
Как паять полипропиленовые трубы армированные алюминием?
О зачистках для полипропиленовой трубы: как сделать самому
Для повышения надежности и максимального давления трубы из полипропилена имеют армированный слой. Но он мешает формированию качественного сварного соединения. Выход – зачистка для полипропиленовых труб перед их установкой.
Зачем нужна зачистка?
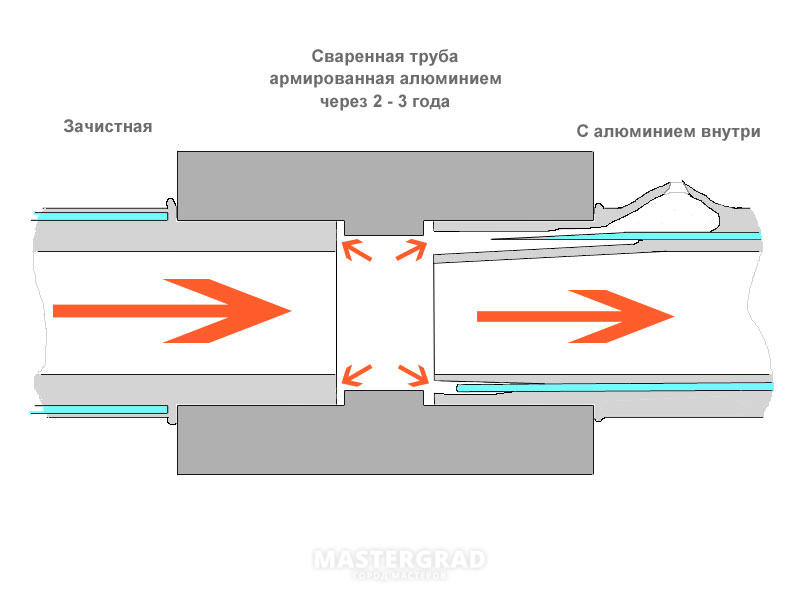
Принцип сварки трубопроводов pprc заключается в разогреве полимерного материала до вязкого состояния. Затем происходит контакт горячего патрубка с муфтой, результат – спайка соединения. Однако надежность может снизиться, если в зоне соприкосновения будет алюминиевая фольга, применяемая для армирования. В этом месте не будет контакта полимеров, что может привести к разгерметизации. 
Выход – выполнить зачистку армированных труб. Ее особенности заключаются в следующем:
- Удаление фольгированной прослойки на участке пайки не снизит максимальное значение давления.
- Если это не сделать, возможно постепенное разрушение стыка. Риск возрастает при частых гидравлических ударах в системе водоснабжения.
- Старые модели полипропиленовых труб имеют наружный слой из фольги. Их диаметр больше стандартного на 1,8-2 мм. Без зачистки патрубок не встанет в раструб муфты.
Подобная технология используется для всех видов полипропиленовых трубопроводов. Исключение – применение изделий с армированием стекловолокном. При нагреве оно частично расплавляется и не снижает надежность пайки. Но для таких моделей нужно увеличить время нагрева в зависимости от диаметра.
Особенности материала
При выборе способа зачистки нужно рассмотреть торец трубы. В стандартных разводках для холодного и горячего водоснабжения, отопления армирующий слой находится посередине, между наружной и внутренней прослойками. В старых моделях он расположен ближе к наружной части, защищен от внешних воздействий тонким слоем полимера. Его основная функция заключается не в повышении надежности, а в уменьшении теплового расширения трубопровода. 
Исходя из этого можно выделить следующие особенности зачистки для полипропиленовых труб:
- Внутренняя армирующая прослойка не удалится, а только зачищаются торцы. Это нужно для пайки полипропилена.
- При внешнем слое алюминия необходима полная зачистка поверхности на глубину до 2 мм. Фольгированный слой в месте соединения с муфтой удаляется полностью.
- Трубы без армирования зачищать или торцевать не надо.
Удаление части алюминиевой фольги нужно для всех типов покрытий – однородных и с перфорацией. Причина – металл нагревается и остывает быстрее, чем пластик. В зоне контакта может возникнуть неоднородная кристаллизация на границе с алюминием, что приведет к потере механической стойкости.
Какие бывают инструменты для зачистки полипропиленовых труб
Правильная зачистка для труб начинается с выбора инструмента. Его вид и конструкция зависит от типа армирования (наружный, внутренний), диаметра. Для торцевой пайки необходимо использовать специальные машины для удаления кромки. Но изделия из полипропилена редко делают диаметром свыше 60 мм. Для этого используют трубопроводы из полиэтилена.
Насадки для дрели
Для обустройства трубопровода своими руками можно купить несколько ручных зачисток для стандартных диаметров – 16, 20, 25 и 32 мм. Пример инструмента для внешней обработки – серия моделей MasterProf или Newton. Каждая рассчитана для двух диаметров, например – 20х25 или 16х20. Ножи располагаются вертикально, возможна их замена, регулирование положения.

