеток и пространственных (объемных) каркасов, изготовленных из стальных стержней различного диаметра, сваренных между собой в местах пересечений. Различают арматуру рабочую (основную) и монтажную (вспомогательную). Рабочая арматура располагается в тех местах изделия, в которых под нагрузкой возникают растягивающие напряжения; арматура воспринимает их. Монтажная арматура располагается в сжатых или ненапряженных участках изделия. Кроме такой арматуры применяют петли и крюки, необходимые при погрузочных работах, а также закладные части, крепления и связи сборных элементов. Наименьшие трудовые затраты на армирование изделий и конструкций при применении арматурных каркасов наибольшей степени готовности, т. е. имеющих не только основную арматуру, но и вспомогательную с приваренными петлями, крюками, закладными деталями. В этом случае операции по армированию сводятся к установке готового арматурного каркаса в форму и его закреплению.
При изготовлении предварительно напряженных изделий необходимо создать в бетоне по всему сечению или только в зоне растягивающих напряжений предварительное обжатие, величина которого превышает напряженке растяжения, возникающее в бетоне при эксплуатации. Величина предварительного обжатия обычно достигает 50—60 кГ/см2, а при изготовлении железобетонных напорных труб—100—120 кГ/см2. Обжатие бетона осуществляется силами упругого последействия натянутой арматуры. Это достигается силами сцепления арматуры с бетоном пли при помощи анкерных устройств. Для обеспечения обжатия бетона применяемая арматурная сталь должна находиться в пределах упругих деформаций и не превышать 85—90% предела текучести стали, а для углеродистых сталей, не имеющих четко выраженного предела текучести,— 65—70% предела прочности на разрыв.
При изготовлении предварительно напряженных изделии используют одноосное обжатие бетона отдельными стержнями или пучками проволок располагаемых в изделии вдоль его продольной оси, и объемное обжатие обеспечиваемое навивкой напряженной проволоки в двух или нескольких направлениях. Проволоку можно навивать и на готовое изделие с последующей защитой арматуры слоем бетона.
Передача предварительного напряжения арматуры на бетон осуществляется тремя способами:
— посредством сцепления арматуры диаметром 2,5—3 мм с бетоном; при большем диаметре арматуры сцепление обеспечивается устройством вмятин на поверхности проволоки, свивкой прядей из 2—3 проволок либо применением арматуры периодического профиля;
— посредством сцепления арматуры с бетоном, усиленного дополнительно анкерными устройствами;
— посредством передачи усилий натяжения на бетон через анкерные устройства на концах арматурного элемента без учета сцепления арматуры и бетона.
Натяжение арматуры производят различными способами: механическим электротермическим, непрерывным механическим и электромеханическим натяжением, а также химическим при применении расширяющегося цемента.
2.Формование железобетонных изделий
Задача технологического комплекса операций по формованию состоит в получении плотных изделий заданных формы и размеров. Это обеспечивается применением соответствующих форм, а высокая плотность достигается уплотнением бетонной смеси. Операции процесса формования можно условно разделить на две группы: первая включает операции по изготовлению и подготовке форм (очистке, смазке, сборке), вторая — уплотнение бетона изделий и получение их заданной формы. Наиболее характерным в этом отношении является изготовление крупноразмерных особотяжелых изделий — балок, ферм, пролетных строений мостов, когда вследствие значительных затрат на перемещение изготовление изделий организуют на одном месте, т. е. принимают стендовую схему организации процесса. В общем технологическом комплексе изготовления железобетонных изделий операции формования занимают центральное и определяющее место. Все другие операции — приготовление бетонной смеси, подготовка арматуры — являются в какой-то степени подготовительными и могут выполняться вне площадки данного предприятия железобетонных изделий; бетонная смесь может быть получена централизованно с бетонного завода, арматурные изделия — из центральной арматурной мастерской района
Особенности формования и изготовления изделий различными способами:
Стендовый способ. Формование изделий при стендовом способе, т. е. в неперемещаемых формах, осуществляется на плоских стендах, в матрицах и в кассетах.
Формование в кассетах. При кассетном способе формование и твердение изделий осуществляются в неподвижной вертикальной форме-кассете.
При поточно-агрегатном способе укладку арматуры и бетонной смеси в форму и уплотнение смеси производят на одном технологическом посту, а твердение изделий — в специальных тепловых аппаратах (пропарочных камерах или автоклавах), т. е. общий технологический процесс расчленяется по операциям.
