
Как почистить паяльник для полипропиленовых труб?
При разогреве ПП трубы сильно мажется насадка. В чем может быть проблема?
Первый опыт.
Паяльник — Кандан (новый), Труба — 25, какая-то турецкая кипельно белая, гладкая, с красной полосой. После разогрева расплавленный пластик остается на стенках насадки тонким слоем практически по всей площади. При этом парная насадка для разогрева фитинга остается чистой, ничего не прилипает (фитинги обишные). Время разогрева и температура — согласно мануалу.
Обезжиривание всех поверхностей проводил.
Что может быть?
Насадка фуфло? Или труба? Или руки кривые?
Или Вы передерживаете деталь,или что более вероятно-бракованная насадка,нет там слоя тефлона(а должен быть).Такое происходит на старых насадках.комплект новых насадок стоит 250 руб.Много варю-часто меняю эти насадки-и все нормально с любым паяльником и трубами.
Может случалось такое видеть. Варил тем же самым 32 диаметр. Насадки штатные. Фитинг входит в разогретый паяльник как надо (туго).
Труба (Pilsa PN20 стекло) очень легко, почти не прилагая усилий. Сваренный стык получается нормальный, с круглым «кантиком». Может так и надо?
Скорее насадка плохая. Она ведь комплектная? А в комплекте обычно самые дешёвые насадки. С тефлоном продают отдельно, за «отдельную»-же цену. Да и те бывают только по названию «с тефлоновым покрытием», а на самом деле краска под тефлонове покрытие. На рынке один мужичёк к продавану с претензией обратился — «А чего это ты мне впарил уважаемый? Мне сказали что это покрытие вовсе не тефлоновое, а вовсе даже. «лакокрасочное». Вобщем шум поднял, продавану ничего не оставалось как вернуть деньги.
Возможно и перегрев, температуру бы паяльника проверить по точнее, каким нибудь прибором, хоть обычным радиолюбительским тестером с термопарой. Или попробуйте просто немного «убрать» регулятором.
Мазаться насадка может, для этого и существует в арсенале небольшая тряпочка (ветошь) которой этот лишний пластик надо стирать.
Но, мазаться должно не так, как Вы описываете:»равномерным тонким слоем», здесь явно какая-то проблема.
Я работаю с комплектными насадками, покрытие есть, похожее на тефальную сковородку. Мажеться конечно немного при разогреве, обычно с какого нибудь края насадки. Год примерно работаю (если плотно дни считать) пока насадки целые, без повреждений.
Насадки с тефлоновым покрытием вообще пачкаться не должы. Даже по превышении температуры. Он-же тефлон.
попробуй не обезжиривать )
)
Насадки дерьмо.
Берем тефлон и с тем же паяльником и те ми же трубами/фитингами мазаться перестает.
P.S. Ну и за временем следить надо. Меньше греем, меньше мазаться будут.
+1000.Хорошие насадки,меньше заморачивайся(главное,чтобы на расплав ничего постороннего не попало) и всё получится.
Спасибо всем! К выходным прикуплю новый комплект насадок.
Кстати, паяльник новый (Candan-CM-03), насадки комплектные, но покрытие скорее похоже на сковородочное, чем идентичное. Следует отметить, что на данном паяльнике изначально была сдвинута неподвижная риска-ориентир — аккурат на 180 гр. Пришлось выставлять по термопаре. Температура гуляет -20 +5 градусов.
А посоветуйте какой сварочник для ПП лучше приобрести для использования дом-дача? Не нашел дискуссий на эту тематику.
alpa написал :
Не нашел дискуссий на эту тематику.
Интересно а как Вы искали?
При наборе в поиске форума слов «сварочный аппарат для ППР» сразу всплывает десяток ссылок на интересующую Вас тему:
» >
Для использования дом-дача, а так же благоустроенная квартира, рекомендую приобрести аппарат для раструбной сварки Dytron Set SP-4a 650W TraceWeld MINI blue, сам такой собираюсь купить.
alpa написал :
посоветуйте какой сварочник для ПП лучше приобрести для использования дом-дача? Не нашел дискуссий на эту тематику
Есть темы: » >
» >
Сам сейчас выбираю сварочник, назрел вопрос покупки сварочника, полипропиленовых труб и фитингов.
Присматриваюсь к сварочникам: » > Не знаю- что выбрать . так, сказать- для дома, для семьи.
Юрий-Электр Любой,киловатта на полтора.
Странный выбор по кВтам.до 40 трубы достаточно 600 Вт.2 спираль идет как запасная.Тоже стал прилипать РР к насадкам чешские в розницу стоят 400-500 руб.Взял паяльник БлюОушен за 3тыр.В комплекте очень хорошие насадки с японским тефлоном и отличные ножницы- думал как всегда отдельно покупать.чумадан тоже компактный.Стержень для горячей замены насадок идет в комплекте о_О.Короче качественный китай.
exputer написал :
Первый опыт.
Паяльник — Кандан (новый), Труба — 25, какая-то турецкая кипельно белая, гладкая, с красной полосой. После разогрева расплавленный пластик остается на стенках насадки тонким слоем практически по всей площади. При этом парная насадка для разогрева фитинга остается чистой, ничего не прилипает (фитинги обишные). Время разогрева и температура — согласно мануалу.
Обезжиривание всех поверхностей проводил.
Что может быть?
Насадка фуфло? Или труба? Или руки кривые?
. По началу это тоже «парило». Покупал насадки от именитых производителей — эффект тот же. После 5-6 паек тоже начинают засираться. Сначала протирал хлопковой тряпкой. Потом забил на это. Дымит правда — ну и хрен сним. Влияние нагара на качество вроде не влияет. Кстати насадка для трубы засирается в два раза больше чем насадка для фитинга. Но еще раз повторюсь, и хрен бы сним.
Была аналогичная проблема, ролики выше и прочее не помогло.
Причина налипания полипропилена на паяльнике в том, что ручной термостат(регулятор температуры) не точный и выставленная температура не соответствовала для данного полипропилена вместо 260 в моём случае надо выставлять 230-240 , тогда насадка будет идеально чиста. Причём это важно не только для чистоты, а и показатель того, что не перегревается, т.е. меньше вероятность заузить отверстие и крепче соединение.
Если на паяльнике крутилки нет, т.к. термостат сам точно держит температуру, как машина автомат, то тогда наверно в случае перегрева можно попробовать другие трубы(производитель выпустил под свои) или ремонтировать паяльник.
Как некоторые пишут, что один производитель лучше или хуже, если температура плавления выше — это очередная чушь.
Паяльник самый дешёвый из Леруа. Если налипло можно бумагой или тряпкой вытирать не царапая.
7 ошибок пайки полипропиленовых труб с плачевными последствиями
Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Как правильно спаять отопление и водопровод из полипропилена

