Пресс для тротуарной плитки своими руками
Изготовление вибропресса для тротуарной плитки своими руками – чертежи
Вибропресс для производства тротуарной плитки – основное оборудование, использующееся в процессе создания качественного и прочного покрытия. Современные производители выпускают станки разной мощности, для определенных масштабов производства, с теми или иными функциями, но все они стоят немало. Если есть необходимость в самостоятельном создании тротуарной плитки, можно попробовать сделать вибропресс своими руками.

Вибропресс для тротуарной плитки позволяет делать элементы из двух слоев: базового и фактурного (лицевого). Базовый слой создается из песка, цемента и щебня, получается прочным и качественным. Второй слой готовят с добавлением специального пигмента, который позволяет получать любые оттенки и цвета плитки.
Производство тротуарной плитки с помощью вибропресса:
- Загрузка смеси в один или два бункера (большая емкость предназначена для основной смеси, малая – для бетона с пигментом для формирования лицевого слоя).
- Поступление смеси из первого бункера в пресс-форму, которая находится на вибростоле. Включение вибратора на 1-2 секунды для распределения смеси в матрице равномерным слоем.
- Загрузка цветного бетона в пуансон, включение режима вибропрессования на 35-40 секунд для уплотнения.
- Снятие матрицы и пуансона, перемещение готовых изделий в место, где они будут набирать прочность. Если используется технология ускоренного набора прочности, может выполняться термовлажностная обработка.
- Отправка готовых плиток на склад, потом в транспортировочные поддоны, доставка к потребителю.

Особенности вибропрессования
Метод вибропрессования достаточно прост – бетонная смесь, из которой изготавливается плитка, заливается в жесткую матрицу, установленную на постоянно вибрирующей станине. Сверху на смесь давит также непрерывно вибрирующий пуансон (деталь, которая является обратной для матрицы и точно входит в нее по аналогии с поршнем и цилиндром) до полного уплотнения смеси. Потом пуансон и матрица поднимаются, а с поддона забирают уже готовые изделия.
Составные части вибропресса
Оборудование для создания плитки предполагает определенную конструкцию и составные элементы. Вибропрессовальный мини-станок вполне можно сделать своими руками, главное – все тщательно изучить, просмотреть и сделать чертежи, продумать и следовать инструкции.
Конструкционные элементы вибропресса:
- Стол
- Столешница
- Специальное устройство для прессования
- Механизм для вибрирования
Каждая часть делится еще на несколько узлов и предполагает определенное крепление с другими элементами. До того, как начать делать вибропресс для тротуарной плитки своими руками, чертежи нужно подготовить обязательно. Их можно скачать в сети или нарисовать самостоятельно, со своими доработками и конструкционными решениями. Так или иначе, но за основу лучше брать уже готовую схему, созданную профессионалами.

Изготовление стола вибропресса
Стол для вибропресса состоит из таких конструкционных элементов: ножки, рама размером 70х100 или 50х70 сантиметров (приваренная к ножкам). Величина стола напрямую зависит от размера столешницы, который определяют, исходя из планируемых объемов производства: чем больше форм будет использоваться в процессе прессования одновременно, тем большей должна быть столешница. Длину ножек (и высоту стола, соответственно) подбирают, исходя из комфорта для работника (обычно в диапазоне 80-110 сантиметров).
Ножки вибростанка
Если планируется устанавливать вибропресс стационарно, в процессе проектирования можно добавить по 25 сантиметров к длине ножек, чтобы их можно было забетонировать в основание. Есть и другое решение – приварить стойки к закладным деталям, которые уже были забетонированы. Для переносного станка на нижние торцы стоек приваривают опорные пластины прямоугольной формы из 3-4-миллиметровой стали, чтобы вес оборудования распределялся равномерно.

Рама вибропресса
Верхнюю рамную часть стола делают из швеллера №10-12, уголковой стали 10х10 сантиметров либо двутавра №10-12. Заготовки режут по размерам в чертеже, выкладывают горизонтально на ровной поверхности, соединяют методом электросварки. Потом сварочные швы нужно очистить от шлака, аккуратно зашлифовать болгаркой и покрыть антикоррозийной краской. После того, как рама сварена, нужно проверить конструкцию на предмет плоскостных отклонений.
Сборка стола
На данном этапе изготовления вибропресса для производства тротуарной плитки необходимо собрать стол в единую конструкцию. Раму кладут на горизонтальную поверхность вверх нижней частью, к углам приваривают ножки.

Изготовление столешницы вибропресса
Столешница станка для производства бетонных плиточных покрытий (брусчатка, тротуарная плитка) должна быть прочной и жесткой. Ее каркас делают из деталей периметра и поперечных распорок.
Сам каркас с распорками выполняют из швеллера №8-10 или уголковой стали 7х7 сантиметров. Форма и размер каркаса должны точно соотноситься с формой и размерами рамы стола, столешница же может быть такой же либо больше на 6-7 сантиметров.
Все заготовки после нарезки болгаркой и торцовки укладывают на горизонтальную плоскость, сваривают электросваркой, затем обрабатываются шлифовкой швы. В процессе выполнения работ обязательно нужно следить за ровностью всех деталей. Рабочее положение каркаса такое: все горизонтальные полки швеллера либо уголка находятся сверху.
Далее нужно вырезать прямоугольник в соответствии с размерами каркаса (для этого лучше использовать листовую сталь толщиной около 8-10 миллиметров). Прямоугольник кладется сверху на каркас, аккуратно приваривается электросваркой снизу. Рабочее положение столешницы – листом стали кверху.