Ручное удаление удобно для небольшого объема работ. Если это нужно сделать массово, рекомендуется приобрести специальные насадки для дрели. Они также отличаются размерами, но все рассчитаны для крепления в стандартном патроне дрели. Это оптимальные инструменты зачистки для полипропиленовых труб 20-25 мм.
Как выбрать очистку ручного типа или для дрели:
- изготовлена из инструментальной стали;
- поверхность рифленая для удобства фиксации;
- для ручных моделей длина воротка от 15 см, есть возможность его замены;
- насадки для дрели (шейвер) могут быть разных диаметров. Это достигается регулированием положения лезвий.
Дополнительный инструмент – тиски или струбцина для фиксации патрубка. Так будет удобнее обрабатывать поверхность, для удаления не нужно будет прилагать большие усилия.
Работа с торцевателем
Торцеватель необходим для зачистки торцов. Он отличается от насадок и шейверов расположением ножей. Их плоскость находится в горизонтальном положении под небольшим углом. Снимается фаска до 1 мм алюминиевой прослойки. Преимущество этого инструмента – универсальность. Он используется для выравнивания плоскости патрубков, что сказывается на точности пайки. 
Особенности торцевателей:
- возможность регулировки расположения ножей, что позволит применять одну насадку для труб нескольких диаметров;
- есть модели для ручной обработки или устанавливаемые в дрели;
- стандартные диаметры – 20/25, 32/40 и 50/63.
Глубина снятия фаски зависит от ровности реза патрубка. Часто торцеватель используется сначала для выравнивания плоскости торца, а затем для зачистки поверхности. Убирается лишь небольшая часть фольгированного слоя, что исключает его появление в месте спайки.
Зачистка наружного и внутреннего слоя: устраняем все лишнее
Для выполнения работ помимо торцевателя или устройства зачистки потребуются дополнительные инструменты – карандаш (маркер), линейка (рулетка), нож для резки полимерных трубопроводов. Зачистка для армированных труб выполняется только после составления схемы монтажа и подготовки заготовок. 
Порядок выполнения работ.
- Обрезка торца. Рез должен быть строго перпендикулярным плоскости.
- Обезжиривание. Очистить поверхность можно слабым раствором чистящего средства.
- Перед зачисткой нужно измерить посадочную глубину фитинга. Это можно сделать линейкой или рулеткой. На поверхности фитинга есть внешний показатель глубины.
- На трубе отметить высоту обработки, она должна быть на 1-1,5 мм больше, чем глубина фитинга.
- Торцевание выполняется прокруткой инструмента так, чтобы он был зафиксирован на внешней плоскости патрубка. Лезвия должны быть параллельны торцу.
Перед началом работ рекомендуется сделать несколько пробных паек. Для этого можно использовать трубные обрезки ППР. Фитинги должны быть той же марки, что и для всей системы магистралей. После сварки проверяется положение патрубка относительно плоскости фитинга, герметичность соединения.
Из-за особенностей расположения слоя фольги не всегда универсальные устройства зачистки подойдут для труб от конкретного производителя. Выход – купить торцевать у изготовителя труб или его официального представителя.
Как зачистить полипропиленовую трубу без специального инструмента
Самостоятельное изготовление зачистных устройств для полипропиленовых трубопроводов нерентабельно. Проще купить готовый инструмент. Аналогичная ситуация – делать метчик для формирования резьбы самому. Причина – сложность производства в домашних условиях.
Попытки зачистить наружный слой фольги ножом или аналогичным инструментом не приведут к желаемому результату. Невозможно вручную снять слой ПНД одинаковой толщины 2-3 мм. Нарушение геометрии патрубка приведет к неправильной сварке – сформируются полости, зазоры.
Варианты выхода из ситуации:
- отложить монтаж и заказать специальный инструмент;
- взять трубы, армированные стекловолокном, их не нужно зачищать;
- при расположении фольги внутри сечения не зачищать поверхность.
Последнее получило название «ленивая пайка». Но для ее выполнения нужно соблюдать все технологии формирования стыков – выдерживать точное время нагрева, правильно отрезать патрубок, сохраняя перпендикулярность плоскостей торца и поверхности трубы. На практике это можно сделать дома, но лучше использовать все преимущества правильной обработки.
Какую муфту использовать после зачистки трубы
После обработки внешней поверхности патрубка его диаметр уменьшается на 2 мм. Поэтому становится неясно, какую муфту можно использовать после зачистки трубы и подойдут ли стандартные модели. Для решения понадобится линейка, а лучше штангенциркуль.

Перед началом обработки замеряется внешний диаметр трубы. Если он большое от нормированного на 1,5-2 мм, то они будут удалены после зачистки. Пример: изначально внешний диаметр патрубка составил 22 мм, после обработки он стал 20 мм. Значит можно паять его в муфту со стандартным внутренним сечением.
Как исключить ошибки при подборе комплектующих для трубопровода:
- покупать элементы от одного производителя, желательно одной серии;
- изучить чертеж каждого элемента с линейными размерами;
- перед приобретением замерить внешние диаметры трубопроводов, внутренние муфт;
- методом проб узнать толщину снимаемого слоя для имеющейся модели инструмента зачистки.

С торцеванием таких проблем не возникнет, так как наружный радиус патрубка после обработки останется неизменным. Независимо от способа подготовки перед началом работ нужно сделать несколько контрольных паек. Это поможет избежать неточностей и ошибок при монтаже водопроводной системы или отопления.
В видеоматериале рассказывается об особенностях обработки полимерных трубопроводов, их видах:

Как правильно спаять отопление и водопровод из полипропилена

Цена труб и фитингов из полипропилена (сокращенно – ППР) заметно ниже, чем других полимеров – металлопластика, сшитого полиэтилена. Но можно сэкономить дважды — купить недорогой паяльник и спаять водопровод либо отопление из PPR своими руками.
Суть проблемы: в интернете опубликовано множество инструкций и видео по соединению трубопроводов в отрыве от реальных условий монтажа. Домовладелец учится правильно сваривать фасонные элементы на столе, но не знает тонкостей прокладки и стыковки готовых участков. Предлагаем изменить подход — пайка полипропиленовых труб и монтажные работы должны осваиваться одновременно.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.

Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
- Нарисуйте водопроводную и отопительную схему, перенесите проекции магистралей на стены помещений.
- Подготовьте необходимые инструменты и приспособления. Профессиональный сварочный аппарат (он же паяльник или «утюг») с набором насадок лучше взять в аренду, а не покупать.
- Нарежьте заготовки и сварите участки системы в удобных условиях – на столе.
- Готовые участки закрепите по месту и соедините между собой. Подключите сантехнические и обогревательные приборы.
Примечание. Составление схемы и разметка трасс на стенах позволит вам четко выбрать комплектующие – тройники, отводы, муфты и определить количество труб для закупки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.
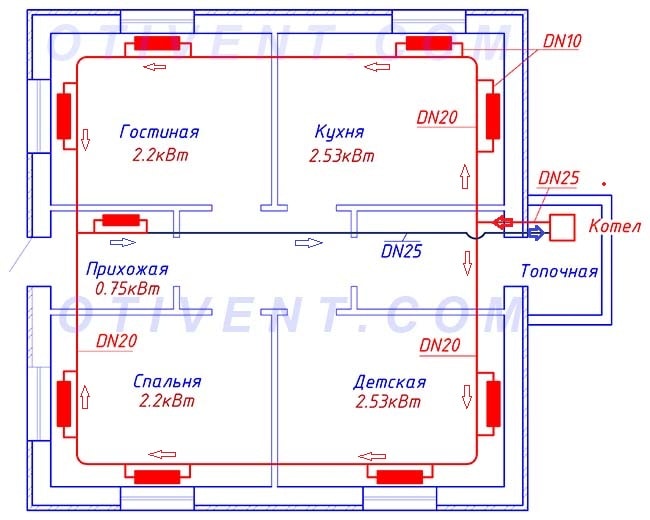 Пример однотрубной системы отопления одноэтажного дома
Пример однотрубной системы отопления одноэтажного дома
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
Важный нюанс. Грязевики должны ставиться в правильном положении – горизонтально, «носиком» вниз. Под установку водяных фильтров выбирайте подходящие прямые участки.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.
 Разметка на стене помогает увидеть реальные контуры будущей системы
Разметка на стене помогает увидеть реальные контуры будущей системы
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.
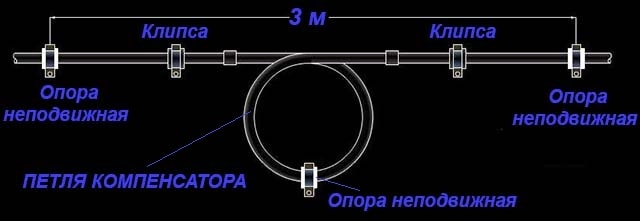
Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.
 Разновидности сварочных аппаратов и тефлоновых насадок
Разновидности сварочных аппаратов и тефлоновых насадок
Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:
- секундомер;
- ножницы для резки – обязательно, ножовки и болгарки не годятся;
- шейвер – устройство торцевания труб, армированных алюминием;
- средства измерения – рулетка, угольник, линейка;
- маркер либо простой карандаш;
- обезжиривающий состав – уайт-спирит, бензин «калоша», нефрас, спирт (ацетон не годится);
- ветошь;
- перчатки защитные.

Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.

Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.
Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.

- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.

- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.

- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.
- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.
Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.

Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.
 Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).

- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.

- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.
 Примеры готовых частей водопровода
Примеры готовых частей водопровода
Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
Как паять полипропиленовые трубы: описание процесса и рекомендации, полезное видео
Канализационны, водопроводные, в том числе и отопительные системы нередко создаются из полипропиленовых труб. Они позволяют смонтировать герметичные и долговечные коммуникации, не уступающие и даже превосходящие стальные сети.
Достичь результата возможно только, если заранее научиться правильно варить полипропиленовую трубу. Навык пригодится при строительстве и ремонте квартир в многоэтажных домах, особняках, коттеджах и даже на дачах.
Приобрести его не сложно, но необходимо обязательно познакомиться со всеми нюансами.
Как правильно паять полипропиленовые трубы
Полипропиленовый материал обладает выраженными термопластичными свойствами. Потому изделия из ПП становятся пластичными при нагреве. Во время повышения температуры их структура размягчается. В таком состоянии полипропилен напоминает пластилин.
 Пайка
Пайка
Подогрев и остывание материала позволяет получить надежный стык. Соединение выполняется быстро. При медленном его исполнении качество соединения ухудшается.
Пайка полипропиленовой трубы — полифузная сварка. Поэтому проводится при использовании специального паяльника. Инструмент позволяет быстро нагреть материал до нужной температуры. Обычно ее значение составляет от 300 до 320°C. Однако полипропилен начинает плавиться уже при 149°C.
Трубы ПП не рекомендуется нагревать сверх допустимых норм и воздействовать на них перегретым инструментом. В результате таких действий материал потеряет свои свойства и изделия легко согнутся.
Описание технологии сварки
На практике используют два метода для соединения трубчатых изделий из полипропилена: муфтовый и стыковой способ.
Принцип технологии пайки полипропиленовых труб отличается простотой, потому что позволяет с минимальными навыками выполнить качественную сварку. Исполнителю потребуется затратить немного сил и средств для достижения результата.
Новички чаще используют муфтовый способ соединения, требующий меньше сноровки. Он основан на применении фасонных деталей. Это прямолинейный отрезок трубы или муфта.
 Муфтовая пайка
Муфтовая пайка
Соединительные элементы отличаются большим диаметром, чем основной трубопровод. В них с двух сторон вставляются прямолинейные элементы коммуникаций на определенную глубину в зависимости от диаметра.
В домашних условиях применяется именно этот вариант стыковки. С его помощью соединяются трубопроводы диаметром до 63 мм.
Принцип муфтового метода заключается в плавлении части наружной поверхности заготовки. Кроме того, внутренней области соединительной детали. После нагрева два элемента плотно соединяются.
Стыковой способ — прямой вариант соединения деталей систем. Он реализуется тоже за счет расплавления ПП элементов, но только в этом случае нагреваются торцы одинакового большого диаметра. Этот метод не предполагает использование фитингов.
Во время сварки полипропиленовых труб большого диаметра не допускаются отклонения от оси соединяемых элементов. Даже небольшой сдвиг приводит к уменьшению внутреннего сечения системы на этом участке.
 Стыковая сварка
Стыковая сварка
Это становится причиной замедления движения жидкости в коммуникации. Для точной стыковки деталей кроме нагревательного инструмента дополнительно применяется система центровки.
Аппараты для сварки
Конструктивно все аппараты для раструбной сварки полипропиленовых труб похожи на электрические утюги. В устройствах имеются нагревательные элементы и сменные насадки разного диаметра. Такой инструмент принято называть утюгом для сварки.
 Паяльник типа “утюг”
Паяльник типа “утюг”
Для торцевой стыковки используются более сложные сварочные аппараты. Оборудование для прямого соединения применяется на промышленных объектах.
 Аппарат для стыковой сварки
Аппарат для стыковой сварки
При работе с любым видом нагревательного инструмента необходимо использовать перчатки из плотной материи.
Процесс сварки
Чтобы уменьшить вероятность ошибки, все операции необходимо проводить аккуратно, точно и исключительно последовательно.
Пайка полипропиленовых труб инструкция:
- В помещении обеспечивается или проверяется эффективная работа вентиляции, так как во время пайки полимерных материалов выделяются токсичные вещества. Поэтому необходимо создать эффективную циркуляцию воздуха, чтобы защитить организм от высокой концентрации вредных элементов.
- Края нарезанных заготовок обрабатываются с помощью торцевателя или специального инструмента для снятия фаски, чтобы упростить процесс соединения деталей.
- Проводится очистка от пыли и обезжиривание соединяемых поверхностей при использовании уайт-спирита, который обязан полностью высохнуть естественным путем. Не допускается наличие капель воды, потому что при повышении температуры образуется пар, который станет причиной появления пор в материале. Они ухудшат качество стыка.
- На паяльнике устанавливается рекомендуемая температура пайки и включается прибор. Разогрев выполняется до +260°C независимо от диаметра. Изменяется только период нагрева.
- После загорания лампочки зеленого цвета начинается сварка путем установки прямого участка на насадку-гильзу, а фитингового элемента — на дорн. Это позволяет одновременно нагреть две детали до требуемой температуры.
- Разогрева выполняется в течение указанного времени пайки полипропиленовых труб, указанного в таблице. После этого прямолинейный и фасонный элемент снимаются с прибора и быстро соединяются между собой.
 Нагрев элементов
Нагрев элементов  Соединение и фиксация
Соединение и фиксация
Необходимо неподвижно удерживать стыкуемые детали без прокручивания пока не произойдет остывание материала. Разрешается корректировать их соосность в течение 1-2 секунд. Другие движения приведут к нарушению молекулярных связей, что нередко становится причиной появления протечек во время эксплуатации систем.
Перед выполнением этой операции нужно предварительно на отрезок трубы нанести линию, обозначающую глубину, на которую он будет вставляться в фитинг до упора. Обозначенное расстояние также позволяет нагреть только требуемый участок с помощью паяльника. Для каждого диаметра трубы используется свое значение.
Таблица пайки полипропиленовых труб
Если не выдерживать время нагрева, качественно спаять соединение не получится. Недогрев препятствует диффузии материала. При перегреве произойдет деформация изделий. Поэтому необходимо всегда пользоваться значениями из таблицы.
 Время пайки полипропиленовых труб таблица
Время пайки полипропиленовых труб таблица
Во время пайки тонкостенных трубных изделий время нагрева этих элементов уменьшается в 2 раза, но период прогрева муфт изменять нельзя. Он должен соответствовать рекомендованным значениям. При работе на улице или в неотапливаемом помещении, где температура меньше +5°С, греть ПП изделия нужно дольше на 50%.
При соблюдении времени нагрева, снятия с паяльника и соединения деталей, их фиксации и температуры сварки полипропиленовых труб по окружности внутри стыка образуется буртик аккуратной формы. Его высота обычно составляет 1 мм. Он не мешает движению жидкости. Снаружи тоже создается аккуратный буртик. Он не портит вид места стыка.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
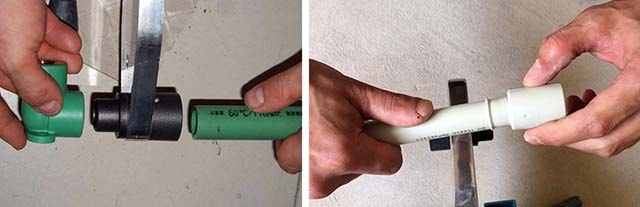
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
 Шейвер
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.

ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Как паять полипропиленовые трубы видео
Учиться нужно исключительно у профессионалов. Поэтому познакомьтесь с размещенным видео.

Как паять армированные полипропиленовые трубы видео
Монтаж инженерных коммуникаций из полимеров с помощью пайки — это популярный способ создания надежных систем. Метод позволяет обустраивать канализацию, водопровод и сеть отопления в частных домах и квартирах.

Ошибки при пайке полипропиленовых труб видео
Простой принцип выполнения работ способствовал популярности пайки. Благодаря легкости процесса его могут использовать даже неопытные люди. Однако необходимо обязательно строго соблюдать температурный режим нагрева ПП деталей и полностью выполнять другие советы специалистов.

Монтаж полипропиленовых труб с алюминиевым слоем.
Здравствуйте, мастера. Хочу получить очередную порцию знаний. Предстоит монтаж трубопроводов. Вода горячая и холодная, отопление. С холодной водой мне все понятно. Обыкновенный полипропилен. Горячая вода и отопление — полипропилен с алюминиевым слоем. Ездил по магазинам собирал информацию. Цена, качество, полезные советы и т.д. Так вот, суть вопроса. По поводу пайки полипропилена с алюминием поступила противоречивая информация: одни говорят, что нужно трубу перед пайкой зачищать, другие говорят, что не надо. Кто прав? Господа профессионалы, просветите. С подрядчиками еще не общался. Совсем не удивлюсь если подрядчик тоже не будет знать правильного ответа. Заранее спасибо.

Олег, здравствуй. Отвечаю с небольшим отступлением. Полипропиленовые трубы армированные алюминием бывают двух типов. 1. Слой алюминия конструктивно расположен близко к наружной поверхности трубы (слой алюминия может быть как перфорированным. так и без перфорации). С такой трубой все просто – перед сваркой ее зачищают. 2. Армированная труба с расположением алюминиевой фольги в середине стенки трубы. Вот тут – то и возникают проблемы при сваривании труб. Если быть точным, то как раз при сваривании проблем нет, но они рано или поздно возникнут если трубы просто сварить не зачищая алюминиевый слой. Перед сваркой такой трубы слой алюминия ОБЯЗАТЕЛЬНО зачищается специальной зачисткой (их еще называют торцовками). Зачистка действительно торцует срез трубы (получаем перпендикулярный срез) и кроме этого зачистка «выгрызает» слой алюминия примерно на 1.5 – 2 мм. В результате этих манипуляций в процессе сварки алюминиевый слой закрывается расплавленным полипропиленом, что исключает контакт алюминия с транспортируемой жидкостью. Чем чреват вышеупомянутый контакт? Происходит окисление-разрушение алюминиевого слоя и попадание жидкости в пространство между фольгой и тонким наружным слоем полипропилена. Труба покрывается «волдырями» и если в частном доме (невысокое давление и подконтрольная температура теплоносителя и ГВС) она может послужить еще некоторое время, то в квартире (давление гораздо выше, температура неконтролируемая) – это беда с перспективой затопления своего жилища и соседей ( как правило – горячей водой). А вот теперь поговорим о грустном. Олег, Вы принимали участие в обсуждении вопроса о том, всегда ли нужно соблюдать требования инструкций, и так ли уж необходимо неукоснительное соблюдение технологий. Так вот монтируется трубопровод из полипропилена армированного алюминием. Трубу с поверхностным алюминиевым слоем баз зачистки не сваришь, тут все предельно ясно. А вот с трубой второго типа сложнее. Если ты свариваешь сам, соблюдаешь технологию – все в порядке. А если ты заказчик, а твой подрядчик горе «мастер», который не любит «РАБОТАТЬ ПО ПРАВИЛАМ» (это цитата из одного поста, помните), то в полный рост встает пресловутый человеческий фактор. Ведь труба второго типа легко сваривается без торцевания, узнать соблюдалась ли технология в процессе монтажа можно будет только если разрезать соединение. Кроме этого еще один нюанс – аккуратность при сварке: воткнул трубу в фитинг мало или перекосил – голый алюминий, воткнул