
Ошибки при пайке полипропиленовых труб
Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок

Возможность собирать трубопроводы самостоятельно – несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное – понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
На практике применяются две методики стыковки свариваемых деталей:
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
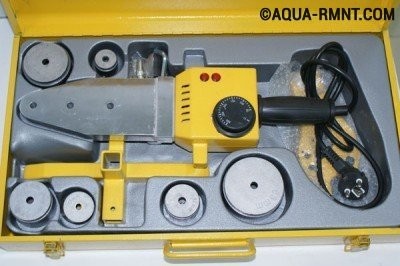
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования – промышленность.
Кроме паяльников, мастеру также потребуются:
- ножницы – труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали – разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры – включения зелёного индикатора.
Сопрягаемые детали (труба – муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.
Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:

Монтировать трубопроводы из полимеров посредством их пайки «на горячую» – удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Разбор самых популярных ошибок при сварке полипропиленовых труб

Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить — готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.

В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева. Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей.
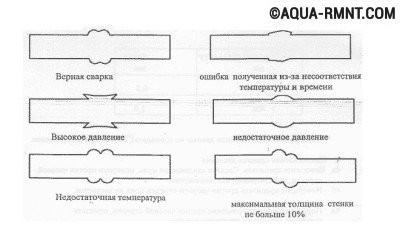
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения.
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.

Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки.
Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода.
Читайте также нашу следующую статью, в которой представлена инструкция по монтажу системы отопления с использованием полипропиленовых труб: https://aqua-rmnt.com/otoplenie/documents/montazh-otopleniya-iz-polipropilenovyx-trub.html
Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
После раскроя заготовок внутренние и внешние края среза необходимо тщательно зачистить шабером. Конечно же, при отсутствии должного инструмента можно воспользоваться и подручными средствами, например, ножовкой по металлу, однако при её использовании полипропилен будет неминуемо плавиться. На заготовках надо будет снимать фаски, а это потребует дополнительной траты времени и сил.
Напоследок хочу напомнить о том, что львиная доля дефектов появляется после сварки, проведённой на весу. Исключение составляют разве что случаи, возникающие на особо трудных, криволинейных участках магистрали, или при завершении монтажа отдельной ветки. Паяльный (сварочный) аппарат должен иметь подставку, достаточно устойчивую для того, чтобы агрегат не опрокидывался во время работы.
Ошибки при пайке полипропиленовых труб
С первого взгляда может показаться, что в сварке труб из полипропилена нет ничего особо сложного: нагреть, соединить, охладить и готово. Однако по опыту можно с уверенностью сказать, что в этом процессе существует множество нюансов, влияющих на качество скрепления фитингов и труб. Игнорирование этих фактов приводит к массе недоработок, вызывающих протекание труб, закупорку и другие проблемы. Некоторые ошибки можно обнаружить только через некоторое время после начала функционирования трубопровода, когда найти установщиков-дилетантов уже почти невозможно.
Для сваривания полипропиленовых фитингов и труб чаще всего используют технологию термической полифузии. Её смысл заключается в том, что свариваемые части нагреваются до необходимой температуры и максимально быстро соединяются. Для нагревания конструкции применяют специальный прибор, называемый в народе «паяльником». Процесс пайки труб из пластика затрачивает достаточно много времени и сил.

Некоторые изготовители нагревателей для сваривания труб из пластика устанавливают на одно оборудование сразу несколько нагревательных элементов, особенно это характерно для бюджетных моделей турецкого и китайского производства. Для каждого из них установлен отдельный тумблер, а мощности подобного оборудования хватает для фитингов и труб определенного размера. Не стоит включать сразу два нагревательных элемента вместе, чтобы не перегреть пластик, не расходовать лишнее электричество и не перегружать сеть. Второй нагреватель лучше использовать в качестве запасного, включаемого в случае поломки первого.
Если оборудование для пайки труб оснащено двумя нагревательными приборами, их можно использовать одновременно в самом начале работы, чтобы быстрее разогреть систему. Затем один из них необходимо выключить.
Разогретый материал полимерных труб сохраняет пластичность очень короткий промежуток времени. В эти мгновения необходимо соединить части и зафиксировать соединения, вместе с этим устраняя перекосы. Только по окончании момента фиксации, когда материал потерял эластичность, соединенные трубы можно положить на поверхность.
Наилучшей температурой для нагревания труб из полипропилена считается показатель, равный 260 градусам Цельсия. Во время нагрева необходимо достаточно сильно нагреть конструкцию, чтобы полученное соединение было надежным. При этом трубу противопоказано перегревать, так как она может потерять форму. Для этого нужно контролировать время нагрева. В зависимости от размера труб оно должно составлять:
- 8-9 секунд для труб шириной 20 миллиметров;
- 9-10 секунд для труб шириной 25 миллиметров;
- 10-12 секунд для труб шириной 32 миллиметра и так далее;
Если изделие не будет разогрето до необходимой температуры, соединение получится слишком слабым и со временем начнет протекать. Перегрев трубы может привести к снижению её проходимости и появлению оплывов.