Устройство подвижного соединения стола со столешницей
Нужно найти 6 стальных пружин достаточной жесткости длиной до 12 сантиметров и сечением 5-6 сантиметров. Потом из трубы соответствующего диаметра (пружина должна входить внутрь свободно и без большого зазора) нарезают 12 стаканов длиной, равной трети длины пружин каждый.
Шесть стаканов приваривают по двум срединам длинных сторон и четырем углам стола сверху, другие шесть – с таким же расположением, но к столешнице снизу. До начала работ лучше столешницу положить на стол, вставить стаканы между ними и наметить соответствующие места мелком.
Выбор и установка электродвигателя или вибратора
Чтобы создать вибропресс для тротуарной плитки своими руками, не обойтись без двигателя для вибрирования. Двигатель должен быть достаточно мощным, при учете одновременного воздействия на конструкцию давления пресса. При сборке самодельного станка лучше приобретать качественные и надежные двигатели-вибраторы заводского производства, в которых предусмотрена возможность регулирования амплитуды колебаний, частоты. Подойдет ВИ-99/Е.
Давление на формы будет осуществляться вертикально, поэтому качественное уплотнение материала будет происходить горизонтально. Двигатель вибропресса крепят вертикально к столешнице снизу, примерно в точке пересечения диагоналей (там, где расположен центр тяжести). Чтобы крепление было возможным, снизу к столешнице приваривают кронштейн из стали со специальными отверстиями для крепления электродвигателя.

Изготовление прессовочного узла
После того, как раствор заливается в формы и включается вибропресс, тротуарная плитка уплотняется и приобретает нужные характеристики. Именно от момента вибрирования и прессования зависит то, насколько качественным и прочным будет материал, поэтому в процессе создания вибропресса нужно позаботиться и о механизме прессования.
К короткой стороне рамы, сбоку к средине, приваривают специальный кронштейн с горизонтальной осью. На ось монтируют рычаг, сделанный из стального прямоугольного профиля диаметром 3х5 сантиметров, к концу его приваривают втулку с отверстием для оси. К другому концу рычага монтируют сваркой поперечную рукоятку длиной до 25 сантиметров из аналогичного профиля.
Желательно, чтобы длина рычага не превышала длину стола больше, чем на 15 сантиметров (оптимально 10-12). К средине рычага кронштейном с осью монтируют стальной стержень, который направлен в сторону столешницы и оборудован на конце пуансоном (стальной пластиной, которая точно повторяет в плане конфигурацию матрицы). Кнопка включения/выключения самого вибродвигателя находится на поперечной рукоятке рычага.

Работа вибропропресса
Чтобы запустить в работу станок (вибропресс) для тротуарной плитки, достаточно выполнить несколько простых действий.
Технология создания плитки вибропрессованием:
- Матрицу смазывают маслом.
- Заливают смесь в форму, ставят ее на столешницу так, чтобы пуансон точно совпадал с матрицей.
- Рычагом прессуют смесь в форме и в этот же момент ненадолго включают вибродвигатель.
- Изделие изымается из матрицы для просушки и отверждения.

Состав смеси для тротуарной плитки на вибропрессе определяют, исходя из нужных характеристик итогового изделия. Обычно в состав входят песок, цемент, вода, отсев щебня, пигмент.
Создание вибропресса для тротуарной плитки своими руками – вполне выполнимая задача. При наличии оптимального чертежа, электросварки и всех необходимых деталей собрать качественный и надежный станок не составит труда.
Делаем брусчатку своими руками: пошаговая инструкция по изготовлению

Брусчатка — материал для мощения дорожек и площадок, обладающий рядом достоинств. Она отличается от тротуарной плитки только толщиной. На таком покрытии не остается луж, оно не трескается при вспучивании грунта и самое главное — его легко можно изготовить самостоятельно. Брусчатка своими руками — вот тема данной статьи.
Что нужно?
Существует два способа изготовления таких модулей:

В домашних условиях брусчатку можно воспроизвести лишь методом вибролитья.
Вот что для этого понадобится:
- цементный или бетонный раствор;
- формы;
- вибростол. Обеспечивает плотную укладку раствора в форму, то есть без пустот;
- смазка: исключает прилипание раствора к форме.
Готовят смазку из таких компонентов:
- вода: 1,5 л;
- жидкое мыло: 2 столовые ложки;
- машинное масло: 100 г.
В качестве альтернативы применяют олифу и растительное масло.
Инструменты и оборудование:

- бетономешалка либо дрель с насадкой-миксером;
- вибростол: его можно заменить старой стиральной машиной, запущенной в режиме отжима. «Дрожащую» конструкцию можно соорудить из стальной 10-ти миллиметровой пластины, уложенной на автомобильную покрышку. Чтобы заставить столешницу вибрировать, на ней закрепляют электролобзик и включают его при необходимости;
- мастерок;
- строительный уровень.
Также потребуется отрез полиэтиленовой пленки.
Технология изготовления
Порядок домашнего производства брусчатки выглядит так:

