
Время нагрева паяльника для полипропиленовых труб
Температура пайки полипропиленовых труб: основные этапы самостоятельной сварки + таблица значений

Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования – утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.
При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.
Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
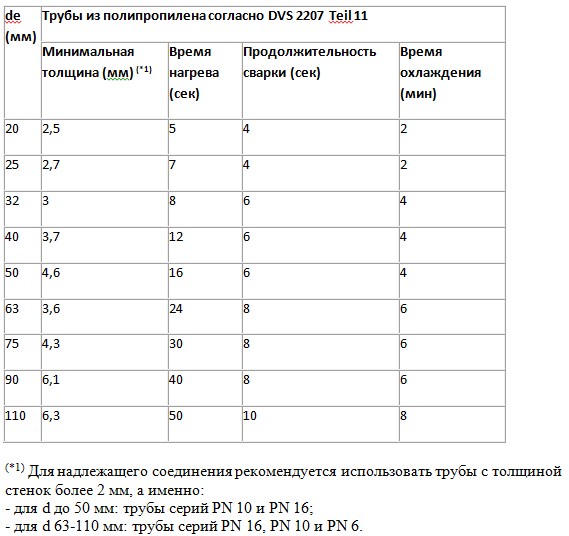
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Этап #1 – подготовка специальных инструментов
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
Как долго нужно греть паяльником полипропиленовую трубу? Какое время сварки ПП труб?
Как долго нужно греть паяльником полипропиленовую трубу?
Сколько времени надо греть ПП трубу перед склеиванием?
Сколько минут застывает и склеивается полипропилен?
**Какое время надо держать трубу до полной сварки?*

Не догреть полипропиленовую трубу так же плохо как и перегреть.
Поэтому надо чётко ориентироваться по времени прогрева.
Важно учитывать и на какую температуру выставлен паяльник.
А так же диаметр трубы и толщину стенок как трубы так и фитингов.
Из личного опыта могут добавить, армированная алюминием полипропиленовая труба после того как зачистили её шейвером прогревается по времени столько же сколько и не армированная холодная труба ПП.
Армированная стекловолокном ПП труба прогревается чуть дольше чем не армированная (холодная).
Время прогрева, и время сварки, вот таблица

Полипропиленовая труба 20 мм, время прогрева 5 секунд, время сварки 4 секунды.
25 труба (часто используется на стояках отопления) время прогрева 7 секунд, сварки 4 секунды.
32 труба (чаще используется на стояках ГВС и ХВС в домах до пяти этажей включительно) время прогрева 8 секунд, сварки 4 секунды.
Труба 40 мм, время прогрева (нагрева) 12 секунд, сварки 6 секунд.
Трубы такого диаметра чаще используются в домах выше 5 этажей, но и в пятиэтажках встречаются такие стояки ГВС и ХВС.
Конечно трубу надо «чувствовать» (то есть нужен не большой опыт пайки полипропиленовых труб) но если пользователь новичок, то советую в первое время перед глазами держать подобную таблицу (см. выше).
И обязательно после монтажа системы и установки заглушек (или кранов и смесителей) надо продавить систему водой и внимательно осмотреть места спайки.
Особенно это важно если трубы уложены в штробы.

Для начало надо бы вникнуть в сам процесс пайки полипропиленновых труб, и в частности в параметры температуры при которых плавится полипропилен. Плавится полипропиленовые трубы, равно как и соединительные элементы из ПП (далее ПолиПропилен) начинают при температуре не менее +260 градусов по Цельсию.
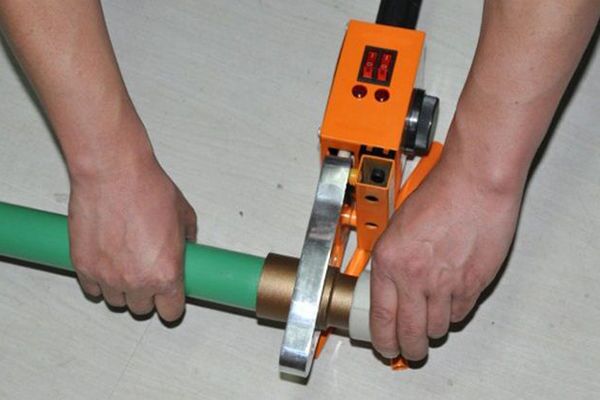
Перед начало работ требуется оснастить паяльник для полипропилена (сварочный аппарат) насадками для соответствующего диаметра соединяемых элементов. Эти насадки представляют из себя «дорн» (втулку для нагрева внутренней поверхности) и «гильзу» (для нагрева наружной поверхности)