Цена труб и фитингов из полипропилена (сокращенно – ППР) заметно ниже, чем других полимеров – металлопластика, сшитого полиэтилена. Но можно сэкономить дважды — купить недорогой паяльник и спаять водопровод либо отопление из PPR своими руками.
Суть проблемы: в интернете опубликовано множество инструкций и видео по соединению трубопроводов в отрыве от реальных условий монтажа. Домовладелец учится правильно сваривать фасонные элементы на столе, но не знает тонкостей прокладки и стыковки готовых участков. Предлагаем изменить подход — пайка полипропиленовых труб и монтажные работы должны осваиваться одновременно.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.

Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
- Нарисуйте водопроводную и отопительную схему, перенесите проекции магистралей на стены помещений.
- Подготовьте необходимые инструменты и приспособления. Профессиональный сварочный аппарат (он же паяльник или «утюг») с набором насадок лучше взять в аренду, а не покупать.
- Нарежьте заготовки и сварите участки системы в удобных условиях – на столе.
- Готовые участки закрепите по месту и соедините между собой. Подключите сантехнические и обогревательные приборы.
Примечание. Составление схемы и разметка трасс на стенах позволит вам четко выбрать комплектующие – тройники, отводы, муфты и определить количество труб для закупки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.
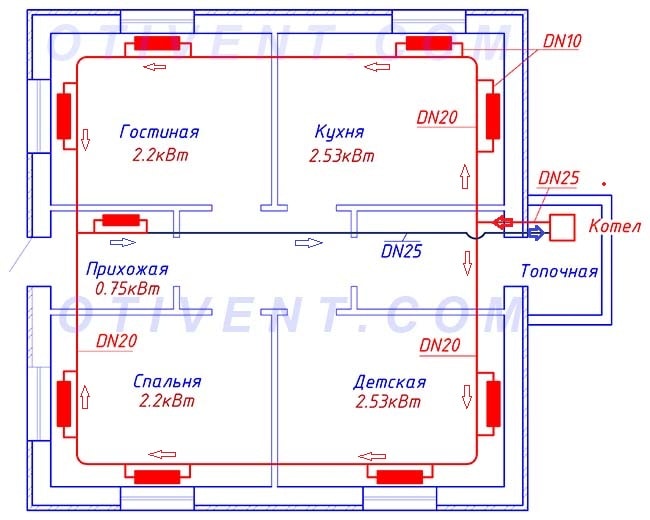 Пример однотрубной системы отопления одноэтажного дома
Пример однотрубной системы отопления одноэтажного дома
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
Важный нюанс. Грязевики должны ставиться в правильном положении – горизонтально, «носиком» вниз. Под установку водяных фильтров выбирайте подходящие прямые участки.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.
 Разметка на стене помогает увидеть реальные контуры будущей системы
Разметка на стене помогает увидеть реальные контуры будущей системы
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.
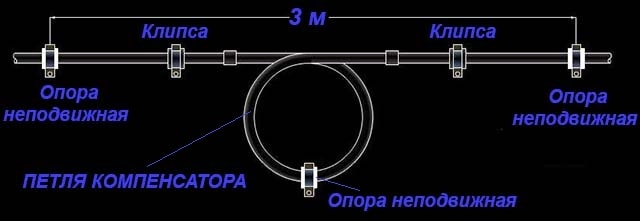
Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.
 Разновидности сварочных аппаратов и тефлоновых насадок
Разновидности сварочных аппаратов и тефлоновых насадок
Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:
- секундомер;
- ножницы для резки – обязательно, ножовки и болгарки не годятся;
- шейвер – устройство торцевания труб, армированных алюминием;
- средства измерения – рулетка, угольник, линейка;
- маркер либо простой карандаш;
- обезжиривающий состав – уайт-спирит, бензин «калоша», нефрас, спирт (ацетон не годится);
- ветошь;
- перчатки защитные.

Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.

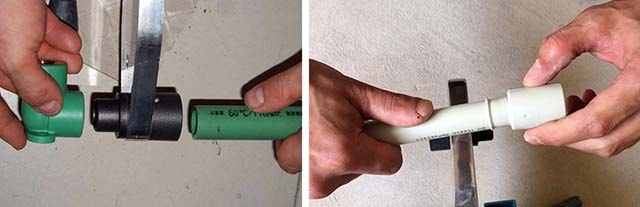
Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.
Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.

- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.

- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.

- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.
- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.
Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.

Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.
 Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).

- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.

- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.
 Примеры готовых частей водопровода
Примеры готовых частей водопровода
Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
Как паять полипропиленовые трубы: описание процесса и рекомендации, полезное видео
Канализационны, водопроводные, в том числе и отопительные системы нередко создаются из полипропиленовых труб. Они позволяют смонтировать герметичные и долговечные коммуникации, не уступающие и даже превосходящие стальные сети.
Достичь результата возможно только, если заранее научиться правильно варить полипропиленовую трубу. Навык пригодится при строительстве и ремонте квартир в многоэтажных домах, особняках, коттеджах и даже на дачах.
Приобрести его не сложно, но необходимо обязательно познакомиться со всеми нюансами.
Как правильно паять полипропиленовые трубы
Полипропиленовый материал обладает выраженными термопластичными свойствами. Потому изделия из ПП становятся пластичными при нагреве. Во время повышения температуры их структура размягчается. В таком состоянии полипропилен напоминает пластилин.
 Пайка
Пайка
Подогрев и остывание материала позволяет получить надежный стык. Соединение выполняется быстро. При медленном его исполнении качество соединения ухудшается.
Пайка полипропиленовой трубы — полифузная сварка. Поэтому проводится при использовании специального паяльника. Инструмент позволяет быстро нагреть материал до нужной температуры. Обычно ее значение составляет от 300 до 320°C. Однако полипропилен начинает плавиться уже при 149°C.
Трубы ПП не рекомендуется нагревать сверх допустимых норм и воздействовать на них перегретым инструментом. В результате таких действий материал потеряет свои свойства и изделия легко согнутся.
Описание технологии сварки
На практике используют два метода для соединения трубчатых изделий из полипропилена: муфтовый и стыковой способ.
Принцип технологии пайки полипропиленовых труб отличается простотой, потому что позволяет с минимальными навыками выполнить качественную сварку. Исполнителю потребуется затратить немного сил и средств для достижения результата.
Новички чаще используют муфтовый способ соединения, требующий меньше сноровки. Он основан на применении фасонных деталей. Это прямолинейный отрезок трубы или муфта.
 Муфтовая пайка
Муфтовая пайка
Соединительные элементы отличаются большим диаметром, чем основной трубопровод. В них с двух сторон вставляются прямолинейные элементы коммуникаций на определенную глубину в зависимости от диаметра.
В домашних условиях применяется именно этот вариант стыковки. С его помощью соединяются трубопроводы диаметром до 63 мм.
Принцип муфтового метода заключается в плавлении части наружной поверхности заготовки. Кроме того, внутренней области соединительной детали. После нагрева два элемента плотно соединяются.
Стыковой способ — прямой вариант соединения деталей систем. Он реализуется тоже за счет расплавления ПП элементов, но только в этом случае нагреваются торцы одинакового большого диаметра. Этот метод не предполагает использование фитингов.
Во время сварки полипропиленовых труб большого диаметра не допускаются отклонения от оси соединяемых элементов. Даже небольшой сдвиг приводит к уменьшению внутреннего сечения системы на этом участке.
 Стыковая сварка
Стыковая сварка
Это становится причиной замедления движения жидкости в коммуникации. Для точной стыковки деталей кроме нагревательного инструмента дополнительно применяется система центровки.
Аппараты для сварки
Конструктивно все аппараты для раструбной сварки полипропиленовых труб похожи на электрические утюги. В устройствах имеются нагревательные элементы и сменные насадки разного диаметра. Такой инструмент принято называть утюгом для сварки.
 Паяльник типа “утюг”
Паяльник типа “утюг”
Для торцевой стыковки используются более сложные сварочные аппараты. Оборудование для прямого соединения применяется на промышленных объектах.
 Аппарат для стыковой сварки
Аппарат для стыковой сварки
При работе с любым видом нагревательного инструмента необходимо использовать перчатки из плотной материи.
Процесс сварки
Чтобы уменьшить вероятность ошибки, все операции необходимо проводить аккуратно, точно и исключительно последовательно.
Пайка полипропиленовых труб инструкция:
- В помещении обеспечивается или проверяется эффективная работа вентиляции, так как во время пайки полимерных материалов выделяются токсичные вещества. Поэтому необходимо создать эффективную циркуляцию воздуха, чтобы защитить организм от высокой концентрации вредных элементов.
- Края нарезанных заготовок обрабатываются с помощью торцевателя или специального инструмента для снятия фаски, чтобы упростить процесс соединения деталей.
- Проводится очистка от пыли и обезжиривание соединяемых поверхностей при использовании уайт-спирита, который обязан полностью высохнуть естественным путем. Не допускается наличие капель воды, потому что при повышении температуры образуется пар, который станет причиной появления пор в материале. Они ухудшат качество стыка.
- На паяльнике устанавливается рекомендуемая температура пайки и включается прибор. Разогрев выполняется до +260°C независимо от диаметра. Изменяется только период нагрева.
- После загорания лампочки зеленого цвета начинается сварка путем установки прямого участка на насадку-гильзу, а фитингового элемента — на дорн. Это позволяет одновременно нагреть две детали до требуемой температуры.
- Разогрева выполняется в течение указанного времени пайки полипропиленовых труб, указанного в таблице. После этого прямолинейный и фасонный элемент снимаются с прибора и быстро соединяются между собой.
 Нагрев элементов
Нагрев элементов  Соединение и фиксация
Соединение и фиксация
Необходимо неподвижно удерживать стыкуемые детали без прокручивания пока не произойдет остывание материала. Разрешается корректировать их соосность в течение 1-2 секунд. Другие движения приведут к нарушению молекулярных связей, что нередко становится причиной появления протечек во время эксплуатации систем.
Перед выполнением этой операции нужно предварительно на отрезок трубы нанести линию, обозначающую глубину, на которую он будет вставляться в фитинг до упора. Обозначенное расстояние также позволяет нагреть только требуемый участок с помощью паяльника. Для каждого диаметра трубы используется свое значение.
Таблица пайки полипропиленовых труб
Если не выдерживать время нагрева, качественно спаять соединение не получится. Недогрев препятствует диффузии материала. При перегреве произойдет деформация изделий. Поэтому необходимо всегда пользоваться значениями из таблицы.
 Время пайки полипропиленовых труб таблица
Время пайки полипропиленовых труб таблица
Во время пайки тонкостенных трубных изделий время нагрева этих элементов уменьшается в 2 раза, но период прогрева муфт изменять нельзя. Он должен соответствовать рекомендованным значениям. При работе на улице или в неотапливаемом помещении, где температура меньше +5°С, греть ПП изделия нужно дольше на 50%.
При соблюдении времени нагрева, снятия с паяльника и соединения деталей, их фиксации и температуры сварки полипропиленовых труб по окружности внутри стыка образуется буртик аккуратной формы. Его высота обычно составляет 1 мм. Он не мешает движению жидкости. Снаружи тоже создается аккуратный буртик. Он не портит вид места стыка.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
 Шейвер
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.

ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Как паять полипропиленовые трубы видео
Учиться нужно исключительно у профессионалов. Поэтому познакомьтесь с размещенным видео.

Как паять армированные полипропиленовые трубы видео
Монтаж инженерных коммуникаций из полимеров с помощью пайки — это популярный способ создания надежных систем. Метод позволяет обустраивать канализацию, водопровод и сеть отопления в частных домах и квартирах.

Ошибки при пайке полипропиленовых труб видео
Простой принцип выполнения работ способствовал популярности пайки. Благодаря легкости процесса его могут использовать даже неопытные люди. Однако необходимо обязательно строго соблюдать температурный режим нагрева ПП деталей и полностью выполнять другие советы специалистов.

Сварка полипропиленовых труб: пайка и инструкция, как паять правильно, спаять своими руками пластиковые
 Сварка полипропиленовых труб – процесс, доступный даже начинающему слесарю Все чаще старые металлические трубы мы заменяем пластиковыми, в том числе, из полипропилена. Этот выбор мы делаем потому, что они имеют долгий срок службы, не ржавеют, весят не много, не гниют, к тому же сборка их вполне подвластна каждому умелому хозяину дома. Сварка современных полиэтиленовых труб осуществляется быстро, однако требует некоторых навыков, которые, кстати сказать, приходит быстро. Если вы не уверены в себе, предварительно можно попрактиковаться в сборке небольших отрезков и недорогих фитингов, а затем уже можно приниматься и за создание своей водопроводной системы.
Сварка полипропиленовых труб – процесс, доступный даже начинающему слесарю Все чаще старые металлические трубы мы заменяем пластиковыми, в том числе, из полипропилена. Этот выбор мы делаем потому, что они имеют долгий срок службы, не ржавеют, весят не много, не гниют, к тому же сборка их вполне подвластна каждому умелому хозяину дома. Сварка современных полиэтиленовых труб осуществляется быстро, однако требует некоторых навыков, которые, кстати сказать, приходит быстро. Если вы не уверены в себе, предварительно можно попрактиковаться в сборке небольших отрезков и недорогих фитингов, а затем уже можно приниматься и за создание своей водопроводной системы.
-
- Пайка полипропиленовых труб: виды изделий
- Разбираемся, как паять полипропиленовые трубы
- Как паять полипропилен: этапы работы
- Время пайки полипропиленовых труб: таблица показателей
- Сварка или пайка пластиковых труб своими руками
- Температура пайки полипропиленовых труб
- Сварка пластиковых труб своими руками (видео)
Пайка полипропиленовых труб: виды изделий
Трубы из полипропилена обычно бывают четырех цветов: черные, серые, зеленые и белые.
Из всех видов труб, имеющихся на рынке, отличаются от остальных только черные, тем, что они имеют специальную повышенную стойкость к ультрафиолету. Их используют практически лишь для прокладки системы полива грунта.
Остальные же трубы имеют похожие характеристики и применяются в самых разных случаях, и различаются тем, какую они выдерживают температуру.
 Трубы из полипропилена бывают нескольких видов
Трубы из полипропилена бывают нескольких видов
По назначению трубы из полипропилена бывают следующих разновидностей:
- Для холодной воды, имеющей температуру до +45°C. Их можно отличить по полосе голубого цвета, идущей вдоль трубы.
- Для горячего водоснабжения, нагревом до +85°C. Их индивидуальная отличительная черта – продольная полоса яркого красного цвета.
- Универсальные, допустимый нагрев которых не должен превышать +75°C. Для ориентира на изделие наносится две полосы вместе – голубая и красная.
Разбираемся, как паять полипропиленовые трубы
Полипропилен, как материал, отличается повышенной прочностью и жесткостью. Поэтому, для создания систем со стыками, изгибами и переходами, используются разные аксессуары, называемые фитингами. Это всевозможные уголки, тройники, муфты, обходы, переходники и прочее. С трубами их соединяют при помощи пайки. Данный процесс некоторые называют еще сварка из-за одинакового смысла слова. Два элемента нагреваются до определенной температуры плавления, а потом, в горячем состоянии, спаиваются друг с другом. Если правильно все запаять, то соединение получается монолитным и прочным, и служит столько же, как и сами трубы.
Если необходимо соединить полипропилен с металлом, то необходимо брать комбинированные фитинги. У них одна часть изготовлена из металла, и соединяется обычным резьбовым способом, а вторая – полипропиленовая паяется с помощью специального устройства, называемого паяльником или же сварочным аппаратом.
Данное устройство выглядит как металлическая платформа, но внутри нее находится электрическая спираль, которая и разогревает поверхность. Данный аппарат еще называют утюгом. Чтобы соединить два элемента.
 Процесс пайки полипропиленовых труб
Процесс пайки полипропиленовых труб
Для разогрева элемента на нужной глубине, на сварочную платформу необходимо установить две разные насадки с тефлоновым покрытием:
- Для нагрева трубы внутри, используется дорн – насадка меньшего диаметра;
- Чтобы разогреть наружную поверхность ставят гильзу.
Перед началом работы необходимо хорошо разогреть паяльник, тогда сварка будет качественной и надежной.
Как паять полипропилен: этапы работы
Конструкции паяльников, применяемых для пайки полипропиленовых труб немного отлична, от обычных, но имеет тот же принцип работы.
В продаже имеется две основные модели: с цилиндрическим нагревателем и с плоской платформой.
Для специалистов особой разницы нет, каждый выбирает тот инструмент, который ему больше нравиться.
 Пошаговая инструкция пайки полипропиленовых труб