- изготавливают несколько форм. Возможно и приобретение в магазине — сегодня они продаются в большом разнообразии;
- готовят раствор;
- расставив формы на вибростоле, смазывают их и заливают раствор. При необходимости выполняют армирование;
- оставляют отливки в формах на 48 часов;
- извлекают модули из форм и выдерживают еще некоторое время до полного отвердения;
- осуществляют финишную обработку: окрашивание или железнение.
Далее все этапы рассматриваются подробно.
Мелкое производство брусчатки
В большинстве случаев тротуарная плитка требуется владельцу участка для разового изготовления площадки или дорожки. В этом случае ему требуется небольшое количество форм (от 7 до 12) с весьма ограниченным ресурсом, например, из полиуретана или силикона. Их легко можно сделать своими силами, отчего затраты на изготовление покрытия сократятся еще больше.
Изготовление формы
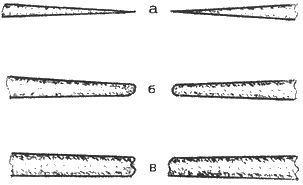
Существует два вида форм для производства брусчатки:
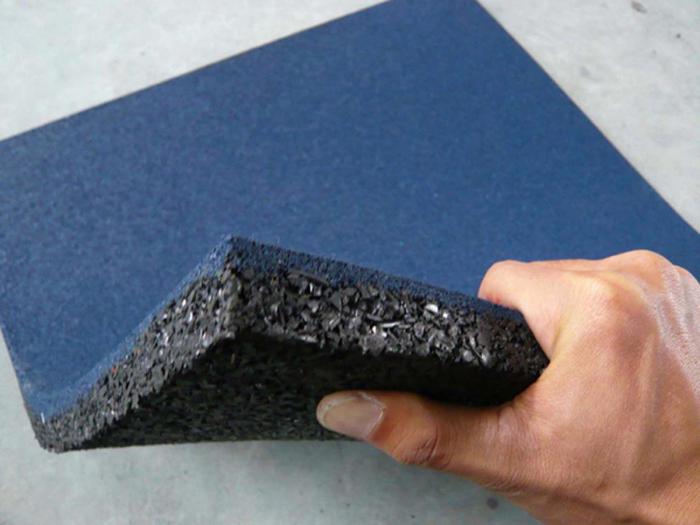
 простая. Это прямоугольная рама, выполненная из оструганных брусков или металлопрофиля. Желательно сделать ее разъемной — тогда риск повредить отливку при извлечении будет меньше. Дно делать не нужно: форму ставят на резиновый коврик, накрытый полиэтиленом. Если вырезать в подложке узор, он перенесется на поверхность плитки. Деревянную форму делать проще, и обойдется она дешевле металлической, но и ресурс у нее намного меньше. С целью его продления древесину обматывают полиэтиленом;
простая. Это прямоугольная рама, выполненная из оструганных брусков или металлопрофиля. Желательно сделать ее разъемной — тогда риск повредить отливку при извлечении будет меньше. Дно делать не нужно: форму ставят на резиновый коврик, накрытый полиэтиленом. Если вырезать в подложке узор, он перенесется на поверхность плитки. Деревянную форму делать проще, и обойдется она дешевле металлической, но и ресурс у нее намного меньше. С целью его продления древесину обматывают полиэтиленом;- фигурная. В таких формах отливают брусчатку с криволинейными очертаниями и узорами либо рельефом любой сложности. Нужен образец: готовая плитка желаемой формы или вырезанный из дерева либо вылепленный из гипса шаблон.
Порядок изготовления формы:
- из брусков сколачивают прямоугольную раму с внутренними размерами, на 2 см превосходящими габариты плитки-образца. Это опалубка. По глубине она также превосходит толщину плитки на 1 – 2 см;
- раму укладывают на покрытый полиэтиленом резиновый коврик и кладут внутрь нее по центру плитку-шаблон;
- покрывают образец смазкой;
- свободное пространство рамы заполняют материалом, из которого планируется изготовить матрицу.
Составы, пригодные для изготовления форм
Матрицу для литья плитки можно сделать из полимеров или гипса.

Разновидности форм для брусчатки
Полиэтилен
Вторичное сырье для последующего расплавления встречается на каждом шагу. Это пластиковые бутылки, корпуса зажигалок, старые канистры и т.д. Застывает пластмасса примерно за час. Иногда требуется обработка наждачной бумагой. Формы из этого материала относительно долговечны: каждой хватает на 250 отливок.
 Данный материал быстро твердеет, потому его готовят непосредственно перед заливкой. С целью продления ресурса добавляют пластификатор и цемент.
Данный материал быстро твердеет, потому его готовят непосредственно перед заливкой. С целью продления ресурса добавляют пластификатор и цемент.
Гипс повторяет все детали, даже самые мелкие, потому такая форма воспроизводит узоры любой сложности, имеющиеся на образце. Недостаток — хрупкость: форму легко повредить при извлечении модуля.
Но он не критичен, поскольку гипс дешев. В роли опалубки вместо деревянных брусков можно использовать пластиковый контейнер для пищевых продуктов.
Силикон
Формы из данного материала довольно популярны, поскольку обладают рядом достоинств:
- наиболее точно повторяют мелкие детали рельефа, потому позволяют воспроизводить плитку самой сложной конфигурации, практически один к одному;
- благодаря своей гибкости, облегчают извлечение;
- не трескаются при ударах;
- в процессе приготовления силикон не выделяет вредных веществ.