Существуют модели нагревательного оборудования для сваривания полимерных труб с рукояткой для регулировки температуры или без нее. Возможность изменять степень нагрева прибора была встроена скорее из соображений маркетинга, нежели продиктована необходимостью на практике. Профессионалы рекомендуют устанавливать температуру на уровне 260 градусов Цельсия и не менять её в дальнейшем, ориентируясь по времени нагрева. Поэтому старые виды «паяльников», не имеющие регулятора температуры нагрева, также вполне подойдут для качественной сварки труб из полипропилена.
После того, как трубы нагреты и соединены, их нужно правильно остудить. Для завершения фазы скрепления потребуется столько же времени, сколько и для прогревания. Неопытные монтажеры зачастую слишком спешат, заканчивают процесс раньше необходимого на несколько секунд, что приводит к деформации соединения. Не стоит думать о том, что для работы с полипропиленовыми трубами потребуется секундомер. На начальной стадии можно считать вслух, а опытные специалисты рассчитывают время разогрева и остывания «на глаз», без дополнительных приборов.
Количество возможных ошибок, которые можно допустить при сварке труб из полипропилена, довольно большое. Однако, зачастую это:
- Наличие грязи в местах скрепления частей конструкции.
- Небольшое количество воды, попавшее в систему вовремя сварки.
- Длительное позиционирование элементов трубы.
- Использование некачественного или неподходящего материала.
- Несоблюдение инструкций по монтажу и т.д.
Избежать подобных ошибок довольно просто, если при пайке придерживаться осторожности, аккуратности и иметь достаточный опыт в данных работах.

Ошибка, связанная с водой и грязью на соединяемых изделиях
Профессиональный установщик обязательно протирает все скрепляемые детали перед началом работ, чтобы удалить загрязнения на поверхности. Следует также тщательно вымыть пол в помещении, где производится сварка, ведь трубы кладутся на пол, а на них снова может попасть грязь. При демонтаже сломанной трубы зачастую можно найти четкий след от грязи по всей длине соединения.
Остаток жидкости в трубе может стать роковым для соединения. Несколько капель во время нагревания превращаются в пар, материал деформируется и теряет надежность. Чтобы удалить жидкость из трубы, необходимо набить в неё измятый хлебный мякиш или затолкать обычную соль. После окончания работ трубу нужно тщательно промыть. Соединение, выполненное с такими недоработками, может оставаться надежным даже во время опрессовки, но спустя некоторый период времени (нередко даже целый год) течь в любом случае появится. Данная ошибка встречается при пайке стабилизированных труб, если фольга была удалена небрежно с промежуточного слоя. Даже крошечный кусочек фольги в месте скрепления отдельных частей значительно ухудшит качество монтажа.
Чистыми должны быть не только изделия, но и паяльник. Мастеру нужно своевременно удалять частички расплавленного полипропилена с нагревательных элементов оборудования, иначе они могут попасть на следующий участок конструкции.
Ошибка, связанная с неправильным позиционированием
После того, как две нагретые части конструкции были соединены, у мастера есть всего несколько мгновений, чтобы правильно расположить их относительно друг друга. Чем меньше будет затрачено времени на этот процесс, тем лучше. Если запас времени был исчерпан, деформацию нельзя будет изменить и прочность системы значительно снизится.
Неопытные монтажеры зачастую пытаются сразу удалить оплывы, которые появились во время пайки. Это нельзя делать, потому что не остывшее до конца соединение в этот период можно легко деформировать. Удалять оплывы нужно только после полного остывания соединения. А лучше всего не перегревать трубу, чтобы оплывы не появлялись.