Пошаговая инструкция пайки полипропиленовых труб
После разогрева паяльника, производят следующие действия:
- На платформу устанавливают насадки подходящего диаметра;
- Затем, в отверстие в платформе продевают шпильку;
- На шпильку надевают с двух сторон гильзу и дорн;
- Гайками затягивают с двух сторон;
- На регуляторе выставляют необходимую температуру нагрева, +260°C
Осталось только дождаться сигнал набора заданной температуры. Паяльник к работе готов. Для качественной сварки важно, чтобы края свариваемых изделий были ровными. Проследите за этим. Если есть необходимость, то устраните недоработки.
Время пайки полипропиленовых труб: таблица показателей
При сваривании, полипропилен необходимо разогреть строго до необходимой температуры в 260 градусов. Перегрев и недогрев значительно влияют на качество шва и снижают прочность. Поэтому, пока аппарат греется, не стоит начинать паяние деталей. Слишком перегретая и мягкая труба тоже не будет хорошим результатом – фитинг просто невозможно будет в него вставить, а если материал недостаточно нагреть, то он не сплавится.
Перед сваркой фитинги и полипропиленовые трубы, необходимо очистить, обезжирить и высушить. Если этого не сделать, то качество сварки будет ужасным.
Такая подготовка необходима для всех видов труб, кроме, так называемых, армированных фольгой. Трубы, армированные стекловолокном так же можно впаять данным методом.
 Время пайки полипропиленовых труб
Время пайки полипропиленовых труб
Время пайки полипропиленовых труб на прямую зависит от диаметра самой трубы, а именно:
- Туба, диаметром 16-20 мм – паяется 6 секунд;
- 25-32 мм – 10 сек.;
- 40-50 мм – 20 сек.;
- 63-75 мм – 30 сек.
Такие данные подходят, если температура окружающей среды стоит в пределах +20°C. При более жаркой температуре показатель сдвигают в меньшую сторону.
Сварка или пайка пластиковых труб своими руками
Для оборудования системы отопления, в квартирах и частных домах используют трубы, имеющие диаметр от 16 до 30 мм. Самые востребованные из них имеют диаметр – 20 и 25 мм.
После того, как вы определили диаметр, необходимо посчитать общую протяженность трубопровода. Для этого вам лучше всего расчертить пространство в доме, нанося на стены линии, в тех местах, где будут проходить трубы, и измерять их протяженность. Если настенные чертежи не нарушат внешний вид ваших комнат, можете сразу же наносить и необходимые фитинги. Так вам будет проще правильно просчитать их правильное количество.
Если на стенах рисовать нельзя, то начертите схему трубопровода просто на листе, и нанесите на него все необходимые элементы. Произведите подсчеты, и отправляйтесь в магазин за покупками. Следующим этапом необходимо подготовить все детали, которые вы будете спаивать.
 Прежде чем начинать пайку труб своими руками, произведите необходимые замеры и сделайте чертежи
Прежде чем начинать пайку труб своими руками, произведите необходимые замеры и сделайте чертежи
Когда трубы и фитинги подготовлены, делайте так:
- Зачистите и обезжирьте все места спайки на изделиях;
- После высыхания поверхности, на трубах, на расстоянии 1,5 см от края, тонким маркером нарисуйте метки, отмечая расстояние погружения ее в фитинг;
- Перед соединением трубы с уголком, предварительно приложите одну деталь к другой так, как они должны быть в готовом виде и сделайте продольную пометку на трубе и уголке одновременно, которая поможет вам в последующем правильно стыковать детали;
- Далее, трубу надеваем на дорн аппарата, и одновременно фитинг вставляем в гильзу;
- Выдержав необходимое время, снимаем детали с насадок и соединяем, вдавливая трубу в фитинг до обозначенной отметки. Проводим соединение, ориентируясь на сделанные отметки. Крутить и поворачивать элементы нельзя.
После истечения указанного времени нажим можно прекратить, однако соединение нельзя трогать несколько минут. После того, как прошло достаточное количество времени, можно считать, что пайка закончена. Вы можете приступать к следующему шву, только сначала проверьте паяльник. Если на нем остались фрагменты прошлой пайки, то аккуратно удалите их мягким полотном без ворса.
Температура пайки полипропиленовых труб
Для того, чтобы правильно спаять трубы ПВХ, необходимо сделать все грамотно. Для этого, к каждому сварочному аппарату прилагается инструкция, согласно которой проводится спайка правильно.
Для того, чтобы сварить полипропиленовые трубы, необходимо разогреть прибор сварочного оборудования до температуры 260 градусов, и только после этого начинать работать.
Перед началом работы, вы должны четко знать правила, по которым производится сваривание деталей, секреты, которые помогут вам произвести работы в труднодоступных местах, сколько нагревается устройство, как правильно впаять пластиковую трубу в металлический стояк и можно ли варить встык водопроводные трубы. Ответить на эти вопросы вам поможет опытный сварщик, или наш сайт.
 Для пайки труб оборудование должно быть разогрето до 260 градусов
Для пайки труб оборудование должно быть разогрето до 260 градусов
Диффузная сварка полимерных труб позволяет самому сделать монтаж отопительной и водопроводной систем, и имеет массу преимуществ:
- Доступную стоимость оборудования отечественных производителей;
- Образование долговечных герметичных стыков на трубах;
- Возможность расположить водопроводные и отопительные трубы в любых, желаемых местах;
- Появляется возможность сваривать любые необходимые пенопропиленовые соединения;
- Данным оборудованием очень легко пользоваться;
Эта новейшая технология открывает массу невиданных до сих пор возможностей.
Сварка пластиковых труб своими руками (видео)