Недостаток силиконовых форм — ограниченный ресурс: качественно получается отлить в них не более 100 модулей. Готовят силикон из 3-х компонентов: основы, отвердителя и катализатора. Важно придерживаться рецептуры (указывается на упаковке) и осуществлять приготовление при правильной температуре — не ниже +20 0 С.
Составляющие смешиваются до однородного состояния. Важно проследить, чтобы в смеси не было пузырьков воздуха. При изготовлении силиконовой формы на дно деревянной опалубки укладывают толстым ровным слоем скульптурный пластилин и только потом помещают шаблон.
Толщину пластилина необходимо учесть при подборе глубины опалубки. Форму из опалубки вынимают через сутки. Излишки силикона срезают ножницами.
Полиуретан

Условия проведения работ:
- помещение хорошо проветривается;
- для индивидуальной защиты используют перчатки, очки и респиратор.
Полиуретан готовится из двух компонентов — основы и отвердителя. Важно избежать контакта с влажными поверхностями: вещество вступает в реакцию с водой. Из опалубки форму достают через 24 часа, но полную твердость она набирает только по прошествии еще двух суток.
Приготовление раствора
Ингредиенты используются следующие:

- цемент марки М500 или выше, предпочтительно белый — 1 часть. Желательно, чтобы содержание 3-кальциевого алюмината не превышало 8% (лучше до 5%);
- песок речной, просеянный, с модулем крупности 2-3 части;
- питьевая вода — 0,5 массовой доли. Дополнительной очистки жидкости не требуется;
- пластификатор — из расчета 10 мл на 1 кг цемента. При необходимости дозу можно увеличить, допускается до 1% от общей массы раствора. Наряду с покупными пластификаторами используют «народные» — белок куриных яиц, клей ПВА, моющее средство, стиральный порошок и гашеную известь;
- диспергатор: компонент, придающий плитке морозостойкость. Вносится в количестве 90 г на 1 м 2 покрытия. Это важная составляющая, поскольку брусчатку, в отличие от облицовки стен или фундамента, нельзя защитить гидрофобизатором — он быстро сотрется. Применение диспергатора позволяет поднять морозостойкость плитки до F300 (выдерживает без разрушения 300 циклов замораживания-оттаивания);
- красящее вещество (пигмент). В зависимости от желаемого цвета, добавляется в количестве от 0,5% до 10% от массы раствора. Краситель растворяется в воде в отдельной емкости, туда же вносится диспергатор.
К объемному окрашиванию прибегают только при использовании белого цемента. В остальных случаях окрашивают поверхностно: втирают краситель мастерком в еще не высохший раствор.

Рекомендуется добавлять в раствор стеклянные волокна
Цемент с песком и пластификатором соединяются до однородного состояния в бетономешалке или ведре, затем понемногу доливают воду. Консистенция считается нормальной, если раствор достаточно текуч и не растрескивается, но не соскальзывает с мастерка. Далее добавляется краситель с диспергатором.
Помимо песка, в брусчатку можно добавить щебень фракцией 3-5 мм. В этом случае цемента, песка и щебня берут по две части. Для упрочнения конечного изделия полезно добавить в раствор стеклянные или полиамидные волокна.
Залитие формы
Заполнение формы осуществляют так:
- устанавливают изделие на выровненный по строительному уровню вибростол – заводской или самодельный;
- кистью покрывают форму изнутри смазкой;
- заполняют раствором наполовину и включают вибростол. Общая продолжительность виброукладки составляет 5-10 мин:
- по прошествии половины цикла виброукладки, помещают на раствор стальную или полимерную сетку (армирование) и добавляют раствор доверху.
После этого формы убирают с вибростола на стеллаж.
Застывание
 Вода в растворе реагирует с цементом, поэтому важно минимизировать ее испарение. С этой целью заполненные формы помещают под полиэтилен, а в жару еще и поливают периодически водой.
Вода в растворе реагирует с цементом, поэтому важно минимизировать ее испарение. С этой целью заполненные формы помещают под полиэтилен, а в жару еще и поливают периодически водой.
Через двое суток отливки из форм достают, но продолжают держать под полиэтиленом и увлажняют при необходимости еще 10 дней.
Полное созревание наступает через 28 дней. Когда раствор слегка застынет, можно выдавить в плитке рисунок клеймом, изготовленным из жесткой проволоки.
Железнение
Эту операцию осуществляют с целью повысить прочность самодельной плитки. На еще влажные модули тонким слоем насыпают сухой цемент и заглаживают его полирующими движениями.
Видео по теме
Пошаговая инструкция по изготовлению брусчатки своими руками в видео:

Самодельная брусчатка при соблюдении технологии производства не уступает аналогам заводского изготовления. Примечательно, что сделать ее можно в любых условиях. Основное внимание уделяется качеству раствора: от этого зависит прочность и износостойкость плитки.
Вибропресс для производства тротуарной плитки
Эстетичность дорожек и площадок, мощенных тротуарной плиткой, бесспорна. Но цена такого покрытия, когда речь идёт о десятках квадратных метров, довольно высока. Поэтому одним из способов снизить стоимость этих работ является изготовление брусчатки своими руками. При этом качество изготовленной плитки должно обеспечивать долговечность и долгосрочную эстетичность покрытия, поэтому для изготовления этого отделочного материала применяют вибростанки и вибропрессы, уплотняющие смесь в формах и этим повышающие плотность готовых изделий.

Методы производства плитки: гиперпрессование, вибропрессование, вибролитьё
Продукция, изготовленная этими двумя методами, существенных отличий по качеству не имеет, но производство брусчатки вибропрессованием имеет более высокую производительность, так как при этом способе изделие извлекается из матрицы сразу же, не дожидаясь отверждения смеси, и форма снова готова для заполнения. Поэтому, имея потребность в нескольких сотнях квадратных метров брусчатки, целесообразнее использовать станок для производства тротуарной плитки методом вибропрессования.
Стоимость такого станка, изготовленного в промышленных условиях, в зависимости от его назначения и производительности составляет от 25 (мини-станок) до нескольких миллионов рублей, поэтому, обладая навыками производства слесарных и сварочных работ, в целях экономии вполне реально изготовить его самостоятельно.
Для сборки самодельного вибропресса рассмотрим его составные части, технологию их изготовления своими руками, а также требования, предъявляемые к готовому станку для эффективной и безопасной эксплуатации.