Затянув дорн и гильзу на нагреваемой шине утюга, включаем его на температру не менее 260 градусов (некоторые аппараты имеют градацию устанавливаемой температуры 200 — 240 — 280 градусов, минуя отметку 260. В этом случае ставим на отметку между 240 и 280. Дело в том, что термореле отключит нагрев при температуре шины 260 градусов, в то время как инерционный нагрев «догонит» температуру паяльной пары, спустя несколько минут уже до 270-280 градусов.
Большинство современный паяльников имеют звуковой/световой сигнал готовности к работе. Это означает что паяльная пара (дорн/гильзы) достигла заданны заданной температуры готовой к работе.
Теперь определяемся со временем нагрева в зависимости от диаметра трубы. Есть вот такая таблица, выведенная опытным путем, и не противоречащая рекомендациям производителей полипроплиновых труб и комплектующим, в которой приведено ориентировочное время нагрева труб разного диаметра при «эталонной» температуре окружающей среды (комнатной температуре) — 20-24 градуса по Цельсию.
Полипропиленовую трубу, после полной насадки на сварочную головку (дорн или гильзу не важно), греем в зависимости от размера, следующее время —
- полипропиленовую труба на 16 миллиметров следует греть 5 секунд;
- полипропиленовую труба на 20 миллиметров следует греть 6 секунд;
- полипропиленовую труба на 25 миллиметров следует греть 7 секунд;
- полипропиленовую труба на 32 миллиметров следует греть 8 секунд;
- полипропиленовую труба на 40 миллиметров следует греть 12 секунд;
- полипропиленовую труба на 50 миллиметров следует греть 20 секунд;
- полипропиленовую труба на 63 миллиметров следует греть 30 секунд;
- полипропиленовую труба на 75 миллиметров следует греть 30 секунд;
Но это еще не все. При сварке полипропиленовых труб, есть такое понятие как «время сварки» Время сварки это тот период в течении которого нужно обязательно удерживать в неподвижном положении соединяемые элементы, и при этом не менять их положение относительно друг друга.
Время гарантированной сварки ПП-элементов опять же напрямую зависит от их диаметра, и ориентированно на следующее величины в секундах —
- для полипропиленовой трубы на 16 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 20 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 25 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 32 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 40 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 50 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 63 миллиметров врем сварки составляет 30 секунд;
- для полипропиленовой трубы на 75 миллиметров врем сварки составляет 30 секунд;
Теперь, для того что бы соединение не имело возможности деформироваться, или изменить ориентирование, и его ресурс был долгим, следует воздержаться от механического воздействия на спаиваемый узел (изгиба, вытягивания) Время выдержки после пайки называется «временем охлаждения» и должно быть не меньше —
- для труб диаметром от 16 до 25 мм. не менее 2 минут;
- для труб диаметром от 32 до 50 мм. не менее 4 минут;
- для труб диаметром 63 и 75 мм. не менее 6 минут.
Разумеется, после приобретения опыта сварных работ на полипропилене, вы научитесь опытным путем определять степень нагрева соединяемых элементов из полипропилена, и рука будет понимать как она чувствует степень нагрева трубы даже через рукоятку утюга. И что такое «буртик/валик» слоя пропилена, получающийся при правильной пайке на стыке соединяемых элементов, вот он —