Еще совсем недавно, кроме понятия сварка обыкновенная, мы слышали еще название «холодная». Не секрет, что одно слово сварка приводило многих в ужас, ассоциируясь со всеми сложностями сварочных работ, грязью, искрами и глобальным ремонтом. Сегодня, благодаря появлению на рынке ППР труб, появилась возможность превратить монтаж отопительной и водопроводной систем в увлекательный квест, где работа выполняется без пыли, грязи, искр и неприятного запаха. Единственным условием монтажа – не делать ошибки. Это может привести к ухудшению циркуляции жидкости по трубам.
Основные правила пайки полипропиленовых труб: как избежать ошибок
Монтаж домашних и других водопроводных коммуникаций из полипропилена становится популярным благодаря доступности, удобству использования этого пластичного материала. Такие устройства надёжны, долговечны, доступны по цене, универсальны, используются даже в системах отопления. Дополнительным плюсом становится то, что они не требуют специфического ухода, а для их установки не нужно прибегать к помощи мастера. Как произвести монтаж полипропиленовых труб своими руками, рассмотрим ниже.
Преимущества материала
Полипропилен – доступный материал, не требующий никаких условий в эксплуатации, применяемый в любых помещениях без повышенной пожарной опасности.
- экономичность;
- выносливость;
- экологичность;
- срок эксплуатации – до 50 лет;
- универсальность и возможность применения в канализационных системах, на холодном и горячем водоснабжении, а также отоплении;
- простота монтажа – соединение домашних труб из полипропилена можно провести самостоятельно;
- гибкость материала позволяет использовать его в поворотных конструкциях, а также легко спаивать детали между собой.