Составные части вибропресса
Рассмотрим конструкцию и составные части вибропрессовального мини-станка, который возможно изготовить в бытовых условиях.
В конструкцию вибропресса входят:
- Стол.
- Столешница.
- Устройство для вибрирования.
- Устройство для прессования.
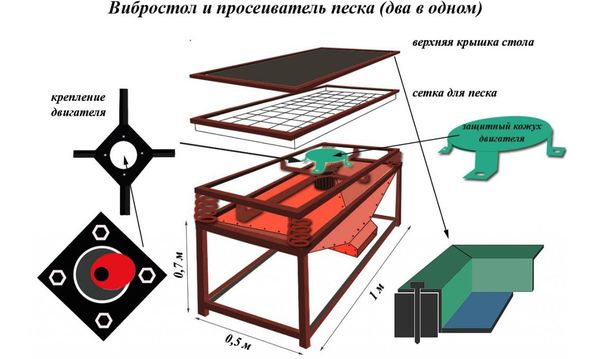
Схема вибростола и просеивателя песка
Каждая из этих частей состоит из нескольких узлов и связана с остальными деталями конструктивно и технологически. Прежде чем приступать к работе, необходимо выполнить рабочие чертежи устройства, что позволит определиться с конструкцией самодельного пресса, перечнем материалов и потребностью в них.
Рассмотрим возможность изготовления составных частей своими руками, а также целесообразность применения в ответственных местах готовых агрегатов, изготовленных в промышленных условиях. В силу нагрузок, испытываемых вибропрессом при работе, самодельный пресс-станок изготавливается из стальных заготовок, скреплённых между собой электросваркой, обеспечивающей жёсткое соединение деталей пресса и почти не реагирующей на вибрацию.
Изготовление стола вибропресса
Конструкция стола самодельного станка состоит из ножек, приваренных к раме прямоугольного формата размером 50х70 или 70х100 см. Размер рамы зависит от размера столешницы, которая, в свою очередь, зависит от размера изготавливаемой брусчатки и количества форм, одновременно подвергающихся прессованию. Высота стола (длина ножек) подбирается под исполнителя работ и может составлять от 80 до 110 см.

Вибропресс может создавать плитку от двух до десяти сантиметров толщиной
Ножки вибростанка
Для изготовления стоек самодельного пресс-станка пригодны швеллер №10, труба диаметром 80-100 мм или уголковая сталь 100х100 мм. Четыре заготовки нужной длины своими руками отрезаются болгаркой, и их срезы аккуратно торцуются.
Если вибропресс будет устанавливаться стационарно, то при разметке реза к проектной длине ножек нужно прибавить 20-25 см – глубину, на которую опоры будут забетонированы в основание. Можно не добавлять этих 20-25 см, и приварить ножки к закладным деталям, предварительно своими руками забетонированным в пол.
Если станок делают переносным, то на нижние торцы ножек наваривают прямоугольные опорные пластины из стали толщиной 3-4 мм для равномерного распределения веса агрегата на основании.
Рама вибропресса
Верхняя рамная часть стола изготавливается из двутавра №10-12, швеллера №10-12 или уголковой стали размером 100х100 мм. Заготовки своими руками нарезаются по размерам, выкладываются на горизонтальной плоскости и соединяются электросваркой.
Все сварочные швы очищаются от шлака и шлифуются болгаркой для последующего покрытия антикоррозионной краской.
Рама стола после сварки не должна иметь плоскостные отклонения.
Сборка стола
Раму располагают на горизонтальной плоскости нижней частью вверх, и по углам строго вертикально приваривают к ней ножки. Для более жёсткого соединения этих деталей между рамой и ножками приваривают вставки-косынки из листовой стали толщиной 3-4 мм в форме прямоугольного треугольника. Между ножками на середине их высоты по периметру также сваркой крепят дополнительные связи для жёсткости.

Для изготовления стола вы можете выбрать исключительно качественные материалы и крепления
Изготовление столешницы вибропресса
Столешница мини-станка для изготовления брусчатки вибропрессованием должна быть жёсткой и прочной, поэтому её каркас состоит не только из деталей периметра, но и поперечных распорок. Каркас с распорками изготавливается из уголковой стали размером 70х70 мм или швеллера №8-10. Формат каркаса должен соответствовать формату рамы стола, а габариты столешницы могут равняться размерам рамы или превышать их на 5-7 см.
Нарезанные болгаркой и отторцованные заготовки укладываются на горизонтальную поверхность и соединяются электросваркой, сварочные швы шлифуются. Все детали каркаса должны располагаться в одной плоскости. Рабочее положение каркаса – горизонтальные полки уголка или швеллера должны располагаться сверху.
По размерам каркаса из листовой стали толщиной 8-10 мм вырезается прямоугольник, который укладывается на каркас сверху и приваривается к нему снизу электросваркой. Рабочее положение столешницы на станке – стальным листом кверху.