Конвейерный способ от поточно-агрегатного отличается большой расчлененностью технологических операций по отдельным специализированным постам. Всего таких постов на конвейерной линии до девяти: распалубка изделий, чистка и смазка форм, осмотр форм, укладка арматуры и закладных деталей, укладка бетонной смеси, уплотнение бетонной смеси, выдержка изделий перед тепловой обработкой.
Способ непрерывного формования осуществляется на вибропрокатном стане. Он имеет непрерывно движущуюся ленту, состоящую из отдельных объемных или плоских пластин; первые обеспечивают получение ребристой поверхности панелей, а вторые — гладкой. На непрерывно движущуюся ленту в начале стана укладывается арматура, затем на следующем участке подается бетонная смесь и уплотняется вибрированием и частично прокатом калибрующими валками; последние позволяют получать изделия строго постоянной толщины и с гладкой поверхностью. Сформованное изделие по мере движения ленты поступает в зону тепловлажностной обработки и после двухчасового пропаривания в готовом виде сходит с ленты и направляется на склад.
3.Твердение железобетонных изделий
Твердение отформованных изделий — заключительная операция технологии сборного железобетона, когда изделия приобретают требуемую прочность. В зависимости от температуры среды различают следующие три принципиально различных режима твердения изделий:
— нормальный — температура 15—20° С;
— тепловая обработка при температуре до 100° С при нормальном давлении;
— автоклавная обработка — пропариваиие при повышенном давлении пара и температуре среды выше 100° С.
Независимо от режима твердения относительная влажность среды должна быть близкой 100%, иначе изделия сохнут, а это приводит к замедлению или прекращению роста их прочности, так как твердение бетона есть в первую очередь гидратация цемента, т. е. взаимодействие цемента с водой.
4.Отделка поверхности железобетонных изделий
Способ отделки поверхностей железобетонных изделий надо выбирать с учетом целого ряда требований, которые могут быть продиктованы климатическими, архитектурными и другими условиями его службы. Отделка должна быть долговечной и защищать бетон изделия от атмосферных и агрессивных воздействий, а также отвечать архитектурно-декоративным требованиям.
В настоящее время поверхности можно отделывать с использованием окрасочных составов, облицовочных материалов и цветных бетонов. Окрасочные составы должны быть водостойкими, долговечными и устойчивыми против выцветания.
К облицовочным материалам, предназначенным для отделки бетонных и железобетонных изделий, наряду с архитектурно-декоративными требованиями предъявляются требования высокой прочности и долговечности в условиях переменных атмосферных воздействий. В настоящее время в качестве облицовочных материалов используют плитки из природных каменных материалов, керамические, асбестоцементные, стеклянные, плиты и блоки из цветного бетона, гофрированные листы из алюминия.
5. Приемка и испытание железобетонных изделий
Железобетонные изделия принимают партиями, состоящими из однотипных изделий, изготовленных по одной технологии в течение не более 10 сут.
В процессе приемки наружным осмотром проверяют внешний вид изделий, отмечают наличие трещин, раковин и других дефектов. Затем с помощью измерительных линеек и шаблонов проверяют правильность формы и габаритные размеры изделий. Если при контрольных замерах изделия обнаруживаются отклонения по длине или ширине, превышающие допускаемые, изделие бракуется.
При приемке изделий определяется и прочность бетона, которая устанавливается по результатам испытания контрольных образцов и готовых изделий.
Испытание готовых железобетонных изделий на прочность, жесткость и трещиностойкость производят согласно ГОСТам и техническим условиям. Критерием прочности служит нагрузка, при которой изделие теряет свою несущую способность (разрушается). В последнее время для определения прочности бетона в конструкциях пользуются физическими и механическими методами, не разрушающими изделия.
К физическим методам относятся ультразвуковые и радиометрические. Механические методы базируются на определении величины упругой или пластической деформации. Приборы для этих методов подразделяются на приборы, основанные на принципе упругого отскока, и приборы, основанные на принципе внедрения наконечника в бетон. В первом случае прочность бетона оценивается по величине упругого отскока бойка от поверхности бетона, во втором характеризуется величиной отпечатка на поверхности бетона. Приборы этой группы получили широкое применение в строительстве.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.
Производство железобетонных изделий: промышленные методы и технологии
В этой статье мы рассмотрим то, какова технология производства железобетонных изделий в промышленных масштабах, а кроме того определимся с тем, какие методы отливки ЖБИ применяются в индивидуальном строительстве. Но, до того как рассмотреть технологические особенности, расскажем об основных свойствах железобетона.