Минусы материала
Один из недостатков полипропиленовых коммуникаций повышенная пластичность, делающая его склонным к деформации. В горячем трубопроводе под давлением такие элементы изгибаются и могут “уходить” в сторону.
Решается вопрос просто – достаточно закрепить трубу в нескольких местах у стены. В тех же целях полипропиленовые трубы делают более жёсткими, утолщая стенки, армируя их алюминиевой фольгой или стекловолокном. Таким образом получаются зачистные и незачистные элементы, которые применяют даже в системах обогрева.
Армирование повышает её жёсткость, выносливость к температурным перепадам, высокому давлению в системе, препятствует попаданию кислородных пузырьков в водный напор. Это пагубно сказываются на металлических водонагревательных приборах, ускоряя коррозию.
Основные правила пайки полипропилена
Главное, что нужно учитывать, осуществляя монтаж полипропиленовых труб самостоятельно:
- соблюдать герметичность швов;
- следить за диаметром просвета в местах соединения, чтобы не создавать фрагментов повышенного давления на материал при постоянном напоре воды;
- поддерживать аккуратность, чтобы трубопровод выглядел эстетично, не требовал маскировки.
Чтобы добиться этих показателей, монтаж пропиленовых труб своими руками проводится по правилам:
Никакие посторонние примеси и пыль не должны попадать на сварочные поверхности в местах соединения полипропиленовых труб, поэтому перед монтажом площадку очистите от грязи.
Чтобы материал спаялся прочно, в месте соединения не должно быть остатков воды. Для этого перекрывают общую ветку подачи воды, спускают остатки через смеситель, а участки для пайки тщательно протирают.
Когда нет возможности полностью перекрыть струящуюся воду, в качестве изолятора используют хлебную мякоть – после проведения работы её можно удалить через слив. Использовать бумажные салфетки в таких случаях не рекомендуется, поскольку салфетки гораздо труднее выпустить из трубопровода.
- Вырезайте элементы по длине с запасом, учитывая глубину погружения элементов при спайке.
- Соблюдайте температуру и время спайки. Из-за перегрева может измениться диаметр сечения, а узлы станут труднопроходимыми. Температура для ручной пайки полипропиленовых труб – 250-260 градусов.
- Насадка паяльника должна быть прочно укреплена, шаткий элемент повредит качество швов.
- После осуществления соединения не вращайте, не выравнивайте конструкцию – материалы должны “приняться” равномерно. Замеры и примерка производятся заранее.
- Соблюдайте прямолинейное движение в битке, иначе швы не будут надёжными, не выдержат номинального давления до 25 бар в сети.
Как подобрать тип труб из полипропилена
Перед тем, как проводить монтаж пропиленовых труб своими руками, необходимо правильно подобрать материал: элементы необходимого диаметра для различных частков и узлов водопровода. В данном случае исходят из гидравлических расчётов.
Домашние коммуникации могут потребовать материала 15 – 40 мм в диаметре. Более крупные считаются магистральным вариантом. Цвет материала может быть любым – цвет никак не влияет на технические характеристики труб из полипропилена.