Ошибка, связанная с неправильным выбором материала
Если для обустройства системы были выбраны бюджетные трубы из полипропилена низкого качества, даже самый качественный монтаж не сможет защитить владельцев здания от поломок. Фитинги и трубы лучше всего покупать у одной и той же известной компании, выбирать надежного поставщика и тому подобных. Помните – скупой платит дважды.
Еще одна проблема из этой категории – попытка скрепить две качественные трубы от разных производителей. Химический состав двух изделий может быть разным, поэтому такие трубы будут вести себя по-разному при нагреве. Добиться надежного соединения практически невозможно при таких условиях.
Ошибка, связанная с несоблюдением правил установки
Низкое качество пайки труб из полипропилена зачастую вызвано различными ошибками во время соединения труб и фитингов. К примеру, если трубы была введена в фитинг не полностью, между внутренним упором фитинга и ее краем может образоваться зазор. В результате появится место, где толщина стенки меньше, а внутренний диаметр больше, чем это планировалось. Расчетное давление функционирования для такого участка будет слишком низким, рабочие нагрузки могут стать здесь чрезмерными, что приведет к образованию протечки.
Недопустимо применение слишком больших усилий при введении разогретой поверхности трубы в фитинг. В таком случае внутри может образоваться оплыв больших размеров. Это приведет к снижению проходимости трубопровода, чем это было раньше, что негативно скажется на эффективности системы.

Нередко причиной нарушений может стать человеческая халатность или лень. К примеру, поврежденный в процессе сварки труб фитинг необходимо сразу заменить на новый. Если нужной детали не оказалось под рукой, монтажеры-дилетанты могут просто впаять фитинг встык с трубой. Некоторое время такое соединение продержится, но затем проблему протечки придется решать.
Полезные советы
Чтобы работы была произведена качественно и вовремя, есть смысл придерживаться следующих инструкций, которые помогут при работе:
- Трубы и соединительные детали должны быть произведены одной из той же компаний. В этом случае нельзя экономить и приобретать бюджетные фитинги и дорогие трубы или наоборот. Это очень важно, так как температура плавления у изделий может оказаться разной, что чревато для надежности готовой системы;
- Паяльник должен нагреваться до температуры 260 градусов Цельсия, при этом нельзя повышать температуру элемента для экономии времени. Пара минут времени «не сделают погоды», а вот вероятность повреждения материала увеличится;
- Соединительные элементы нужно обезжирить и тщательно отчистить от загрязнений. Даже малейшие части грязи могут нарушить качество крепления;
- Перед началом пайки и монтажа при отсутствии опыта в подобных работах лучше сперва попрактиковаться на отрезках трубы, чтобы «набить руку» и понять, сколько усилий нужно прилагать. Недостаточное или слишком большое усилие является одной из самых распространенных ошибок;
- Если вы хотите соорудить качественную систему, нельзя экономить. Не стоит приобретать дешевые материалы, инструменты и оборудование. Качественная продукция прослужит намного дольше.
- Работу по пайке нельзя осуществлять при температуре воздуха ниже +5 градусов Цельсия. В таком случае эффективность процесса ощутимо снижается, соединения становятся хрупкими и требуют большего нагрева соединительных элементов. Это опасно излишним плавлением и деформированием изделий.
Кроме организационных проблем и ошибок при проектировке конструкции трубопровода, монтаж труб из полипропилена зависит исключительно от человеческого фактора при пайке. В наших силах повлиять и на время соединения и на температуру нагрева изделий, поэтому остается быть аккуратным и внимательным.