много – получил заужение. В завершение хочу дать совет. Причины по которым мы переплачиваем и покупаем полиропиленовые трубы с алюминиевым слоем – это способность трубы выдержать повышенное давление (до 25 атм.) и небольшой коэффициент температурного расширения (при перепаде температуры в 80 градусов – примерно 2.5%). Этим требованиям почти удовлетворяет полипропиленовая труба армированная стекловолокном. Держит давление 25 атм., линейное удлинение при перепаде температуры в 80 градусов – примерно 5%. В отличие от трубы с алюминием труба со стекловолокном не требует никакой зачистки, сваривается как обыкновенная полипропиленовая труба. .И цена ее ниже чем у трубы с алюминием. Решать Вам.. Удачи.
Мастеров онлайн: 481 Заказов в неделю: 2 493 Предложений в сутки: 1 504
Олег, здравствуй. Отвечаю с небольшим отступлением. Полипропиленовые трубы армированные алюминием бывают двух типов. 1. Слой алюминия конструктивно расположен близко к наружной поверхности трубы (слой алюминия может быть как перфорированным. так и без перфорации). С такой трубой все просто – перед сваркой ее зачищают. 2. Армированная труба с расположением алюминиевой фольги в середине стенки трубы. Вот тут – то и возникают проблемы при сваривании труб. Если быть точным, то как раз при сваривании проблем нет, но они рано или поздно возникнут если трубы просто сварить не зачищая алюминиевый слой. Перед сваркой такой трубы слой алюминия ОБЯЗАТЕЛЬНО зачищается специальной зачисткой (их еще называют торцовками). Зачистка действительно торцует срез трубы (получаем перпендикулярный срез) и кроме этого зачистка «выгрызает» слой алюминия примерно на 1.5 – 2 мм. В результате этих манипуляций в процессе сварки алюминиевый слой закрывается расплавленным полипропиленом, что исключает контакт алюминия с транспортируемой жидкостью. Чем чреват вышеупомянутый контакт? Происходит окисление-разрушение алюминиевого слоя и попадание жидкости в пространство между фольгой и тонким наружным слоем полипропилена. Труба покрывается «волдырями» и если в частном доме (невысокое давление и подконтрольная температура теплоносителя и ГВС) она может послужить еще некоторое время, то в квартире (давление гораздо выше, температура неконтролируемая) – это беда с перспективой затопления своего жилища и соседей ( как правило – горячей водой). А вот теперь поговорим о грустном. Олег, Вы принимали участие в обсуждении вопроса о том, всегда ли нужно соблюдать требования инструкций, и так ли уж необходимо неукоснительное соблюдение технологий. Так вот монтируется трубопровод из полипропилена армированного алюминием. Трубу с поверхностным алюминиевым слоем баз зачистки не сваришь, тут все предельно ясно. А вот с трубой второго типа сложнее. Если ты свариваешь сам, соблюдаешь технологию – все в порядке. А если ты заказчик, а твой подрядчик горе «мастер», который не любит «РАБОТАТЬ ПО ПРАВИЛАМ» (это цитата из одного поста, помните), то в полный рост встает пресловутый человеческий фактор. Ведь труба второго типа легко сваривается без торцевания, узнать соблюдалась ли технология в процессе монтажа можно будет только если разрезать соединение. Кроме этого еще один нюанс – аккуратность при сварке: воткнул трубу в фитинг мало или перекосил – голый алюминий, воткнул много – получил заужение. В завершение хочу дать совет. Причины по которым мы переплачиваем и покупаем полиропиленовые трубы с алюминиевым слоем – это способность трубы выдержать повышенное давление (до 25 атм.) и небольшой коэффициент температурного расширения (при перепаде температуры в 80 градусов – примерно 2.5%). Этим требованиям почти удовлетворяет полипропиленовая труба армированная стекловолокном. Держит давление 25 атм., линейное удлинение при перепаде температуры в 80 градусов – примерно 5%. В отличие от трубы с алюминием труба со стекловолокном не требует никакой зачистки, сваривается как обыкновенная полипропиленовая труба. .И цена ее ниже чем у трубы с алюминием. Решать Вам.. Удачи.