Однако стоит обратить внимание, если на элементах есть цветные продольные полосы. Такая маркировка делается для обозначения термической устойчивости материалов: синяя полоса наносится на трубы, предназначенные для холодной воды, красная – соответственно, для горячего водопровода. При спаивании эти пометки помогут с точностью сопоставить элементы.
Также обратите внимание на буквенную разметку труб из полипропилена:
- PPR – означает название материала, есть несколько типов со специфическими мерами защиты. Но главное, что следует рассматривать – пометки о допустимой температуре, давлении теплоносителя. Таких типов для домашнего водоснабжения 4 – PN-10, 16, 20, 25.
Первый тип предназначен только для холодной воды, подаваемой с небольшим давлением, значение 16 включает горячее водоснабжение до 60°С с давлением 1,6 МПа. - Маркер 20 обозначает, что можно использовать не только для водоснабжения, но также для отопительных контуров с максимальной температурой 80°С.
- 25-й – самый дорогой выносливый тип используют для сборки водопровода, а также отопительных систем с рабочей температурой до 90-95°С.
Температура паяльника для всех типов будет одинаковой. Армированные конструкции подбирают для установки на отопительные контуры и горячее водоснабжение. Уплотнение стекловолокном проводится примерно в середине слоя пропилена, такая арматура никак не сказывается на обработке коммуникаций и пайке.
Алюминиевый слой бывает двух типов – внешний, внутренний, вшитый в тело трубы. С алюминиевым уплотнителем работайте осторожно, строго следя за диаметрами контактирующих поверхностей. Чтобы успешно провести монтаж полипропиленовых труб в квартире или доме, понадобится приобрести комплектующие к ним:
- фитинги с наружной или внутренней резьбой;
- накидные гайки;
- тройники;
- муфты;
- переходы по диаметрам и типам;
- угловые элементы на 45-90°;
- заглушки;
- петли и другие детали.
Кроме этого, для полного оснащения системы нужны специальные краны, вентили, фильтры – продумайте заранее всю систему перед тем, как соединить трубы из полипропилена.
Как спаять зачистную трубу
Для малого диаметра в условиях водоснабжения применяется муфтовая сварка. Этот способ заключается в соединении деталей путём наложения. В холодном виде внутренний диаметр муфты должен быть немого меньше наружного диаметра. При нагревании материал размягчится, поверхности можно будет спаять, благодаря чему образуется прочный узел.

Для состыковки соединительных элементов понадобится набор таких инструментов:
- рычажные ключи;
- ножницы для нарезки;
- рулетка;
- карандаш или маркер;
- паяльник с насадкой 20 мм и подставкой.
Сначала зачистите фольгу на глубину соединения. Для этого используют специальный инструмент – шейвер. Можно воспользоваться канцелярским ножом, равномерно срезая армирующий слой, чтобы не уменьшить диаметр.
Для пайки полипропиленовых труб нужна еще муфта (или та деталь, переходник, который выполняет эту функцию) одновременно надеваются на нагревательный элемент паяльного аппарата. Внимательно рассчитывайте глубину прогревания. После нагрева элементы соединяются, плотно сжимаясь.
Труба точно войдёт в муфту на предусмотренное расстояние благодаря размягчению материала. Шов полимеризуется и обеспечивает герметичное соединение.
Для полипропиленовых труб используйте специальный станочный аппарат, любительская техника не может обеспечить точность процесса. Процедура соединения проста, но требует строгого подхода к деталям, иначе трубопровод не будет полноценно, качественно выполнять функции.
Соединение пропиленовых труб без сварки происходит с использованим клея специального назначения. Этот материал на основе органического растворителя размягчает стенки в местах стыка, после чего происходит “холодное” сцепление. Этот способ имеет много ограничений, не обеспечивает 100% надёжность системы. Такой тип монтажа чаще применяют к ПВХ материалам с меньшей степенью пластичности.
Частые ошибки при пайке полипропилена
Чтобы не допустить ошибки при пайке полипропиленовых труб, помните несколько нюансов:
- Диаметр не должен слишком различаться, иначе узел не будет полностью герметичным.
- Материал не следует перегревать, иначе нарушится внутренний диаметр, что повлияет на давление внутри сети.
- Детали нельзя передерживать на прогреве, иначе расплавится контактирующая поверхность, и расплавится стенка насквозь, что приведёт к деформации.
- Торцеватель и нагревательный элемент устанавливайте строго перпендикулярно осям.
- Трубы нельзя проворачивать после смыкания, иначе процесс полифузии будет нарушен, соединение труб будет некачественным.
Перед началом работ убедитесь, что у вас есть необходимые элементы, а лучше приобретите заранее материал с запасом, попробуйте спаять часть конструкции для тренировки.

Какую высоту полотенцесушителя от пола подобрать – советы по монтажу

Разводка труб в ванной и туалете: схемы разводки труб, основные способы монтажа

Почему гудят водопроводные трубы (рекомендации по устранению причин)

Подробная инструкция по замене стояков холодного и горячего водоснабжения

Пошаговый алгоритм прокладки канализации в ванной комнате: разводка, способы прокладки труб, укладка и подсоединение труб канализации