Ошибки при пайке полипропиленовых труб

Ошибки при пайке полипропиленовых труб
Какие ошибки при пайке труб допускаются чаще всего? Что нужно учесть, прежде чем взять паяльник для сварки труб в свои руки? Какую температуру выставить, и как правильно паять трубы? Именно об этом и будет рассказано в обзоре строительного журнала samastroyka.ru .
Ошибки при пайке полипропиленовых труб
Основные ошибки при пайке, а если быть уж совсем правильным, то при сварке полипропиленовых труб, связаны вот с чем:
Неправильная температура сварки труб — многие выставляют максимальную температуру на паяльнике, из-за чего пластик сильно плавиться и тем самым можно допустить самую грубую ошибку, связанную с уменьшением входного диаметра трубы или же фитинга. Температура, которую следует выставить на паяльнике, зависит от многих факторов, например, от температуры окружающей среды. При температуре воздуха 18-20 градусов, нет необходимости выставлять паяльник для труб на максимально возможную мощность, достаточно будет выставить температуру на нем, в пределах 250-270 градусов.

При этом стоит учитывать и диаметр труб, чем он меньше, тем ниже должна быть температура паяльника. Конечно же, данный момент, можно регулировать временем нагрева трубы и фитинга, но иногда именно уменьшение температуры паяльника, позволяет избежать оплавки концов труб, с их дальнейшей деформацией.
Время пайки труб
Если не придерживаться определенного времени при пайке полипропиленовых труб, то можно расплавить их концы до такой степени, что деформации потом не избежать.

Поэтому для стандартных ситуаций, существуют следующие временные отрезки пайки труб, при температуре паяльника в 250-270 градусов:
- Диаметр трубы 20 мм (время нагрева 5 сек.);
- Диаметр трубы 25 мм (время нагрева 7 сек.);
- Диаметр трубы 32 мм (время нагрева 8 сек.);
- Диаметр трубы 40 мм (время нагрева 12 сек.);
- Диаметр трубы 50 мм (время нагрева 18 сек.);
- Диаметр трубы 63 мм (время нагрева 24 сек.);
- Диаметр трубы 75 мм (время нагрева 30 сек.);
- Диаметр трубы 90 мм (время нагрева 40 сек.);
- Диаметр трубы 110 мм (время нагрева 50 сек-1 мин).
Уточним, что время нагревания полипропиленовых труб зависит не только от их диаметра, но и от температуры, выставленной на паяльнике для труб, а также от температуры в помещении или на улице.

Плохо очищенная поверхность труб — паять грязные или мокрые трубы нельзя, поскольку они будут течь, в любом случае. Поэтому перед сваркой труб, смотрим, чтобы их поверхность была сухой и очищенной от грязи с пылью. Если вода вытекает из трубы, например, при замене водопроводных стояков, то следует хотя бы на время пайки её остановить. Сделать это можно используя кусок туалетной бумаги или салфетку, запихнув её вовнутрь трубы. После пайки, когда вода пойдет по трубам, то она размоет салфетку и та окажется в фильтре грубой очистки, без каких-либо негативных последствий для водопровода.
Как паять полипропиленовые трубы
Выше были рассмотрены основные ошибки при пайке полипропиленовых труб. Рассмотрим на конкретном примере, как правильно паять трубы:
- Подготавливаем все необходимые материалы и инструменты для пайки полипропиленовых труб: паяльник, труборез или пилу по металлу, маркер, трубы и фитинги к ним.

- Собираем паяльник, устанавливая на него необходимые насадки, и включаем его в сеть, нагреваться. Рекомендуется дождаться, пока паяльник хорошо прогреется и выключиться минимум один раз. После этого можно приступать к пайке полипропиленовых труб.
- Берём трубу и размечаем её, где, как и куда будет смотреть фитинг: отвод, тройник и т. д. Для разметки лучше всего использовать черный строительный маркер. Также делаем пометку на трубе, на какую глубину должен войти фитинг. Все это в дальнейшем поможет избежать различных ошибкой связанных с разметкой труб.
- Теперь, когда паяльник хорошо разогрет, можно паять трубы. Для этого фитинг загоняется с одной стороны паяльника, а труба с другой. С этого момента начинается отчёт (смотрите таблицу времени пайки полипропиленовых труб, выше). Как только пройдет указанное время, нужно быстро извлечь трубу и фитинг из паяльника и тут же соединить их вместе.