Однако для домашнего мастера делающего первые шаги в этом деле, вышеприведенные данные будут очень полезны.
Таблица температуры нагрева при пайке полипропиленовых труб
 Полипропиленовые трубы – доступный материал для построения прочных и долговечных водопроводных систем. Надежность соединения труб и фитингов напрямую зависит от правильного подбора и соблюдения режимов пайки.
Полипропиленовые трубы – доступный материал для построения прочных и долговечных водопроводных систем. Надежность соединения труб и фитингов напрямую зависит от правильного подбора и соблюдения режимов пайки.
Время и температура пайки полипропиленовых труб, таблица которых необходима каждому пайщику, служат основными параметрами. Они подбираются в зависимости от диаметра трубы и глубины проварки соединения. Даже небольшое отклонение от рекомендованных значений может привести к значительному снижению прочности и долговечности швов. Способность системы выдерживать рабочее давление жидкости снизится, рано или поздно в этом месте появится протечка.
Общее влияние температуры при стыковочных работах
Принцип действия сварочного аппарата для пропиленовых труб основан на способности материала размягчаться при нагреве. Связи между молекулами полимера при повышении температуры ослабевают. Внешне плавление выражается в повышенной пластичности. Если нагреть две сопрягаемые детали, совместить их размягченные кромки и прижать друг к другу, то подвижные части молекул из поверхностных слоев двух деталей начнут проникать друг между другом.
При остывании возникнут новые связи между молекулами полимера, и две детали образуют единое целое. Прочность материала шва после застывания будет такая же, как и основного материала. Это важное преимущество данного способа перед разъемными резьбовыми соединениями. В них между двумя деталями всегда сохраняется зазор, перекрытый тем или иным уплотнителем.
Если же температурный и временной режим сварки нарушен, то такой зазор остается в паяном соединении, причем без уплотнителя. Такой стык не способен выдерживать рабочее давление в системе, через него начинает сочиться вода, со временем он может полностью разрушиться, вызывая серьезную протечку.
Температура пайки полипропиленовых труб таблица режимов.
Недостаточный прогрев кромок или поверхностей стыка приводит к непровару. Не менее вредно и перегревать полипропилен в месте пайки. Там может возникнуть внутренний валик, снижающий эффективное сечение трубопровода. В результате снизится его пропускная способность, при открытии и закрытии кранов могут возникать гидроудары, пагубно действующие на водопроводную систему и подключенное к ней оборудование.
Для большинства марок полипропилена производители рекомендуют использовать температуру 220 — 267 о С. При определении режима пайки обязательно учитываются следующие значения:
- присоединительный диаметр трубы, фитинга или элемента арматуры;
- температурный режим в здании;
- время нагрева, спайки и охлаждения.
В случае перегрева свыше 270 о С, возникает перегрев верхнего слоя и неполный прогрев внутренних слоев. При этом сверхпластичный верхний слой сдвигается, образуя сварочный валик, а внутренний слой не участвует в контакте. Толщина слоя сварки получается недостаточной, прочность соединения падает.
Как сваривать трубы вручную?
Для работы используют специальный сварочный аппарат для полипропиленовых труб. На его плоский нагревательный элемент, называемый «утюгом», крепятся парные втулки-переходники под диаметр трубы. Кромки деталей, подлежащие спайке, обрезаются ровно под 90 о , с них снимается фаска, облегчающая соединение.
Далее кромки и прилегающую к ним зону в 15-20 мм очищают от пыли, стружки и других загрязнений. Для этого используют органические растворители, такие, как спирт или трихлорэтан. При выборе растворителя нужно руководствоваться указаниями производителя.
Параметры фасок и ширину зоны зачистки выбирают, исходя из диаметра соединяемых элементов.
Параметры разделки кромок и зачистки в зависимости от диаметра.
Температуру нагрева выставляют с учетом рекомендаций изготовителя и поправок на температуру в комнате. После прогрева сварочного аппарата подготовленные кромки надевают на втулки и начинают нагревать. Рекомендуется проверять фактическую температуру электронагревателя контактным термометром или пирометром.
Снаружи на отрезки трубы или фитинг наносят продольные риски. Они позволят точно, без смещения совместить элементы. После выдержки необходимого для прогрева времени обе детали снимаются с гильз-переходников и без промедления вставляются один в другой так, чтобы риски совпали.
В этом положении дается выдержка на время сварки, детали при этом должны быть надежно зафиксированы. Происходит взаимное проникновение размягченных поверхностных слоев кромок двух деталей и образование новых молекулярных связей. По истечении времени сварки соединенные элементы должны остыть естественным путем, без опускания в воду или обдува холодным воздухом. Такое воздействие приведет к тепловым деформациям и разрыву только что установившихся связей.
После завершения сварки участка трубопровода (или всей системы) проводят испытание их под рабочим давлением жидкости. Каждый стык внимательно осматривают, если наблюдаются капли воды или испарина — стык бракуется и подлежит перепайке.
Для улучшения понимания физических явлений, происходящих при пайке, приводится временная диаграмма изменения температуры и давления прижатия деталей.
Диаграмма температуры и давления во время различных этапов сварки.
Шкала времени на диаграмме дана в нелинейном масштабе, реальное соотношение времени прижима и охлаждения можно взять из таблицы.
Нюансы выдержки нужного теплового режима