Сергей, большое спасибо за оперативный исчерпывающий ответ. Все предельно ясно. +10.
Пожалуйста, вот еще ссылка: Ссылку искал специально для Александра Удовиченко.

есть несколько видов полипропилена: без армировки, наружная армировка, и с армировкой внутри. зачищают трубы PPR как правило с наружной армировкой, т.е. снимают слой пластика и армировку для возможности пайки. с наружной армировкой как правило используют для отопления и для стояков. небольшой совет если будете делать разводку ГВС и ХВС используйте один тип труб это экономнее и еще все фитинги лучше брать одного цвета с трубами, а трубы с армировкой внутри эти трубы как правило паяют без дополнительной обработки что упрощает и убыстряет процесс монтажа.
Александр, не поленитесь, Комментировать Ваш ответ не буду.

А заодно «убыстряет» переделку. Для PRO не совсем корректный ответ.
Александр, ПОТРЯСНО. Почитал ответы, походил по ссылкам. Ваш ответ вне конкуренции. Только ему нужна пометка «вредный совет». — 10.
почему люди ограничены в мышлении? простой ответ образно описывающий общее положение вызывает бурю негативных эмоций! если хотите развернутый и полный ответ можно воспользоваться поисковыми системами и все узнать досконально вплоть до мелочей. я всегда стараюсь не загрузить человека информацией а дать простой ответ. не все хотят получать лишнюю инфу. если хотите узнать все интернет и гугл вам в помощь. когда вы спрашиваете на улице время что конкретно вас интересует само время или часы на которых это время смотрят и голос каким вам ответят?
-100. Образно, но не убедительно. Лаконизм вашего ответа не сделал его правильным. У поляков есть хорошая пословица: «Усрамся, не дамся» Надеюсь перевод и объяснения не нужны. Самые страшные люди — это те, кто не умеет признавать свои ошибки. Сочуствую заказчикам, которые воспользовались вашими услугами.
О торцевании и пайке полипропиленовых труб с «центральным» армированием алюминием
Прошу помощи в следующей задаче:
Необходимо правильно выполнить торцевание и пайку полипропиленовых труи ProAqua c «центральным» армированием алюминиевой фольгой (для примера, «PP-R Трубы DUO SDR6»).
Требуется информация, предоставляемая производителем, с описанием технологии торцевания и пайки:
В частности, важно найти ответы на следующие вопросы:
1) годятся ли «обычные» насадки для пайки данных труб, или требуются какие-то особенные;
2) как правильно запаивать штробу, образующуюся после торцевания, чтобы надежно защитить алюминий от контакта с водой.
Буду признателен за ссылки на официальную документацию, иллюстрацию, видео.
А те кто ее продает не в курсе?
Андрей Сновидов , нашли у кого спрашивать, у тупых менеджеров.
К полизводителю надо поросто обратиться напрямую.
Но лучше избегать этой трубы всеми силами.
Трубу поставила Москва при «капремонте» дома. Выбора у меня нет. Нужно запаяться к тому, что уже установлено.
Глубоко сомневаюсь, что до вас кто то задавался такими вопросами. Труба не фонтан, и скорее всего её монтировали «на отвяжись», зная, что в будущем есть на кого свалить. ИМХО.
Я бы на вашем месте скорее озаботился подгонкой температуры вашего паяльника под конкретно вашу трубу, обычно так поступаю, при встрече с «незнакомкой» 
KAPSLOK написал:
1) годятся ли «обычные» насадки для пайки данных труб, или требуются какие-то особенные;
Для пайки таких труб используется обычный паяльник для РР
KAPSLOK написал:
2) как правильно запаивать штробу, образующуюся после торцевания, чтобы надежно защитить алюминий от контакта с водой.
Перед сваркой РР труб c «центральным» армированием алюминиевой фольгой требуется использовать зачистку-торцеватель.
Этим торцевателем как раз и удаляется фольга с торца трубы, что позволяет добиться герметичного шва при сварке и тогда монолитно спаянный стык не даёт встречному потоку расслоить трубу.
Если вы считаете, что компетентность стоит дорого, у вас всегда есть шанс попробовать некомпетентность.
KAPSLOK написал:
Нужно запаяться к тому, что уже установлено.
Тогда нужно купить специальную торцевую зачистку и производить сварку, вставляя трубу и фитинги в насадки и друг в друга по нанесённым меткам глубины.
KAPSLOK написал:
Трубу поставила Москва при «капремонте» дома. Выбора у меня нет. Нужно запаяться к тому, что уже установлено.
KAPSLOK , Как думаете, те кто уже все закапремонтил, заморачивались такими вопросами? Хорошо если температурный режим выдерживали.
Technik-san написал:
Этим торцевателем как раз и удаляется фольга с торца трубы, что позволяет добиться герметичного шва при сварке и тогда монолитно спаянный стык не даёт встречному потоку расслоить трубу.
- нужно торец отрезать строго перпендикулярно + контролировать насколько труба в фитинг входит + Т нагрева, + Т. слишком много условий для того чтобы их соблюсти тому контингенту что там работает. ИМХО труба с внутренним армированием- продукт маркетинга. Продать сейчас, а отвечает пусть монтажник. Расхлебывает- потребитель.
Что интересно, так это то что когда эта труба появилась, к ее достоинствам причислялось отсутствие необходимости зачистки от фольги при сохранении преимуществ армированной фольгой трубы. В результате обернулось геморроем для монтажника.
И как проконтролировать качество запайки пусть даже заторцованного алюминия ? НИКАК. Время покажет, ага..
АлекСАН_dr , + проконтролировать строгую соосность прогрева (проплавления) и последующей стыквки, что в некоторых неудобных положениях почти невозможно.
KAPSLOK , я бы рекомендовал заменить трубу на обычную армированную, которая под зачистку алюминия, работает она уже десятилетиями на отоплении и без потери эластичности. Это, чтобы к вам потом претензий небыло, если что случись. Скажете дороговато? отвечу, как бы потом дороже не вышло.
по 15 лет стоят на общественных объектах без торцевания — ничего не течет. Valtec
Если не ошибаюсь, Эгопласт был владельцем марки Проаква или дистрибьютором. Сейчас он называется Егоинг. Вот с его сайта нашёл:
Если будет негерметичность в торцовке, то давление полезет под наружную шкуру, для отопления от котельной страшновато.
Воздержусь от применения.
Коллеги, я получил следующий ответ на свой вопрос из Компании «Эго Инжиниринг»:
_Для торцевания труб полипропиленовых армированных алюминием посередине PRO AQUA PPR DUO SDR 6 используются специальные торцеватели (PP-R Зачистка (для среднего слоя) торцеватель). Торцеватель устанавливается на трубу и вращается. При торцевании удаляется на глубину 2-3 мм средний алюминиевый слой стенки трубы, что обеспечивает сплавление наружного и внутреннего слоев стенки трубы и закрытию среднего алюминиевого слоя. А это предотвращает его коррозию и, как следствие, расслаивание слоёв в процессе эксплуатации.