Производственный цех по изготовлению железобетонных изделий
Особенности производственного материала
Железобетон — это материал, изготовленный с применением цементосодержащих растворов и металлических армирующих конструкций.
Технология изготовления ЖБИ не нова, так как основополагающие методы были запатентованы во второй половине 19 века. Тем не менее, массовое применение железобетонных сооружений и конструкций в строительной индустрии приходится на начало двадцатого века.
Использование данного материала в строительстве неслучайно, так как железобетонные изделия отличают следующие качества:
- устойчивость к механическим нагрузкам;
- устойчивость к негативному воздействию ряда факторов внешней среды;
- эксплуатационная надежность и долговечность;
- приемлемая цена, в сравнении с конструкциями, изготовленными с применением других материалов;
- устойчивость к воздействию критических температур (как низких, так и высоких);
- устойчивость к воздействию химических и биологических факторов;
- высокая степень сопротивляемости динамическим и статическим нагрузкам.
Впрочем, ЖБИ имеют некоторые недостатки. Например, прочность материала на сжатие меньше, чем аналогичные параметры чистого металла. Применительно к большим сооружениям и конструкциям, железобетонные изделия «несут» своей массы на порядок больше, чем полезной нагрузки.
Разновидности ЖБИ

На фото — отгрузка готовых плит перекрытия
На сегодняшний день повсеместно изготавливается и производится широкий перечень различных железобетонных изделий. И это неудивительно, так как ЖБИ применяются не только в строительстве, но и в других сферах.
К примеру, большая часть столбов освещения и опор линий электропередач традиционно изготавливается с применением железобетона. Из этого же производственного материала изготавливаются наиболее совершенные и технологичные на данный момент железнодорожные шпалы.
Впрочем, остановимся на тех модификациях, которые нашли применение в строительстве.
Среди них отметим следующие разновидности:
- фундаментные блоки стеновые (ФБС);
- плиты перекрытий;
- плиты дорожные;
- железобетонные сваи;
- бетонные опоры и заборы;
- декоративные изделия, применяемые при отделке строительных объектов.

На фото — готовая продукция, включая стеновые блоки и бетонные кольца
Расскажем об этих разновидностях подробнее:
- Фундаментные блоки стеновые (ФБС) — это модификация ж/б изделий, нашедшая применение в качестве основного строительного материала при возведении сборных фундаментов и подвалов различных зданий. Такие сооружения существенно сокращают сроки, необходимые для проведения строительных работ, так как блок крупный и позволяет отказаться от долгой и трудоёмкой кладки кирпича.
- Плиты перекрытий — это железобетонные перемычки, устанавливаемые между этажами. Для приготовления таких изделий применяются особо прочные марки железобетона, рассчитанные на большие механические нагрузки в течение всего эксплуатационного ресурса.
Для снижения веса плиты выпускаются полыми, что делает их более лёгкими и менее теплопроводными. Опять же, за счет полостей в плитах, экономится бетон, что благоприятно сказываются на стоимости готового изделия.
- Дорожные плиты — это ЖБИ, используемые при строительстве дорожного полотна, взлётно-посадочных полос аэродромов и прочих поверхностей, к прочности которых предъявляются повышенные требования.
- Железобетонные сваи— это изделия, которые применяются в строительстве, наряду с фундаментными блоками. За счёт повышенной устойчивости бетона к негативному воздействию факторов окружающей среды, такие сваи могут быть установлены на различных типах грунта без ущерба для качества готовых строительных объектов.
- Заборы, опоры и декоративные изделия — это особая разновидность ЖБИ, которая выполняет не столько утилитарную, сколько эстетическую функцию. Из-за высокого потребительского спроса, производство этих ЖБИ в настоящее время освоено различными небольшими и малыми предприятиями.
Особенности изготовления ЖБИ