- При соединении трубы и фитинга, нужно сразу выровнять фитинг, чтобы он сидел ровно на трубе. Не стоит сильно вдавливать трубу в фитинг, достаточно насадить её на отмеченную ранее глубину. Если сильно вдавить трубу в фитинг, то тем самым, можно заузить внутренний диаметр, а это непоправимая ошибка при пайке полипропиленовых труб. Также во время соединения трубы и фитинга, не рекомендуется прокручивать фитинг на трубе. Простыми словами: нагрел, соединил, выровнял и удержал в таком положении, около 30 секунд.
То есть, после того, как труба и фитинг будут соединены вместе, нужно обязательно выждать хотя бы 30-40 секунд, на то, пока застынет пластик. Удачи всем в начинаниях! Оставляйте свои комментарии и не забывайте делиться статьей. Всем спасибо.
Ошибка пайки полипропилена
Добрый день,друзья.Суть проблемы следующая — при пайке фитинг садится на насадку как надо,с небольшим сопротивлением, а труба заходит очень туго. В полном смысле слова,я парень неслабый и еле насаживаю её на насадку,да и то через раз.
Далее подробности — труба valtec, армированная стекловолокном,паяльник — valtec. Размечаю трубу по инструкции — 17мм(15 мм глубина муфты + 2мм). Температуру выставляю 260 град,держу 5 секунд,после того как надел. При всех этим манипуляциях постоянно заужается канал в трубе.Торец расплавлен,это видно сразу как снял с паяльника. Хотя этот нюанс устраняется,если погружать трубу в насадку на 15мм.
Теперь что делал и не помогло: увеличивал температуру до 280 — нет эффекта.Купил новые насадки — тоже самое.Пробовал трубы фирма pro aqua армированные стекловолокном и неармированные — еще хуже.
В общем,толи лыжи не едут,толи я,хм, не догоняю)))
alibumaye написал:
Размечаю трубу по инструкции — 17мм(15 мм глубина муфты + 2мм).
А армирование при этом Вы на 2 мм срезаете спец. инструментом?
strider1978 написал:
А армирование при этом Вы на 2 мм срезаете спец. инструментом?
strider1978 , нет, не срезаю. Насколько мне известно, только трубы,армированные алюминием,нужно зачищать. Да и с неармированной трубой история такая же.
Труба вставляется в нагретую насадку с трудом у всех (если только она не левая). Но это не значит, что ее надо вдавливать что есть силы. Она входит по мере нагрева. Поэтому я сначала вставляю ее и чуть позже (1-2 сек) — надеваю на насадку фитинг. Время паузы подбираю так, чтоб они вошли-наделись одновременно. При соединении трубы и фитинга тоже не надо сильно их давить и крутить.
POMOR , а отсчет начинаешь тогда,когда труба нагрелась? ведь,получается,конец трубы нагревается дольше всего,а место,грубо говоря «где риска» нагревается меньше всех.
А как размечаешь трубу 20ю, на сколько заводишь в насадку? Может в моем случае 17мм это много и конец плавится не от времени нагрева,а просто потому что уже упирается торцом в насадку?
alibumaye написал:
Насколько мне известно, только трубы,армированные алюминием,нужно зачищать.
У меня подрезалка одновременно торцует, снимает фаски и зачищает армирование. Внутрь фитинга при пайке никогда ничего не попадает.
alibumaye написал:
POMOR , а отсчет начинаешь тогда,когда труба нагрелась? ведь,получается,конец трубы нагревается дольше всего,а место,грубо говоря «где риска» нагревается меньше всех.
А как размечаешь трубу 20ю, на сколько заводишь в насадку? Может в моем случае 17мм это много и конец плавится не от времени нагрева,а просто потому что уже упирается торцом в насадку?
alibumaye , когда полностью насадил фитинг и вставил трубу начинаю отсчет. Лучше не вставить до конца 1-2 мм, чем протолкнуть дальше и получить заужение. На днях «мастер» от ТСЖ менял стояк на полипропилен. Говорит, несколько лет этим занимается. Это ужас. Ни одного прямого соединения, все криво, где-то вставил много, где-то не до конца. Ни одной одинаковой пайки. От паяльника шел дымище. Одно успокаивает — полипропилен прощает многие ошибки.
POMOR , спасибо,прояснил ситуацию. На мастера из ТСЖ не хочу быть похожим,хочу разбираться)
Наверное еще не стоит доверять терморегулятору на паяльнике,а контролировать температуру насадки термопарой
alibumaye написал:
Наверное еще не стоит доверять терморегулятору на паяльнике,а контролировать температуру насадки термопарой