При проектировании трубопроводной системы следует стремиться к тому, чтобы стыки труб, арматурных элементов и фитингов находились в доступных местах. Габаритные размеры мест размещения стыков должны давать возможность установить сварочный аппарат и без существенного искривления труб завести их торцы на гильзы нагревателя.
Чем ближе к месту соединения удастся разместить сварочное оборудование, тем меньше успеет остыть нагретая кромка перед сваркой. Такое остывание во время транспортировки приводит к существенному снижению прочности и долговечности стыка.
Необходимо также продумать последовательность монтажа стыков. У неопытных проектировщиков нередка ситуация, при которой последний стык невозможно смонтировать, поскольку паяльник просто не помещается в оставшийся зазор. Приходится либо сильно изгибать трубы, создавая в них остаточные напряжения, либо разрезать их и добавлять еще один стык. Оба решения приводят к снижению общей надежности и долговечности системы.
Опытные пайщики сформулировали следующие рекомендации:
- сварочное оборудование должно иметь качественный термостат, обеспечивающий точное задание и стабильность поддержания температуры нагрева;
- расстояние от точки сварки до аппарата должно быть не более 1 метра;
- сваривать следует проводить при комнатной температуре;
- перед соединением нужно проверить равенство температур обеих деталей.
Выполнение этих несложных правил поможет качественно паять трубы.
Какой температуры должен быть паяльник?
Температура пайки полипропиленовых водопроводных труб зависит от сорта полимера, использованного производителем для изготовления конкретной модели.
Таблица диапазонов температур для пайки труб из различных марок полпропилена.
Паяльный аппарат имеет механический или цифровой регулятор температуры нагрева. Цифровая система регулировки позволяет выставить значение с большой точностью, кроме того, индикатор может показать текущую температуру нагревателя. Опытные мастера советуют на тестовых деталях проверять фактическую температуру нагрева контактным термометром или пирометром.
Температура в комнате, где проходит пайка, также должна учитываться при подборе рабочих режимов. Например, если она близка к нулю, то снятые с нагревателя кромки успеют значительно остыть за несколько секунд, пока их подносят друг к другу и совмещают. Так же отрицательно влияет и сильный ветер. Поправка на температуру в помещении подбирается опытным путем.
По возможности следует избегать монтажа полипропилена в уличных условиях при низкой температуре и сильном ветре.
Сколько времени нагревать?
Время нагрева стыков зависит от марки пластика, диаметра трубы, толщины ее стенок.
Время прогрева стыков в зависимости от толщины стенок трубы.
Ограничение максимального времени прогрева позволяет избежать перегрева деталей, приводящего к возникновению внутреннего валика, снижающего эффективное сечение соединения.
Самые частые ошибки
Начинающие пайщики часто допускают при пайке ПП труб такие типовые ошибки, как:
- Попытка сварить грязные кромки. Плохая зачистка и обезжиривание не позволят создать прочное и долговечное соединение.
- Неправильный учет толщины стенок. Он приводит к недостаточно глубокому прогреву и созданию стыка пониженной прочности.
- Несоблюдение временных параметров прогрева, спайки и охлаждения. Вреден как недогрев, так и перегрев. Несоблюдение времени прижатия не дает образоваться прочному и долговечному сварочному слою. Чрезмерно быстрое охлаждение стыка вызывает тепловые деформации.
- Вставляя отрезок трубы в отверстие фитинга, следует делать это не полностью, а оставляя зазор в один-два миллиметра. Он будет заполнен шовным материалом, в противном случае избыток его образует внутренний валик.
- Превышение усилия прижима также ведет к выдавливанию излишков грата внутрь трубы и снижению эффективного сечения.
- Неправильно подготовленное соединение. На то, чтобы соединить кромки, есть несколько секунд. Если они состыковались неправильно, нарушая общую геометрию трубопровода и ориентацию фитингов и арматуры, исправить ошибку не получится.
- Качество труб. Не следует экономить на материале или брать разные марки. Они могут иметь разный химический состав и разные температуры нагрева. Кажущаяся экономия обернется снижением срока службы системы и значительно большими дополнительными расходами.
Заключение
Качественная подготовка и пайка пластиковых труб, инструкция, время нагрева и температуры нагрева — это необходимые компоненты надежного и долговечного монтажа водопроводных систем из полипропилена. Строгое следование данным из таблицы при подготовке и проведении работ позволит надежно паять трубы даже начинающим домашним мастерам.
Таблица пайки полипропиленовых труб
 Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.

При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.

На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.

На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.

Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:

Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.

Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.

Температура пайки полипропиленовых труб
Прочность и долговечность различных коммуникаций из пластика зависит, насколько точно учтена температура пайки полипропиленовых труб. При сваривании изделий из полипропилена необходимо учитывать время нагрева материала, время остывания стыков. Правильное сопоставление и учет температурных и временных показателей процесса пайки технических изделий из полипропилена способствует изготовлению прочного и надежного материала. При отклонении от технологии изделие будет иметь разрывы в местах стыка и отличаться низким качеством.
Общая информация 
Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С. Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
7 ошибок пайки полипропиленовых труб с плачевными последствиями
Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.