Готовая конструкция, извлеченная из формы
Инструкция изготовления железобетонных изделий определяется основными свойствами производственных материалов. Цементосодержащие растворы жидкие или полужидкие, а потому главной технологической особенностью производственного процесса является их заливка в специальные формы.
По сути, производственная технология предполагает монтаж своими руками армирующего каркаса в полости формы и последующую заливку раствора. По мере высыхания раствора, готовое изделие набирает требуемую прочность. По окончанию этого процесса готовая продукция извлекается из формы и может быть использована по своему назначению.
Технология изготовления железобетонных и сборных бетонных изделий включает перечень отдельных операций, составляющих производственный процесс. Все операции, реализуемые в ходе изготовления ЖБИ, условно подразделяются на основные, вспомогательные и транспортные.

Выгрузка готовых конструкций из форм
Условно технологический процесс можно разбить на следующие последовательно реализуемые этапы:
- приготовление бетона;
- изготовление арматуры и производство каркаса;
- армирование ЖБИ;
- формование бетонной смеси;
- температурно-влажностная обработка изделия;
- декоративная отделка лицевой поверхности.
Важно: При изготовлении панелей наружных стен бетонные конструкции могут быть подвергнуты дополнительной доработке. В панели могут быть уложены теплоизоляционные материалы, как при формовании, так и на этапе сборки отдельных скорлуп изделий.
Производственное оборудование

На фото — опалубка для изготовления плит перекрытия
Оборудование, используемое при производстве ЖБИ, в соответствии с назначением, подразделяется на технологическое – основное, а также на вспомогательное и транспортное. Оборудование для производства железобетонных изделий, задействованное в едином производственном комплексе, называется технологической линией.
При производстве железобетонных изделий применяются специальные формы, которые могут быть изготовлены из металла, железобетона, пиломатериалов древесного происхождения. Также применяются комбинированные формы, построенные с применением нескольких различных материалов.

На фото — применение вибропресса в ходе уплотнения бетона
Независимо от типа использованных материалов, готовые формы должны отвечать следующим требованиям:
- точность обеспечения установленных типоразмеров и конфигурации изделий по окончанию проведения всех технологических операций;
- рациональная конструкция и как следствие небольшая масса формы в соотношении с массой готового изделия;
- отсутствие трудоемкости и простота сборки и разборки;
- жесткость конструкции при заливке бетонов с различными показателями плотности и удельного веса.
Важно: Эффективность применения производственных форм во многом определяется корректностью выбора смазочных материалов. Правильно подобранный смазочный материал препятствует приставанию раствора к внутренней поверхности опалубки, тем самым способствуя долговечности формы и повышению качества производимых ЖБИ.
Актуальные схемы промышленного изготовления ЖБИ

Термоэлектроформы с готовым изделием
В соответствии с методикой реализации процесса формования можно выделить три основные схемы изготовления ЖБИ:
- Производство в формах неперемещаемого типа предполагает проведение всех технологических операций, начиная с подготовки и оканчивая разборкой опалубки на одном месте. Примером реализации такой схемы является формование ЖБИ в матрицах, в кассетах или на плоских стендах.
- Производство в формах перемещаемого типа предусматривает поэтапную транспортировку опалубки с залитым раствором от одного производственного поста к другому. Такая производственная схема распространяется на поточно агрегатный и конвейерный способ формования.
- Формование непрерывного типа – это сравнительно новая производственная схема, которой свойственна эффективность, высокая производительность и относительно малые энергозатраты. Способ осуществляется с применением вибропрокатного стана.
Армирование бетона

Заполнение бетоном опалубки с заложенной арматурной сеткой
Независимо от того, какое используется оборудование для производства железобетонных изделий, наиболее важным технологическим этапом является армирование смеси. И это неудивительно, так как способ реализации армирования строительных растворов определяет такие параметры готовой конструкции как прочность и себестоимость ЖБИ.
Важно: По статистике цена готового железобетонного изделия на 20-30% зависит от стоимости арматуры. Поэтому подход к разработке особенностей армирования ж/б конструкций важен как в техническом, так и в экономическом плане.