Для сварки таких труб после торцевания не требуются специальные насадки, используются обычные насадки для сварки полипропиленовых труб.
Полипропиленовые армированные трубы и их особенности
Полипропиленовые армированные трубы для отопления и водопровода являются совсем новым материалом, который присутствует на рынке всего несколько лет. Поэтому многих интересует – в чем заключается преимущество этих труб и так ли важна армировка? Далее мы постараемся ответить на этот вопрос и рассмотрим все особенности полипропиленовых труб.
Недостатки полипропилена
Полипропиленовые трубы стали одним из самых популярных видов пластиковых труб, так как обладают рядом положительных качеств (узнайте здесь, как и с какой целью применяются дренажные трубы на участке).
Однако, они не лишены недостатков, которые связаны с особенностями самого материала:
- Полипропилен является легкоплавкой пластмассой;
- Обладает высоким коэффициентом теплового расширения.
Теперь подробней рассмотрим недостатки трубопроводов, выполненных из этого материала.
Теплостойкость
Заявленная температура плавления материала составляет 175 градусов по Цельсию, однако, размягчаться он начинает при гораздо меньшей температуре – 140 градусов. Гарантированная же температура, при которой изделия соответствуют всем заявленным характеристикам и трубопровод работает как положено, составляет 95 градусов по Цельсию (у некоторых сортов и того меньше).
Такой большой температурный «запас» связан с тем, что при одновременном воздействии на стенки полипропиленового трубопровода одновременно высокой температуры и давления, его стойкость значительно меньше, чем при воздействии этих факторов по отдельности.
Температурное расширение
Как известно, при нагреве все материалы расширяются, только одни больше, а другие – меньше. Полипропилен относится к тем, которые расширяется очень сильно. Конечно, для холодного водопровода это свойство значения не имеет, но при обустройстве систем отопления или горячего водопровода, доставляет массу проблем:
| Эстетика | При удлинении, трубопровод идет малопривлекательными волнами |
| Целостность декоративных покрытий | В случае скрытого монтажа трубопровода, к примеру, в покрытии стен или под стяжкой, расширение приводит к растрескиванию покрытия. |
Решение проблем
Как вы наверняка догадались, решением всех вышеперечисленных проблем являются армированные трубы из полипропилена. Дело в том, что армировка служит прочным каркасом для трубы, который не позволяет ей увеличиваться при нагреве в длину и ширину.
Кроме того, при чрезмерном нагреве, армировка не позволяет трубе раздуваться и лопаться. Правда, заявленная производителями максимальная рабочая температура, все равно составляет 95 градусов по Цельсию, но армированные трубы все же гораздо более термоустойчивы.
Виды армирования
На сегодняшний день существует два вида армировки:
Каждый вид армировки наделяет изделие определенными свойствами.
Алюминий
Полипропиленовые трубы армированные алюминием состоят из нескольких слоев, между которыми располагается алюминиевая фольга. Слои между собой склеиваются полипропиленовым клеем.
Обратите внимание! Качество многослойных изделий во многом зависит от качества клеевого соединения. Поэтому не редко дешевые трубы при определенных условиях эксплуатации расслаиваются.
Надо сказать, что алюминиевое армирование бывает двух видов:
Стекловолокно
Стекловолокно является альтернативой алюминию. Как и в предыдущем случае, снаружи и внутри изделия расположены слои полипропилена, а внутри располагается слой стекловолокна. Причем, все слои получаются монолитными.
Внутренний слой этих изделий сваривается с наружным и внутренним. В результате, полипропилен скрепляет волокна стекловолокна, а стекловолокно в свою очередь не дает ему деформироваться. В отличие от предыдущего типа армировки, при использовании стекловолокна, клей не применяется.
Недостатком стекловолокна является то, что оно увеличивает вес изделия, но за то цена его цена немного снижается. Правда, стоимость во многом зависит от производителя.
Кроме того, следует отметить, что армированный стекловолокном трубопровод отопления насыщают теплоноситель кислородом, в результате чего котлы ржавеют. Однако, по мнению многих специалистов, данная проблема больше надуманная, чем реальная, так как конкретных цифр не существует.
Особенности монтажа
Пайка армированных полипропиленовых труб выполняется по тому же принципу, что и обычных полипропиленовых изделий:
- В первую очередь изделия нарезаются по размеру, в соответствии со схемой будущего трубопровода;
- Затем фитинги и трубы нагреваются специальным паяльником до размягчения;
- Разогретые элементы совмещаются и удерживаются в таком положении до застывания материалов, в результате чего получается надежное соединение.
Однако, имеется и разница – инструкция по монтажу труб, армированных алюминием, содержит еще один технологический процесс. Прежде чем разогреть изделие паяльником, его необходимо зачистить, т.е. снять слой алюминия.
Однако, ничего сложного в этом нет.
Если алюминиевый слой расположен снаружи, операция выполняется следующим образом:
- Трубу надо вставить в специальную простенькую муфту с ножами
- Далее надо своими руками несколько раз провернуть инструмент.
- После этого выполняется спайка по стандартной схеме.
Обратите внимание! Полипропиленовые трубы для отопления армированные алюминием должны содержать сплошную фольгу. Для водопровода горячей воды можно использовать перфорированное армирование.
Для труб с армировкой расположенной внутри, используется инструмент немного более сложный – торцеватель. Принцип его работы заключается в том, что он с торца трубы выбирает внутренний слой, благодаря чему обеспечивается надежный стык элементов трубопровода.
Данная операция предотвращает:
- Расслаивание трубопровода;
- Разрушение алюминия в результате электрохимических процессов, которые возникают при наличии в металлах разницы потенциалов.
Что касается пайки изделий, армированных стекловолокном, то процесс ничем не отличается от пайки однослойного полипропилена.
Совет! Отличить полипропиленовые трубы, армированные стекловолокном, можно по стыку – они имеют три слоя примерно одинаковой толщины.
Вот и все особенности, с которыми надо ознакомиться, перед тем как паять армированные полипропиленовые трубы.
Вывод
Армирование полипропиленовых труб позволяет улучшить их основные характеристики. Поэтому они очень быстро стали пользоваться спросом. Чаще всего их используют для устройства систем отопления и трубопроводов, собственно, для этих целей они и разрабатывались.
Из видео в этой статье можно получить дополнительную информацию по данной теме.