Устройство подвижного соединения стола со столешницей
Для обеспечения вибрирования столешницы её соединение со столом не должно быть жёстким, но амплитуда колебаний должна быть ограничена. Одним из возможных конструктивных решений в данном случае является установка столешницы на прикреплённые к столу пружины.
Этот этап работы начинают с подбора шести стальных пружин приемлемой жёсткости длиной 10-12 см и диаметром 5-6 см. Затем из трубы подходящего диаметра (внутрь свободно, но без значительного зазора должна вставляться пружина) своими руками нарезают 12 кусков — «стаканов» длиной 1/3 от длины пружин.
Шесть стаканов привариваются по четырём углам и двум серединам больших сторон стола сверху, а остальные шесть — в соответствующие места столешницы снизу. Для предварительной точной разметки столешница укладывается на стол в рабочее положение, между ними по проектным местам вставляются шесть стаканов, вокруг которых мелком очерчиваются места установки.
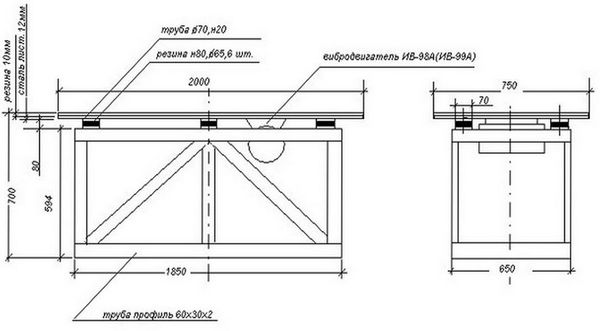
Чертеж простого вибростола для плитки
Выбор и установка электродвигателя или вибратора
Двигатель для вибрирования, учитывая одновременное воздействие на столешницу давления пресса, должен обладать достаточной мощностью. Изготовление самодельного вибропресса – процесс трудоёмкий, и выход его из строя из-за установки заведомо непригодного мотора малой мощности – эксцесс неоправданный. Поэтому при сборке самодельного мини-вибропресса целесообразно использовать имеющиеся в продаже надёжные двигатели-вибраторы промышленного производства с возможностью регулирования частоты и амплитуды колебаний, например, ВИ-99/Е.
С учётом того, что давление на форму будет оказываться в вертикальной плоскости, качественное уплотнение будет обеспечено вибрированием в горизонтальной плоскости. Для этого вибродвигатель должен быть установлен на столешнице вертикально, снизу, приблизительно в месте пересечения её диагоналей (центр тяжести). Для этого к столешнице снизу приваривается стальной кронштейн с отверстиями под крепление электромотора.
Двигатель монтируется на болтах с применением разрезных шайб (шайб Гровера), препятствующих отворачиванию гаек при вибрации.

Вибростол с электродвигателем
Особенности вибропрессования
Отличительной особенностью изготовления брусчатки методом вибропрессования является использование неэластичных полиуретановых форм, как при вибролитье, а жёстких матриц. Форма-матрица заполняется смесью требуемой влажности и устанавливается на столешницу, после чего производят её кратковременное вибрирование и прессование узлом под названием пуансон. Затем изделие из формы извлекается, и матрица вновь готова к использованию.
Изготовление прессовочного узла
В домашних условиях оборудовать самодельный вибропресс системой гидравлики технически сложно осуществимо, поэтому рассмотрим изготовление механического пуансона, приводимого в действие физическим усилием человека.
Сбоку к середине короткой стороны рамы стола приваривается кронштейн с горизонтальной осью, на которую устанавливают рычаг, изготовленный своими руками из прямоугольного стального профиля сечением 30х50 мм с приваренной на конце втулкой с отверстием под ось. На другой конец рычага приваривается поперечная рукоятка длиной 20-25 см из того же профиля. Длина рычага должна превышать длину стола на 10-15 см. К середине рычага также посредством кронштейна с осью крепится стальной стержень, направленный в сторону столешницы и имеющий на своём конце стальную пластину (пуансон), точно повторяющую конфигурацию матрицы в плане. На поперечной рукоятке рычага располагают кнопку включения-выключения вибродвигателя.
Работа вибропропресса
Смазанная маслом матрица заполняется смесью и устанавливается на столешнице таким образом, чтобы пуансон на рычаге точно совпал с формой. С помощью рычага своими руками производится прессование пуансоном смеси в матрице при одновременном кратковременном включении вибродвигателя кнопкой, после чего рычаг откидывается, и изделие извлекается из матрицы для отверждения и просушки.

Как сделать вибропресс для тротуарной плитки своими руками
Дорожки, вымощенные тротуарной плиткой имеют эстетичный вид.
Если приобретать уже готовую плитку, квадратный метр такого покрытия будет стоять довольно дорого.
Справиться с такой ситуацией можно в результате самостоятельного изготовления декоративного материала.
Для этого придется сделать вибропресс для тротуарной плитки своими руками.
Особенность и принцип эксплуатации оборудования
Вибропресс работает по принципу использования метода вибрирования. Особенность этого процесса заключается в том, что изъятие изделия из формы происходит практически сразу. Благодаря этому удается еще раз заполнить форму для производства нового изделия. Таким образом, использования данной методики повышает уровень производительности оборудования на несколько порядков.

Тротуарная плитка в ландшафтном дизайне
Если покупать готовый вибропресс, он будет стоить немало. Поэтому специалисты рекомендуют использовать самодельный вибропресс для производства тротуарной плитки. Конструкция такого оборудования состоит из таких частей:
- Рабочий стол.
- Виброустройство.
- Столешница.
- Прессустройство.
Все детали связаны и взаимозависимы между собой.
Перед тем, как приступать к изготовлению стола, необходимо разобраться с принципом его работы. Рабочий стол соединяется со столешницей посредством использования нескольких пружинных элементов. Запуск электрического мотора приводит в движение рабочий стол. Это заставляет эксцентрик вращаться с небольшим смещением. В результате центр тяжести смещается и происходит вибрация.
Производство самодельного вибропресса позволяет сэкономить немало средств и времени.
Этапы рабочего процесса
Самое важное, с чего специалисты рекомендуют приступить к рабочему процессу, это изготовить детальные чертежи будущего пресса.