На фото — каркасы для отливки свай
Армирование строительных растворов при производстве ЖБИ бывает двух типов: предварительно напряженное и обыкновенное – ненапряженное.
Рассмотрим подробнее особенности реализации каждого из этих способов, так как от них по большему счету зависят прочностные качества готовых изделий.
- Ненапряженное армирование ЖБИ выполняется как с применением пространственного каркаса, так и посредством плоских сеток, изготовленных из проволоки катанки или стальных стержней с соответствующим диаметром поперечного сечения.
Каркасы, в ходе такого армирования, могут изготавливаться только с применением сварного метода. Ненапряженная арматура подразделяется на основную (рабочую) и вспомогательную (монтажную).
Основная арматура размещается на участках претерпевающих максимальные растягивающие напряжения. Вспомогательная арматура, напротив применяется на тех участках ЖБИ, где растягивающее напряжение отсутствует или наоборот присутствует сжатие.
- Напряженное армирование железобетона предполагает создание предварительного обжатия, как на участке растягивающих напряжений, так и по всему сечению ЖБИ. Например, при изготовлении фундаментных блоков или свай параметры предварительного обжатия составляют до 60 кГ/см². Обжатие выполняется посредством натягивания арматуры в течение определённого времени.
Вывод
Итак, мы рассмотрели основные моменты производственного процесса, а, кроме того, мы перечислили эксплуатационные особенности ЖБИ. Полученные сведения вы сможете учесть как при заказе готовых ЖБИ, так и при применении железобетона в индивидуальном строительстве.
Остались какие-либо вопросы? Исчерпывающие ответы можно получить, посмотрев видео в этой статье.

Технология производства ЖБИ

Железобетонные конструкции способны выдерживать большую нагрузку в том случае, если при их производстве правильно соблюдены все этапы технологического процесса. Вся технология производства ЖБИ делится на несколько этапов, которые в совокупности влияют на качество выпускаемой продукции.
Подготовка форм
Выдержанные габариты и ровная поверхность изделий должны соответствовать требованиям ГОСТов. Этому способствует металлическая форма, которая должна иметь высокую оборачиваемость.
Перед очередным циклом формования, металлическая опалубка очищается от остатков оставшегося бетона. Для облегчения распалубливания изделия из формы, поверхность оснастки смазывается тонким слоем специального состава. Борта металлической конструкции закрепляются соединительными элементами.
Армирование
Железобетонные конструкции, которые в основном работают на изгиб, изготавливаются с применением арматуры. Арматурные изделия (каркасы, сетки, закладные детали, монтажные петли) производятся в отдельном цехе.
В смазанную и подготовленную к бетонированию форму укладывается арматурная конструкция. Для создания технологического зазора между поверхностью бетона и арматурными стержнями применяются фиксаторы разного размера. Такая мера предотвращает соприкосновение арматуры и формы. Если изделие подразумевает применение закладных деталей, то их фиксирование производится перед формованием. Монтажные петли также устанавливаются заранее, при этом крепление осуществляется вязальной проволокой.
Формование
Подача бетонной смеси до места формования производится бетоноукладчиками, которые наполняются материалом в бетоносмесительном отделении. Если технология производства ЖБИ не предусматривает такое оборудование, то заполнение формы смесью происходит из бункера, который подвозит мостовой или козловой кран.
В процессе бетонирования, работник цеха помогает лопатами равномерно распределять бетон по форме. Поток подачи не должен создавать смещение арматурного изделия. После распределения смеси производится вибрирование. Крупные производственные предприятия применяют виброплощадки, небольшие организации используют глубинные вибраторы.
Некоторые металлические формы оснащены стационарными вибраторами, что существенно снижает заводские трудозатраты. Длительность вибрирования должна нормироваться, иначе избыток процесса приведет к расслаиванию смеси, а значит к ухудшению структуры. Как только на поверхности бетона выступает цементное молочко, вибрирование прекращается. Формовщик заглаживает поверхность мастерком, выравнивает монтажные петли, которые могут наклоняться от вибрации.
Твердение
Для ускоренного набора прочности технологический процесс производства железобетонных изделий предусматривает твердение бетона при помощи пропаривания. В зависимости от оснащения завода, вида бетона или конструкции, пропаривание может производиться в камерах ямного типа, щелевых камерах, кассетных установках, автоклавах. Отпускная прочность (не менее 70 процентов) набирается за 6-16 часов пропаривания. Цикл твердения предусматривает подъем, выдерживание и остывание требуемой температуры на определенно заданный промежуток времени.
Распалубливание
Формы с попаренным изделием устанавливаются на пост распалубки. Формовщик открывает замки металлоконструкции, откидывает борта. Остывшее железобетонное изделие достается из формы за подцепленные крюками крана монтажные петли. Готовая продукция грузится на вагонетку, которая перевозит изделия на склад готовой продукции.
Складирование
Обычно склады железобетонных изделий и конструкций оборудуются открытым способом. Мелкая продукция (бордюры, перемычки, стеновые блоки) могут складироваться в закрытом помещении. Перемещение груза по территории осуществляется краном. Изделия хранятся в штабелях, между рядами которых укладывают деревянные прокладки.
Место погрузки имеет эстакаду, вдоль которой устанавливается грузовой транспорт. Все действия связанные с перемещением продукции по складу и погрузкой на транспорт осуществляются стропальщиком и крановщиком, которые имеют допуск к такой работе.
Компания «Пробетон» изготавливает и продает большой ассортимент железобетонной продукции. Все изделия контролируются работниками лаборатории и ОТК, поэтому покупая нашу продукцию, вы получаете гарантию качества.
Технологии изготовления железобетонных изделий