Лучше поэкспериментировать с разной температурой (испортить десяток, другой уголков — они дешевые. )
alibumaye написал:
А как размечаешь трубу 20ю, на сколько заводишь в насадку? Может в моем случае 17мм это много
Размечаю на 15 мм.
Лучше сорок раз по разу, чем ни разу сорок раз. )))
Тоже размечаю на 15. У каждого производителя качество полипропилена своё. Всегда заказывал из интернет-магазина трубы и фитинги «калде». А тут недавно клиент сам купил из Леруа. Вообще атас. Леруановские эти 15 мм «проходили» за пару секунд, при том , что «калдевские» 5-6 секунд. Приходилось на паяльник сначала насаживать «К», а потом «Л», чтобы не было наплывов.
sergei3k , Ну тогда просвети новичка,у меня тут дилемма.Глубина насадки 20й ровно 15мм,тютелька в тютельку.Получается больше чем 14мм трубы не нагреть,иначе заплавится конец.Глубина фитинга 15 мм,тоже ровно.Получается труба в фитинг вставляется не до упора.И че делать?
Ну,я могу и на 15мм разметить трубу,просто риску не утапливать особо,тут не суть.
alibumaye написал:
Получается труба в фитинг вставляется не до упора.
Не получается, расплавленному пропилену тоже куда-то нужно деваться.
За 5-6 секунд (по инструкции к паяльнику) труба (фитинг) входят в паяльник до упора (по 15 мм риску). Далее соединяю. Об 1 мм при этом мыслей нет.
По инструкции к паяльнику вроде надо начинать отсчет после установки трубы и фитинга до упора. Или не у каждого паяльника так?
Получается,что нельзя вставить трубу в фитинг до упора и не заузить канал.или одно или другое.
Если вставить трубу в насадку до упора 15мм,то,перед состыковкой будет видно,что торец уже оплавлен.
Особенно хорошо это видно на армированной стекловолокном трубе. Красного цвета армирующие слой в торце заплывает и смазывается.
alibumaye — вы сделали все правильно, без ошибок. Проблема в данном случае не в вас.
У каждого производителя полипропиленовых систем свой поставщик сырья. Если раструб фитинга прогревается, а труба нет — это признак того, что труба и фитинг сделаны из разного сырья (имеющего соответственно разные параметры). Это может указывать на то, что свариваемые детали, хотя они и под одним брендом, могли быть получены от разных производителей, либо напротив, не была выдержана технология производства. Но в любом случае это не есть хорошо.
В0д0пр0в0дчик написал:
Лучше поэкспериментировать с разной температурой (испортить десяток, другой уголков — они дешевые. )
Извините — не верный совет. Если перегревать детали, материал «стеклуется», теряя способность к связыванию. Если недогреть — количество молекулярных связей в соединении очень сильно сократится. Соединение, как и в случае с перегревом будет ненадежно. Номинальная температура сваривания полипропилена 260 +-10 градусов Цельсия.
sergei3k написал:
За 5-6 секунд (по инструкции к паяльнику) труба (фитинг) входят в паяльник до упора (по 15 мм риску). Далее соединяю. Об 1 мм при этом мыслей нет.
Будет даже правильнее, если на 1 мм до этих самых 15 недовставите трубу и фитинг в насадку. Тогда точно не получите заужение в месте сварки.
POMOR написал:
По инструкции к паяльнику вроде надо начинать отсчет после установки трубы и фитинга до упора. Или не у каждого паяльника так?
По сути Вы правы, однако следует все-таки более ориентироваться на инструкции производителей полипропилена. Изготовители сварочных аппаратов дают только общие, универсальные рекомендации. Производитель гаечного ключа ведь не может в своей инструкции указать, с каким моментом затягивать головку блока цилиндров на «Запорожце» и на «Мерседесе»? В данном случае следует смотреть рекомендации по каждому автомобилю.
alibumaye написал:
Красного цвета армирующие слой в торце заплывает и смазывается.
Качественный полипропилен не будет дымиться, не будет течь, даже если его перегреть. Не будет он и выделять запах.
А то, что слой красный — еще не означает, что он армированный. Его просто покрасили в красный цвет, чтобы вы заметили и купили. 
Инструкция: пайка полипропиленовых труб своими руками. Пайка полипропиленовых труб: ошибки, рекомендации