Самодельный вибропресс для тротуарной плитки
Теперь, согласно чертежам, необходимо постепенно изготовить каждую часть будущего станка:
- Ножки. Для работы необходимо приобрести швеллер 10 номера и трубу от 80 до 100 мм диаметра. При помощи болгарки отрезаются 4 заготовки нужной длины. Нельзя забывать о торцовке всех краев заготовок. При изготовлении стационарного станка, к длине ножек необходимо сделать припуск на 26 мм. Это необходимо для того чтобы иметь возможность заглубить ножки вибропресса в основание. Если оборудование будет переносного типа, то на нижние края ножек необходимо приварить стояночные пластины. Благодаря этому станок будет более устойчивым. Для их изготовления используется сталь в 3 мм толщиной.
- Рама. Верхняя часть рамы выполняется из швеллера и двутавра. Все части рамы вырезаются при помощи болгарки и размещаются на ровной горизонтально расположенной поверхности. Это необходимо для того чтобы иметь возможность быстро сварить все части заготовок между собой. После завершения сварочных работ все швы тщательно зачищаются и покрываются специальной краской, обладающей антикоррозийными свойствами.
- Столешница. Эта деталь должна быть устойчивой и прочной. Для этого используются поперечные распорки. Каркас столешницы и распорки выполняются посредством использования стали уголкового типа. Рекомендуемый размер материала 70 мм. Форма и размеры каркаса столешницы должны быть аналогичны таким же параметрам рамы. В случае возникновения разницы в вышеуказанных параметрах, она не должна превышать 7 см. после нарезки заготовок болгаркой и зачистке краев их срезов, они выкладываются на ровную плоскость. После сварки всех заготовок и зачистки сварочных швов, по размеру каркаса вырезается заготовка прямоугольной формы. Для этого используется листовая сталь 8 – 10 мм толщиной. Прямоугольник укладывается на верхнюю часть каркаса и приваривается к нему.
Применение стали в качестве рабочего материала обеспечивается прочность и устойчивость вибропресса во время эксплуатации. Это необходимое условие, так как во время работы оборудование испытывает довольно сильную вибрацию.
Сборка
Изготовление вибропресса своими руками обязательно включает в себя сборку всех заготовок.

Изготовление тротуарной плитки
От того, насколько она правильно будет выполнена, зависит эффективность использования оборудования и качество изготовляемой тротуарной плитки:
- Перед началом процесса сборки поверхности всех готовых заготовок обрабатываются средством, обладающим антикоррозийными свойствами.
- Далее необходимо положить на ровной поверхности раму таким образом, чтобы столешница располагалась снизу. По 4 углам рамы привариваются готовые ножки. Дополнительное использование вставок, выполненных из листовой стали в треугольной форме, повышает устойчивость и жесткой конструкции.
- Если изготавливается неразборная конструкция, все ее детали соединяются качественным сварочным швом. Некоторые делают соединение при помощи болтов. Но так как вибропресс подвергается немалой вибрации во время своей работы, не исключена возможность того, что со временем соединения с болтами расшатаются. Это приведет к снижению жесткости и устойчивости опоры пресса.
- При изготовлении конструкции разборного типа, не обойтись без использования болтов. Во избежание их расшатывания, болты придется периодически затягивать.
- При монтаже двигателя, стоит обратить внимание на то, что он не должен соприкасаться с поверхностью земли. После завершения его установки, специалисты рекомендуют запустить вибропресс. Пробный запуск покажет насколько оборудование устойчиво, можно увидеть диапазон колебаний станка. Кроме этого при первом запуске будет возможность проконтролировать уровень жесткости крепежных пружин.
- Специалисты советуют обратить особое внимание на то, что ножки станка должны иметь одинаковую длину. В противном случае конструкция будет перекошена.
- Несмотря на то, что есть возможность изготовления пресса разборного типа, лучше отдать предпочтение стационарной модели. Для этого ножки заглубляются на 5 – 8 мм вглубь поверхности пола. Лучше, если это будет зацементированная ровная поверхность. Крепить ножки в полу можно непосредственно в сам не застывший бетон или посредством применения специальных анкеров.
Особенно внимательно нужно отнестись к выбору двигателя для станка. Главным параметром, на который следует обратить внимание, является мощность агрегата. Если планируется выпуск небольшого количества тротуарной плитки, достаточно будет остановиться на модели мотора мощностью 0, 5 – 0, 9 кВт. При более крупных объемах выпускаемой продукции, такой мощности двигателя будет недостаточно. В данном случае наиболее оптимальным вариантом будет приобретение движка большей мощности.
Если же планируется выпустить минимальное количество плитки, можно использовать мотор от стиральной машинки старого образца. Кроме того, что такой двигатель требует небольших токарных доработок, срок его эксплуатации не будет очень долгим.
Станок для производства тротуарной плитки своими руками — на видео:

Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Делаем станок для производства тротуарной плитки
Достаточно привлекательным вариантом облицовки площадок и дорожек является тротуарная плитка. Многим хозяевам хочется положить плитку во дворе своего дома, однако, это недешевое удовольствие. Выход из данной ситуации – самодельный вибропресс для тротуарной плитки. Он позволит положить тротуарную плитку у себя во дворе, не прибегая к помощи платных специалистов. Станок для производства тротуарной плитки, легко сделать своими руками, но важно все сделать правильно, чтобы получившаяся плитка могла сравниться по качеству с фирменными аналогами.
О чем эта статья
Почему вибропресс
Чем же лучше именно вибропресс для производства тротуарной плитки? Вибропрессование – это способ изготовления плитки, имеющий куда большую производительность. Дело в том, что изделие из матрицы извлекается сразу же, без задержки. Таким образом, форма для заполнения оказывается свободной и ее снова можно наполнить. Вибропресс для брусчатки значительно ускоряет производство. Так что, если тротуарная плитка должна покрывать достаточно большую площадь, станок для изготовления тротуарной плитки с технологией вибропрессования гораздо эффективнее.