Технологии изготовления железобетонных изделий
© ООО «СтройПартнер» 2009-2018
Адрес: 119071 , г. Москва , 2-й Донской проезд, д. 4 стр. 1

Для изготовления железобетонных изделий, в том числе плит, фундаментных блоков, колец, столбов, используются различные технологии, в соответствии с требованиями к типу армирования, прочности бетона и другим параметрам.
В целом технологический процесс включает в себя следующие этапы:
- подготовка бетонной смеси;
- установка арматурного каркаса;
- формование;
- набор прочности бетоном;
- обработка поверхности изделий.
Бетонная смесь
В состав бетонной смеси для ЖБИ входит:
- вода;
- вяжущее вещество (цемент, в некоторых случаях – полимерные материалы, битумы, дегти);
- заполнитель определенной фракции (гравий, щебень, песок, шлак, керамзит);
- специальные добавки, которые влияют на прочность ЖБИ, устойчивость к внешним воздействиям, декоративные свойства и т.д.

Приготовление смеси ведется в соответствии с нормативами ГОСТ, вид и соотношение компонентов подбирается в зависимости от эксплуатационных характеристик изготавливаемой продукции.
Армирование
При изготовлении ЖБИ применяется два типа армирования – ненапряженное и предварительно напряженное. Ненапряженное армирование. Объемные каркасы и плоские сетки изготавливаются из основной и вспомогательной арматуры. Основная арматура принимает на себя нагрузки на растягивание и размещается в соответствующих частях ЖБИ. Вспомогательную арматуру устанавливают в сжатых либо ненапряженных местах железобетонной детали.

Предварительно напряженное армирование. Используется при производстве конструкционных элементов, испытывающих высокие нагрузки на изгиб в процессе эксплуатации. Каркас из базовой арматуры, выполненной из упрочненной или высокопрочной проволочной стали, подвергается предварительному обжатию по всей площади сечения изделия.
Формование
В производстве ЖБИ предусмотрено три способа формования деталей: агрегатный, конвейерный и стендовый.