Полипропиленовые (ПП) трубы прочно входят в обиход каждого жилья. Их универсальность дает возможность прокладывать системы водоснабжения не только в домах, квартирах, но и на дачных участках.
Использование таких элементов для системы отопления — тоже одно из самых популярных направлений. Для того чтобы работы были выполнены качественно, следует изучить правила и секреты пайки полипропиленовых труб. А начать стоит с изучения характеристик и особенностей материала.
Виды ПП изделий
Существует несколько вариантов исполнения. Отличить их можно по маркировке, нанесенной вдоль длины изделия:
- PN-10. Применяется для систем со слабым напором не выше 1 МПа и температурой, не превышающей 45°С. Как вариант, устройство водяного теплого пола.
- PN-16. Давление в такой системе не должно быть выше 1,6 МПа, а температура не более 65°С. Применяют для подвода холодной воды.
- PN-20. Один из самых популярных видов. Используется для подводки горячей и холодной воды. Давление в такой системе может быть до 2 МПа, температура допускается до 80°С.
- PN-25. Применяется в системах отопления. Давление в системе до 2,5 МПа, температура до 95°С.
Для частного использования применяются трубы диаметром от 16 до 110 мм.
Сложно ли производится пайка полипропиленовых труб своими руками? Инструкция по работе должна соблюдаться в точности, а в остальном процесс не сложный. Для труб существует целый перечень фитингов, который тоже следует изучить.
Преимущества и недостатки ПП изделий
Такие системы обладают приличным списком достоинств:
- Долговечность материала. Срок службы до 50 лет. Достигается за счет отсутствия коррозийных процессов.
- Экологичность. Качественный материал – гарантия безопасности для здоровья человека.
- Возможность прятать в короба под плитку. Достигается за счет долговечности и герметичности системы.
- Эстетичность. Даже на открытом пространстве трубы смотрятся аккуратно.
- Практически не образуется налет внутри системы. Достигается за счет гладкой внутренней поверхности.
- Легкость конструкции.
- Простота монтажных работ.
- Универсальность за счет большого количества соединительных элементов.
- Не проводят ток.
- Из такого материала система получается менее шумная.
- Не подвергается промерзанию. Имеет неплохой коэффициент эластичности.
К недостаткам можно отнести то, что попадется некачественный материал.
Разновидности пайки
Существует два вида соединения — встык и в раструб. Соединение по первому варианту при больших давлениях в системе может не выдержать. Поэтому самым популярным и простым способом является соединение в раструб с использованием фитингов и специального сварочного аппарата. Как показывает его инструкция, пайка полипропиленовых труб должна выполняться с точным соблюдением технологии.
Виды фитингов и их особенности
Данные системы имеют большой перечень соединительных деталей, что позволяет максимально эффективно делать разводку:
- Угловые 45° и 90°. С их помощью можно разворачивать систему от 45° до 135°. Могут быть с резьбой и без нее.
- Переходники двойные, тройные, на четыре направления. В этих вариантах также присутствуют варианты с резьбой.
- Обводы. Позволяют при пайке системы обходить места пересечения труб.
- Компенсаторы. Имеют вид петли. Их устанавливают для стабилизации давления в системе. Это значительно продлевает срок службы трубопровода. Можно собрать вручную с помощью фитингов, но дешевле купить готовый вариант.
- Краны и вентили. Запорные элементы, используемые при эксплуатации трубопровода.
- Заглушки. При ремонтных работах, например, ванной комнаты, часть труб глушат до окончания облицовки плиткой. Это помогает избежать засора до начала монтажа сантехнического оборудования и течи воды.
- Крепежные элементы. Позволяют фиксировать трубы к поверхностям.
Подбор труб и фитингов к ним
В первую очередь следует прочертить схему подключения для правильного просчета материала.
Инструкция по пайке полипропиленовых труб говорит о том, что фитинги подбираются с учетом требуемых параметров и должны совпадать с наружным диаметром труб.
Инструмент для работы
Потребуется следующий перечень:
- сварочный аппарат для полипропиленовых труб с насадками;
- рулетка;
- маркер;
- специальный резак;