Стоимость станка для производства брусчатки может доходить до нескольких миллионов рублей. Так что, использовать самодельное устройство для изготовления брусчатки гораздо рациональнее.
В состав станка для плитки входят следующие элементы:
- Столешница;
- Устройство для вибрирования;
- Стол;
- Устройство для прессования.
Все эти части связаны между собой технологически и образуют единый вибростанок по производству тротуарной плитки. Как и другие станки, данный вибропрессованный механизм нельзя создать без чертежа. Нужно выполнить все необходимые чертежи, которые обозначат конструкцию устройства. Кроме прочего, чертежи позволят вам точно определить, какое количество материала вам понадобится для работы.
Стоит рассмотреть изготовление каждого элемента пресса для тротуарной плитки в отдельности. Агрегат в процессе работы подвергается достаточно большим нагрузкам, поэтому изготавливать детали следуют из стальных заготовок, а соединять их электрической сваркой.
Как изготовить стол

Стол представляет собой ножки, приваренные к стальной раме. Рама должна быть прямоугольной. Обычно параметры рамы составляют пятьдесят сантиметров в ширину и семьдесят сантиметров в длину. Более обширные варианты предполагают семьдесят сантиметров в ширину и сто сантиметров в длину. То, насколько большой должна быть рама стола напрямую зависит от размера столешницы, размер которой, в свою очередь должен зависеть от размера брусчатки, которая будет изготавливаться на станке. Стоит учесть, что механизм может создавать плитку толщиной от двух до десяти сантиметров. Высота стола, а, следовательно, и длина ножек, может составлять от восьмидесяти до ста десяти метров.
Первым делом, для изготовления стола нужно изготовить ножки. Для этого потребуется труба диаметром восемьдесят – сто миллиметров. Потребуются четыре заготовки. Отрезаются они простой болгаркой. Все срезы ножек торцуются.
Чтобы правильно определить, какая должна быть длина ножек, нужно определиться с тем, будет ли прибор стационарным или переносным. Стационарный агрегат должен иметь ножки на двадцать – двадцать пять сантиметров длиннее стандартной длины. Это нужно для того, чтобы оставалась длина на глубину вхождения в основания. Эта часть ножек будет забетонирована.
В том случае, если вы собираетесь делать переносной агрегат, на края ножек нужно приварить маленькие пласты стали, по диаметру стоек. Толщина пластин стали должна составлять три – четыре сантиметра. Эти пластины способствуют равномерному распределению веса конструкции.
Для создания рамы потребуется уголковая сталь сто на сто миллиметров. Заготовки из стали нужно нарезать нужными размерами. Вырезанные пласты стали горизонтально укладываются и соединяются при помощи сварки. Чтобы покрыть конструкцию антикоррозийной сваркой, все швы, образованные в результате сваривания, прочищаются и шлифуются при помощи обычной болгарки. После завершений обработки, на раме не должно быть никаких отклонений от общей плоскости, так что пласты нужно устанавливать аккуратно и ровно.

Рама и ножки – это, по сути, единственные элементы стола. Когда они изготовлены, настает время собирать стол. Раму нужно положить вверх ногами и в таком положении приварить к ней ножки. Опоры должны располагаться строго вертикально. Как уже говорилось ранее, все детали станка подвергаются большой нагрузке во время работы, поэтому ножки стоит дополнительно укрепить, чтобы конструкция не сломалась. Для этого используются специальные вставки – косынки. Они изготавливаются из листовой стали, толщина которой должна составлять три – четыре миллиметра. Вставки косынки вырезаются прямоугольными треугольниками. Приваривают их между ножками и столом. Это придает конструкции дополнительную жесткость, а, соответственно, увеличивает ее надежность.
Как изготовить столешницу
Столешница, принимающая на себя значительную часть рабочей нагрузки, должна изготавливаться с упором на жесткость и прочность конструкции. Исходя из этого, каркас данного элемента нужно изготавливать не только из деталей периметра. Для каркаса также потребуются поперечные распорки. Формат каркаса столешницы, изготовленной из уголковой стали семьдесят на семьдесят миллиметров, должен полностью совпадать с форматом рамы. При этом размеры всей столешницы должны превышать размеры рамы не более чем на семь сантиметров.

Элементы заготовки нужно разложить горизонтально, после чего они скрепляются сваркой. Тут тоже придется отшлифовать и очистить все сварочные швы. Далее нужно вырезать из листовой стали толщиной восемь – десять миллиметров прямоугольник, соответствующий габаритам каркаса. Этот прямоугольник нужно положить на каркас и снизу приварить сваркой.
Как выбрать двигатель

Для такого устройства потребуется очень мощный двигатель. Если установить недостаточно мощный мотор, то станок выйдет из строя раньше, чем вы изготовите на нем свою первую партию плитки. Для того чтобы изготовить качественный станок, лучше присмотреть самые лучшие из доступных продающихся товаров. Отлично подойдет двигатель ВИ99/E. Он обладает отличной амплитудой колебания и имеет возможность регулирования частоты колебаний.
Чтобы при работе не раскручивались гайки, для крепления двигателя лучше всего использовать резаные шайбы.