Агрегатный способ. Армирование и заливка бетона производится в специальные формы, установленные на формовочном посту. Затем при помощи крана формы переносятся в камеры, где бетон набирает прочность в оптимальных условиях. Далее формы перемещаются специальный пост, где выполняется распалубка и обработка поверхности. Освободившиеся формы вновь поступают на формовочный пост.
Конвейерный способ. Форма движется по конвейеру, все работы по изготовлению ЖБИ разделены на ряд операций, одинаковых по времени выполнения, что дает возможность соблюдать непрерывность процесса. Способ применяется при изготовлении крупных партий однотипной продукции.
Стендовый способ. Форма для ЖБИ располагается неподвижно на специальном стенде. На каждом этапе изготовления изделия к форме подается соответствующее технологическое оборудование с бригадой обслуживающих специалистов. В первую очередь стендовый способ применяется при производстве предварительно напряженных конструкций.
Набор прочности
В зависимости от требований к прочностным характеристикам ЖБИ твердение бетона осуществляется в определенном температурном режиме:
- нормальном (от 15°С до 20°С);
- с тепловой обработкой (до 100°С);
- с автоклавной обработкой (свыше 100°С в условиях повышенного давления).
Обработка поверхности
Некоторые типы ЖБИ требуют дополнительной отделки – к примеру, стеновые блоки облицовываются цветными плитками или покрываются листами из алюминия. Завершающим этапом изготовления ЖБИ является проверка качества изделий.
Для изготовления железобетонных изделий, в том числе плит, фундаментных блоков, колец, столбов, используются различные технологии, в соответствии с требованиями к типу армирования, прочности бетона и другим параметрам.
В целом технологический процесс включает в себя следующие этапы:
- подготовка бетонной смеси;
- установка арматурного каркаса;
- формование;
- набор прочности бетоном;
- обработка поверхности изделий.
Бетонная смесь
В состав бетонной смеси для ЖБИ входит:
- вода;
- вяжущее вещество (цемент, в некоторых случаях – полимерные материалы, битумы, дегти);
- заполнитель определенной фракции (гравий, щебень, песок, шлак, керамзит);
- специальные добавки, которые влияют на прочность ЖБИ, устойчивость к внешним воздействиям, декоративные свойства и т.д.
Приготовление смеси ведется в соответствии с нормативами ГОСТ, вид и соотношение компонентов подбирается в зависимости от эксплуатационных характеристик изготавливаемой продукции.
Армирование
При изготовлении ЖБИ применяется два типа армирования – ненапряженное и предварительно напряженное. Ненапряженное армирование. Объемные каркасы и плоские сетки изготавливаются из основной и вспомогательной арматуры. Основная арматура принимает на себя нагрузки на растягивание и размещается в соответствующих частях ЖБИ. Вспомогательную арматуру устанавливают в сжатых либо ненапряженных местах железобетонной детали.
Предварительно напряженное армирование. Используется при производстве конструкционных элементов, испытывающих высокие нагрузки на изгиб в процессе эксплуатации. Каркас из базовой арматуры, выполненной из упрочненной или высокопрочной проволочной стали, подвергается предварительному обжатию по всей площади сечения изделия.
Формование
В производстве ЖБИ предусмотрено три способа формования деталей: агрегатный, конвейерный и стендовый.
Агрегатный способ. Армирование и заливка бетона производится в специальные формы, установленные на формовочном посту. Затем при помощи крана формы переносятся в камеры, где бетон набирает прочность в оптимальных условиях. Далее формы перемещаются специальный пост, где выполняется распалубка и обработка поверхности. Освободившиеся формы вновь поступают на формовочный пост.
Конвейерный способ. Форма движется по конвейеру, все работы по изготовлению ЖБИ разделены на ряд операций, одинаковых по времени выполнения, что дает возможность соблюдать непрерывность процесса. Способ применяется при изготовлении крупных партий однотипной продукции.
Стендовый способ. Форма для ЖБИ располагается неподвижно на специальном стенде. На каждом этапе изготовления изделия к форме подается соответствующее технологическое оборудование с бригадой обслуживающих специалистов. В первую очередь стендовый способ применяется при производстве предварительно напряженных конструкций.
Набор прочности
В зависимости от требований к прочностным характеристикам ЖБИ твердение бетона осуществляется в определенном температурном режиме:
- нормальном (от 15°С до 20°С);
- с тепловой обработкой (до 100°С);
- с автоклавной обработкой (свыше 100°С в условиях повышенного давления).
Обработка поверхности
Некоторые типы ЖБИ требуют дополнительной отделки – к примеру, стеновые блоки облицовываются цветными плитками или покрываются листами из алюминия. Завершающим этапом изготовления ЖБИ является проверка качества изделий.

Только новые плиты с завода. Плита перекрытий ПК для всех типов зданий длиной 1,6м, ширино.

Только новые блоки с завода. Фундаментные блоки применяются в строительстве подвалов, фунд.

Только новые плиты с завода. Плита ленточного фундамента ФЛ 6.12-4