- подставка под оборудование;
- переноска или удлинитель;
- перчатки защитные;
- инструкция.
Пайка полипропиленовых труб должна происходит после ознакомления с технической документацией к оборудованию.
Сварочный аппарат для ПП изделий
Как правило, такое оборудование продается в отдельном чемодане. В комплект входит:
- Резак для ПП материала. Иногда приходится покупать отдельно этот инструмент, потому что в комплекте может находиться некачественный.
- Насадки для разного диаметра труб.
- Сам сварочный аппарат.
- Ключи для установки насадок.
- Инструкция. Пайка полипропиленовых труб, а также уход за оборудованием должен происходить согласной этой технической документации.
Инструкция — подготовка к работе
Для сварки системы температура окружающей среды должна быть не ниже пяти градусов.
Трубы, фитинги расположить так, чтобы они не мешались при проведении работ, но при этом должны быть в легком и быстром допуске. Вытащить резак положить рядом с материалом.
Сварочный аппарат достать из упаковки. Подобрать требуемые насадки. Одна должна быть дорн, вторая гильза. Первая используется для прогрева внутренней стороны фитинга, вторая – для внешней стороны трубы. Установить на оборудование и зафиксировать. Аппарат поставить на подставку. Подключить к сети, выставить требуемый температурный режим (обычно выставляется 260°С), включить. Проследить, чтобы сварочная поверхность ни с чем не соприкасалась.
Как указывает инструкция, пайка полипропиленовых труб должна осуществляться только после полного нагрева аппарата. Для этого на оборудовании сделаны кнопки с подсветкой и при полном прогревании индикатор гаснет.
Инструкции и советы по пайке полипропиленовых труб
Пайка труб имеет несколько этапов, которые позволяют добиться идеального результата:
- Отрезать нужной длины трубу. Срез делать ровный, нескошенный. Для этого используется резак. Он должен быть острым, лезвия не должны болтаться.
- Зачистить края от заусенцев и пластиковой крошки. Обезжирить поверхность. Если внутри вода — протереть тряпочкой. В любом случае и фитинг, и труба на срезе должны быть чистыми и сухими. Если будет использоваться деталь, армированная фольгой, следует снять верхний слой. Иначе пайку невозможно будет осуществить.
- Примерить элементы. Сделать отметку на трубе для ровного соединения с фитингом. В принципе, это необязательная процедура. Зависит от опыта сварщика.
- Когда происходит пайка полипропиленовых труб, инструкция должна быть уже изучена, в том числе раздел техники безопасности при работах.
Процесс сварки сподручнее будет делать вдвоем, но можно и одному.
Одев до упора, стоит выждать время согласно инструкции. В ней будет обязательно размещена таблица с точными данными. Одновременно снять оба элемента и вставить друг в друга вкручивающим с нажимом движением, опять выждать время согласно инструкции. На стыке должен образоваться наплыв. Он обеспечит герметичное соединение.
Бывают очень сложные переходы и соединения. Такие лучше паять частями.
Как видно, процесс несложный – пайка полипропиленовых труб. Инструкция, как паять, должна быть под рукой. Она даст полную информацию по времени прогревания трубы и спаивания.
Обратите внимание
Следует придерживаться техники безопасности при работе. Избегать соприкосновения с нагретыми элементами во время сварки. После работы следует отключить и дать остыть оборудованию прежде, чем его убирать.
Основные ошибки при сварке, пайке полипропиленовых труб
И вот система готова. Делается опрессовка, и в стыках течь. Вроде, все делалось по технологии, а такая неприятность вышла. В чем могут быть проблемы:
- Трубы не были достаточно прогреты. В результате шов получился негерметичным.
- Слабое стыкование. При соединении трубы и фитинга не состоялось плотное стыкование. Работы должны выполняться с напором и вставляться до упора.
- Не зачищены от заусенцев края. В результате может образоваться зазор.
- Фитинг или конец трубы были мокрые. Вода не даст полного прилегания.
- Труба и фитинг от разных производителей. Тоже может возникнуть неплотное спаивание из-за различия химических составляющих.
А может получиться обратный эффект – вода не идет по трубам.








